
サニタリー製品用エアー加工糸およびそのサニタリー製品
【課題】紙おむつのギャザー部の弾性糸として好適に用いることができる、ポリプロピレン基布との接着性に優れたサニタリー製品用エアー加工糸を提供する。
【解決手段】芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸に仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有するサニタリー製品用エアー加工糸とする。
【解決手段】芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸に仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有するサニタリー製品用エアー加工糸とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紙おむつなどのサニタリー製品のギャザー部などに好適に用いることができるエアー加工糸に関し、詳しくは、ポリプロピレン基布との接着において好適な接着性が得られるサニタリー製品用エアー加工糸に関する。
【背景技術】
【0002】
従来、紙おむつなどに代表されるサニタリー製品は、身体との密着性、また、排泄物などの漏れを防止する目的のためにポリウレタン弾性糸が挿入された不織布などを使用していた。かかる伸縮性を有する不織布は複数の弾性糸を所定のドラフトに伸長し、その状態を維持したまま複数枚の不織布シートによってラミネートせしめられることによって製造されていた。
【0003】
しかしながら、近年、紙おむつに求められる機能性や審美性はより高度なレベルになり、例えば、着用時のフィット性は女性の下着に匹敵するほどのレベルが要求され、より優れた伸長性、回復性を備えたものが求められている。そこで、伸縮性ポリウレタンフィルムを不織布基布に貼り合わせたり、不織布基布にポリウレタン弾性糸を供給し、貼り合わせる方法等の工夫が多々提案されてきた。(特許文献1、2参照)。これら発明によるとフィット性を改善することはできるが、一方で、ポリウレタン弾性糸と不織布との接着においてホットメルト接着剤を大量に使用せねばならず、接着剤の使用量削減が紙おむつメーカーの課題となっていた。
【0004】
ここで、接着剤の使用量削減を達成するための一つのアプローチとしては、ポリウレタン弾性糸の接着性を改善することが考えられる。そのため、紙おむつ用のポリウレタン弾性糸として、例えば、単糸繊度が3.4〜8.3デシテックスで、且つフィラメント数が58〜265マルチフィラメントから構成され、総繊度が200〜2200デシテックスであるポリウレタン弾性繊維が提案されている(特許文献3)。しかしながら、かかる文献に記載のポリウレタン弾性繊維は、適当繊度の単糸を適当本数合わせることで、マルチフィラメントにおける単糸の表面積を増加し接着性を良好にするものであり、ポリウレタン弾性繊維に対して交差する方向から負荷される荷重に対しては良好な接着性を保つことができるものの、ポリウレタン弾性繊維に対して平行な方向から負荷される荷重に対しては十分な接着性を保つことができない。すなわち、ポリプロピレン基布と接着した状態で伸縮させる荷重が作用した場合に、該荷重に充分には耐えることができずスリップインし易い。
【0005】
また、タイツやパンストなどのストレッチ編織物に用いるポリウレタン弾性糸に関してではあるが、ポリウレタン弾性糸とポリエチレンテレフタレート高配向未延伸糸を引き揃えて交絡した後、これに仮ヨリを施すことにより被覆弾性糸を得る方法が提案されている(特許文献4参照)。本提案によると、被覆性が高く捲縮に優れた被覆弾性糸を得ることが可能であり、オムツなどの衛生材料に適した素材をも提供できるということである。しかしながら、本提案によれば、ポリウレタン弾性糸も熱板上で仮ヨリによるヒートセットを受けるため、そのストレッチ性が大きく減じてしまい、サニタリー製品のギャザー部に用いるのに十分なストレッチ性を現実に得ることは難しい。もちろん、このような製造方法による被覆弾性糸においてより高いストレッチ性を発現させるために、例えば、紙オムツ用のポリウレタン弾性糸に関する特許文献3に記載されるような200デシテックス以上のポリウレタン弾性糸を使用することも考えられる。しかしながら、かかる方法において太繊度のポリウレタン弾性糸を使用すると、仮ヨリでのマイグレーションが阻害され、被覆弾性糸の毛羽や糸切れの原因となる。そのため、工業的に採用することはやはり難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平07−285187号公報
【特許文献2】特開2001−029386号公報
【特許文献3】特開2004−52127号公報
【特許文献4】特開2001−295148号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、ポリプロピレン基布との接着において良好な接着性が得られるサニタリー製品用エアー加工糸を提供することにある。
【課題を解決するための手段】
【0008】
本発明のサニタリー製品用エアー加工糸は、前記課題を解決するため、以下のいずれかの構成を有する。
(1)芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸に仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有することを特徴とするサニタリー製品用エアー加工糸。
(2)ポリプロピレン不織布にホットメルト接着剤で貼り合わせて形成したギャザーにおける接着面保持率が90%以上となることを特徴とする、前記(1)記載のサニタリー製品用エアー加工糸。
(3)鞘糸がポリエステルまたはポリアミドまたはポリプロピレンからなる仮ヨリ糸であることを特徴とする、前記(1)または(2)記載のサニタリー製品用エアー加工糸。
(4)前記(1)〜(3)のいずれか記載のサニタリー製品用エアー加工糸を備えていることを特徴とするサニタリー製品。
すなわち、芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸にポリエステルまたはポリアミドまたはポリプロピレンからなる仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有するサニタリー製品用エアー加工糸である。
【発明の効果】
【0009】
本発明によれば、ポリプロピレン基布との接着において良好な接着性が得られるサニタリー製品用エアー加工糸を得ることができる。そのため、かかるエアー加工糸は、紙おむつなどサニタリー製品のギャザー部の弾性糸として好適に用いることできる。
【図面の簡単な説明】
【0010】
【図1】本発明のエアー加工糸の一実施形態を示す模式図である。
【図2】本発明のエアー加工糸の製造工程の一例を示す概略模式図である。
【図3】サニタリー製品のギャザー部の製造工程の一例を示す概略模式図である。
【図4】比較例2のエアー加工糸の製造工程を示す概略模式図である。
【図5】ループ数を測定する工程を示す概略模式図である。
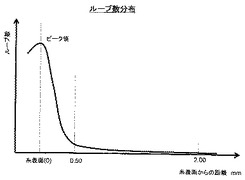
【図6】ループ数分布の一例を示す図である。
【発明を実施するための形態】
【0011】
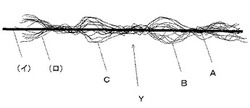
図1は、本発明のエアー加工糸の形態をモデル的に示したものである。本発明のエアー加工糸Yは、芯糸であるポリウレタン系弾性繊維(イ)の外周に鞘糸としての仮ヨリ糸(ロ)が引き揃えられ、もしくは被覆してなり、芯糸および鞘糸とが合糸された後にエアー加工されることで糸長手方向に交絡部Aと開繊部Bを交互に有している。
【0012】
芯糸であるポリウレタン系弾性繊維(イ)の繊度は300デシテックス以上1800デシテックス以下である。繊度が300デシテックス未満であるとギャザーの身体への密着性が緩くなり、排泄物の漏れを防ぐことが難しくなる。一方、1800デシテックスを超えるとギャザーの身体への締付け力が強すぎ、レッドマークと呼ばれる締め痕、うっ血の原因となる。一方、鞘糸である仮ヨリ糸(ロ)は、例えばポリエステル、ポリアミド、またはポリプロピレンからなる。
【0013】
本発明のサニタリー製品用エアー加工糸Yは、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有する。なお、2.00mm以上突出したループについては全く存在しなくてもよい。
【0014】
本発明においては、そもそも、エアー加工糸をなし、糸表面にループを形成することにより、ポリウレタン系弾性繊維(イ)をそのまま不織布に接着するよりも糸の表面積を大きくすることができ、すなわち糸と不織布間の接着面積を大きくすることができる。また、接着された状態で荷重が負荷された時にもエアー加工糸としての形態を保つことができ、結果的にエアー加工糸中の各繊維が分離してしまうことに起因する接着不良を防ぐことができる。これらのことにより、接着性を維持したままホットメルト接着剤の塗布量を削減でき、さらには、接着剤の乾燥速度を速めることが可能となるが、本発明においては糸表面から0.5mm以上突出したループを80個/m以上有することで、上記効果が顕著に表れる。一方、2mm以上突出したループが40個/mを越えて存在すると、サニタリー製品用エアー加工糸を糸パッケージから解除するときループが相互に絡み合い、異常張力で解除されたり、糸切れを発生する可能性がある(ファスナー現象)。
【0015】
以上のような構成の本発明のサニタリー製品用エアー加工糸によれば、該加工糸をポリプロピレン不織布に接着剤で貼り合わせて形成したギャザーにおいて接着面保持率を90%以上にすることも可能になる。ここで、接着面保持率とは、糸を不織布と接着して一定時間経過した後にその接着状態が保持される程度を示す指標であって、具体的には次のとおり求める。すなわち、まず、糸を2.5倍にストレッチした状態でポリプロピレン不織布にホットメルト接着剤(150℃で粘度が6500mPa)0.05g/m・本で貼り付けてギャザーを作製する。次に、そのギャザーを完全に伸長した状態でつかみ間隔30cmで把持し、その状態を保ったまま糸だけをカットし、温度40℃湿度80%の状態で2時間保管する。その後に、糸の長さ(L1[cm])を測定し、下記式から接着面保持率を算出する。
接着面保持率[%]=(30−L1)/30×100。
【0016】
したがって、接着面保持率が90%以上であるということは、加工糸方向の荷重に対し加工糸がほとんどスリップインしない状態を保つことができるということであり、接着性が良好であることを意味する。一方、接着面保持率が90%未満であると、例えば、オムツギャザー部に適用されば場合には着用者の排泄物の漏洩が懸念されたり、オムツウェスト部を想定するとウェストでのフィット感を維持できず、オムツのずり落ちが懸念される。
【0017】
以上のような構成の本発明において、芯糸に用いるポリウレタン系弾性繊維としては、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物とを反応させて得られるポリウレタン重合体を紡糸して得られたものが好ましい。
【0018】
本発明で用いるポリマージオールとしては、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも一種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも一種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールの一種または二種以上の混合物または共重合物が例示できる。
【0019】
また、本発明で用いる有機ジイソシアネートとしては、4,4´−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4´−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの一種または二種以上の混合物が例示できる。さらにトリイソシアネートを少量併用してもよい。
【0020】
本発明で用いる多官能活性水素化合物としては、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4´−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの一種またはこれらの二種以上の混合物が例示できる。
【0021】
所望により、これらの化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。また、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および酸化チタン、酸化亜鉛などの白色顔料を適宜使用してもよい。
【0022】
ポリウレタン系弾性繊維の断面形状は、円形であってもよく、扁平であってもよい。
【0023】
一方、本発明で用いる仮ヨリ糸としては、ポリエステル、ポリアミド、ポリプロピレンなど何れの長繊維であってもよい。例えば、ポリエステル系長繊維としては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸など何れの長繊維であってもよい。
【0024】
仮ヨリ糸のフィラメント数は、サニタリー製品用エアー加工糸の表面積を大きくすることに鑑み、72フィラメント以上であることが好ましい。
【0025】
仮ヨリの方法としては、ピン、フリクション、ベルトニップ何れのものでもよいが、捲縮の小さい2ヒーター仮ヨリ糸よりも、1ヒーター仮ヨリ糸の方が好ましい。
【0026】
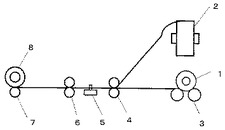
上記本発明のサニタリー製品用エアー加工糸は、例えば次のように製造することができる。すなわち、ポリウレタン系弾性繊維と仮ヨリ糸を図2に示す工程に通し、本発明のサニタリー製品用エアー加工糸を得る。
【0027】
図2に示す工程では、まず、ポリウレタン系弾性繊維1を駆動式の送り出しローラー3とフィードローラー4の間で解除しながらプレドラフト(伸長)する。フィードローラー4上で、ポリウレタン系弾性繊維1と仮ヨリ糸2を引き揃える。次いで、引き揃えられた糸条をフィードローラー4とデリベリーローラー6との間で弛緩しながら、該糸条にノズル5により交絡処理などのエアー加工を施す。ノズル5としては、通常の交絡ノズルでもタスランノズルでもよい。そして、交絡処理が施された糸をワインダー7によりパッケージ8として巻き取る。
【0028】
以上のような工程において、最終的に得られる加工糸が、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有するようのものにするためには、使用する交絡ノズルの種類にもよるが、交絡フィード(フィードローラー4とデリベリーローラー6との間の弛緩率)は+1.0%以上+7.0%以下が好ましく、ノズルでの交絡圧は0.1MPa以上0.4MPa以下であることが好ましい。
【実施例】
【0029】
以下、実施例により本発明をより具体的に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0030】
<ループ数>
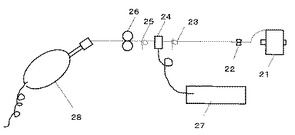
図5に示す工程で、エアー加工糸の糸表面から0.5mm以上および2mm以上突出したループの個数を光電型毛羽測定機(TORAYFRAY COUNTER)を用い、糸速度60m/分、走行糸張力0.0883cN/デシテックスの条件で測定した。
なお、ここで言う糸表面とは、上記工程にて、光電管センサーを0.01mmずつずらしながらループ数を測定し、図6に示すループ分布グラフを作成したとき、ループ数のピーク値であるところの光電管センサーの位置を糸表面と定義した。
【0031】
<伸長率>
自記記録装置付定速伸長型引張試験機を用い、エアー加工糸に1.8×10-3cN/dtexの初荷重をかけた状態で10cmのつかみの間隔に取付、引張速度を10cm/minとして、破断するまで引き伸ばし、破断したときの伸度を5回測定し、その平均値を伸長率とした。
【0032】
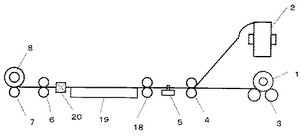
<接着面の保持率>
図3に示す工程で、エアー加工糸11を不織布ロール11、12から送り出される2枚のポリプロピレン不織布(目付17g/m2、幅190mm)の間に送り出すとともに、糊付け装置14により該エアー加工糸11にホットメルト接着剤(150℃の温度で粘度が6500mPa)を0.05g/m・本塗布し、エアー加工糸11を2.5倍にストレッチした状態で前記2枚の不織布で挟み込んでギャザーを作成した。
【0033】
続いて、得られたギャザーを完全に伸長した状態でつかみ間隔30cmで把持し、その状態を保ったままエアー加工糸だけを把持している部分でカットし、温度40℃湿度80%の状態で2時間保管する。その後、エアー加工糸の長さL1[cm]を測定した。
【0034】
この測定を5回繰り返し、その平均値を採用して、下記式より接着面保持率を算出した。
接着面保持率[%]=(30−L1)/30×100。
【0035】
[実施例1]
図2に示すエアー加工工程上で470デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸を用い、下記条件にてエアー加工を施し、エアー加工糸を得た。
【0036】
なお、駆動式の送り出しローラー3の表面速度に対するフィードローラー4の表面速度の比をポリウレタン弾性繊維のプレドラフト、フィードローラー4の表面速度に対するデリベリーローラー6の表面速度の比を交絡フィード率とした。
【0037】
[エアー加工条件]
加工速度(デリベリーローラー6の表面速度):200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.18MPa
得られたエアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0038】
[実施例2]
下記条件にてエアー加工を施した以外は実施例1と同様にした。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.12MPa
エアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0039】
[実施例3]
糸使いを1240デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸とする以外は、実施例1と同条件にてエアー加工を施し、エアー加工糸を得た。得られたエアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0040】
[比較例1]
実施例1で用いた470デシテックスのポリウレタン弾性繊維を、エアー加工を施さずそのまま図3のようにギャザー成形工程上でポリプロピレン不織布と接着させ、ギャザーを成形した。該ポリウレタン弾性繊維の伸長率、ギャザーにおける接着面保持率について表1に示す。
【0041】
[比較例2]
78デシテックスのポリウレタン弾性繊維と110デシテックス52フィラメントのポリエステル高配向未延伸糸を図4に示す仮ヨリ機上で下記条件にて引き揃え交絡した後、同時延伸仮ヨリを施し、エアー加工糸を得た。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:2.3
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.12MPa
仮ヨリ延伸倍率(フィードローラー18の表面速度に対するデリベリーローラー6の表面速度):1.4
D/Y比(フリクションディスクの表面速度に対するフィードローラー18の表面速度):1.6
仮ヨリ温度:160℃
得られたエアー加工糸は図3のギャザー成形工程上で2.5倍にストレッチされる際、破断してしまいギャザーを成形することはできなかった。
【0042】
得られたエアー加工糸のループ数、伸長率について表1に示す。
【0043】
[比較例3]
糸使いを1880デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸とする以外は、実施例1と同条件にてエアー加工を施し、エアー加工糸を得た。得られたエアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0044】
[比較例4]
糸使いを285デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸とする以外は、実施例1と同条件にてエアー加工を施し、エアー加工糸を得た。得られたエアー加工糸は図3のギャザー成形工程上で2.5倍にストレッチされる際、破断してしまいギャザーを成形することはできなかった。
【0045】
得られたエアー加工糸のループ数、伸長率について表1に示す。
【0046】
[比較例5]
下記条件にてエアー加工を施した以外は実施例1と同様にした。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.06MPa
エアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0047】
[比較例6]
下記条件にてエアー加工を施した以外は実施例1と同様にした。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+0%
交絡圧 :0.12MPa
エアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0048】
【表1】

【産業上の利用可能性】
【0049】
本発明のサニタリー製品用エアー加工糸は、紙おむつなどのギャザー部の弾性糸として用いる場合、ポリプロピレン基布との接着において良好な接着性が得ることができ、紙おむつ、生理ナプキン、サニタリーショーツなどその応用範囲はこれらに限られるものではない。
【符号の説明】
【0050】
Y 本発明の被覆弾性糸
A 交絡部
B 開繊部
C ループ
(イ)ポリウレタン系弾性繊維
(ロ)仮ヨリ糸
1 ポリウレタン系弾性繊維
2 ポリエステル系未延伸糸
3 積極送りだしローラー
4 フィードローラー
5 交絡ノズル
6 デリベリーローラー
7 ワインダー
8 パッケージ
9 不織布ロール
10 不織布ロール
11 エアー加工糸
12 積極送りだしローラー
13 フィードローラー
14 糊付け装置
15 圧延ローラー
16 ワインダー
17 ギャザーパッケージ
18 フィードローラー
19 熱板
20 ツイスター
21 エアー加工糸
22 ワッシャーテンサー
23 ガイド
24 光電管センサー
25 ガイド
26 フィードローラー
27 光電型毛羽測定機
28 サクションガン
【技術分野】
【0001】
本発明は、紙おむつなどのサニタリー製品のギャザー部などに好適に用いることができるエアー加工糸に関し、詳しくは、ポリプロピレン基布との接着において好適な接着性が得られるサニタリー製品用エアー加工糸に関する。
【背景技術】
【0002】
従来、紙おむつなどに代表されるサニタリー製品は、身体との密着性、また、排泄物などの漏れを防止する目的のためにポリウレタン弾性糸が挿入された不織布などを使用していた。かかる伸縮性を有する不織布は複数の弾性糸を所定のドラフトに伸長し、その状態を維持したまま複数枚の不織布シートによってラミネートせしめられることによって製造されていた。
【0003】
しかしながら、近年、紙おむつに求められる機能性や審美性はより高度なレベルになり、例えば、着用時のフィット性は女性の下着に匹敵するほどのレベルが要求され、より優れた伸長性、回復性を備えたものが求められている。そこで、伸縮性ポリウレタンフィルムを不織布基布に貼り合わせたり、不織布基布にポリウレタン弾性糸を供給し、貼り合わせる方法等の工夫が多々提案されてきた。(特許文献1、2参照)。これら発明によるとフィット性を改善することはできるが、一方で、ポリウレタン弾性糸と不織布との接着においてホットメルト接着剤を大量に使用せねばならず、接着剤の使用量削減が紙おむつメーカーの課題となっていた。
【0004】
ここで、接着剤の使用量削減を達成するための一つのアプローチとしては、ポリウレタン弾性糸の接着性を改善することが考えられる。そのため、紙おむつ用のポリウレタン弾性糸として、例えば、単糸繊度が3.4〜8.3デシテックスで、且つフィラメント数が58〜265マルチフィラメントから構成され、総繊度が200〜2200デシテックスであるポリウレタン弾性繊維が提案されている(特許文献3)。しかしながら、かかる文献に記載のポリウレタン弾性繊維は、適当繊度の単糸を適当本数合わせることで、マルチフィラメントにおける単糸の表面積を増加し接着性を良好にするものであり、ポリウレタン弾性繊維に対して交差する方向から負荷される荷重に対しては良好な接着性を保つことができるものの、ポリウレタン弾性繊維に対して平行な方向から負荷される荷重に対しては十分な接着性を保つことができない。すなわち、ポリプロピレン基布と接着した状態で伸縮させる荷重が作用した場合に、該荷重に充分には耐えることができずスリップインし易い。
【0005】
また、タイツやパンストなどのストレッチ編織物に用いるポリウレタン弾性糸に関してではあるが、ポリウレタン弾性糸とポリエチレンテレフタレート高配向未延伸糸を引き揃えて交絡した後、これに仮ヨリを施すことにより被覆弾性糸を得る方法が提案されている(特許文献4参照)。本提案によると、被覆性が高く捲縮に優れた被覆弾性糸を得ることが可能であり、オムツなどの衛生材料に適した素材をも提供できるということである。しかしながら、本提案によれば、ポリウレタン弾性糸も熱板上で仮ヨリによるヒートセットを受けるため、そのストレッチ性が大きく減じてしまい、サニタリー製品のギャザー部に用いるのに十分なストレッチ性を現実に得ることは難しい。もちろん、このような製造方法による被覆弾性糸においてより高いストレッチ性を発現させるために、例えば、紙オムツ用のポリウレタン弾性糸に関する特許文献3に記載されるような200デシテックス以上のポリウレタン弾性糸を使用することも考えられる。しかしながら、かかる方法において太繊度のポリウレタン弾性糸を使用すると、仮ヨリでのマイグレーションが阻害され、被覆弾性糸の毛羽や糸切れの原因となる。そのため、工業的に採用することはやはり難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平07−285187号公報
【特許文献2】特開2001−029386号公報
【特許文献3】特開2004−52127号公報
【特許文献4】特開2001−295148号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、ポリプロピレン基布との接着において良好な接着性が得られるサニタリー製品用エアー加工糸を提供することにある。
【課題を解決するための手段】
【0008】
本発明のサニタリー製品用エアー加工糸は、前記課題を解決するため、以下のいずれかの構成を有する。
(1)芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸に仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有することを特徴とするサニタリー製品用エアー加工糸。
(2)ポリプロピレン不織布にホットメルト接着剤で貼り合わせて形成したギャザーにおける接着面保持率が90%以上となることを特徴とする、前記(1)記載のサニタリー製品用エアー加工糸。
(3)鞘糸がポリエステルまたはポリアミドまたはポリプロピレンからなる仮ヨリ糸であることを特徴とする、前記(1)または(2)記載のサニタリー製品用エアー加工糸。
(4)前記(1)〜(3)のいずれか記載のサニタリー製品用エアー加工糸を備えていることを特徴とするサニタリー製品。
すなわち、芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸にポリエステルまたはポリアミドまたはポリプロピレンからなる仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有するサニタリー製品用エアー加工糸である。
【発明の効果】
【0009】
本発明によれば、ポリプロピレン基布との接着において良好な接着性が得られるサニタリー製品用エアー加工糸を得ることができる。そのため、かかるエアー加工糸は、紙おむつなどサニタリー製品のギャザー部の弾性糸として好適に用いることできる。
【図面の簡単な説明】
【0010】
【図1】本発明のエアー加工糸の一実施形態を示す模式図である。
【図2】本発明のエアー加工糸の製造工程の一例を示す概略模式図である。
【図3】サニタリー製品のギャザー部の製造工程の一例を示す概略模式図である。
【図4】比較例2のエアー加工糸の製造工程を示す概略模式図である。
【図5】ループ数を測定する工程を示す概略模式図である。
【図6】ループ数分布の一例を示す図である。
【発明を実施するための形態】
【0011】
図1は、本発明のエアー加工糸の形態をモデル的に示したものである。本発明のエアー加工糸Yは、芯糸であるポリウレタン系弾性繊維(イ)の外周に鞘糸としての仮ヨリ糸(ロ)が引き揃えられ、もしくは被覆してなり、芯糸および鞘糸とが合糸された後にエアー加工されることで糸長手方向に交絡部Aと開繊部Bを交互に有している。
【0012】
芯糸であるポリウレタン系弾性繊維(イ)の繊度は300デシテックス以上1800デシテックス以下である。繊度が300デシテックス未満であるとギャザーの身体への密着性が緩くなり、排泄物の漏れを防ぐことが難しくなる。一方、1800デシテックスを超えるとギャザーの身体への締付け力が強すぎ、レッドマークと呼ばれる締め痕、うっ血の原因となる。一方、鞘糸である仮ヨリ糸(ロ)は、例えばポリエステル、ポリアミド、またはポリプロピレンからなる。
【0013】
本発明のサニタリー製品用エアー加工糸Yは、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有する。なお、2.00mm以上突出したループについては全く存在しなくてもよい。
【0014】
本発明においては、そもそも、エアー加工糸をなし、糸表面にループを形成することにより、ポリウレタン系弾性繊維(イ)をそのまま不織布に接着するよりも糸の表面積を大きくすることができ、すなわち糸と不織布間の接着面積を大きくすることができる。また、接着された状態で荷重が負荷された時にもエアー加工糸としての形態を保つことができ、結果的にエアー加工糸中の各繊維が分離してしまうことに起因する接着不良を防ぐことができる。これらのことにより、接着性を維持したままホットメルト接着剤の塗布量を削減でき、さらには、接着剤の乾燥速度を速めることが可能となるが、本発明においては糸表面から0.5mm以上突出したループを80個/m以上有することで、上記効果が顕著に表れる。一方、2mm以上突出したループが40個/mを越えて存在すると、サニタリー製品用エアー加工糸を糸パッケージから解除するときループが相互に絡み合い、異常張力で解除されたり、糸切れを発生する可能性がある(ファスナー現象)。
【0015】
以上のような構成の本発明のサニタリー製品用エアー加工糸によれば、該加工糸をポリプロピレン不織布に接着剤で貼り合わせて形成したギャザーにおいて接着面保持率を90%以上にすることも可能になる。ここで、接着面保持率とは、糸を不織布と接着して一定時間経過した後にその接着状態が保持される程度を示す指標であって、具体的には次のとおり求める。すなわち、まず、糸を2.5倍にストレッチした状態でポリプロピレン不織布にホットメルト接着剤(150℃で粘度が6500mPa)0.05g/m・本で貼り付けてギャザーを作製する。次に、そのギャザーを完全に伸長した状態でつかみ間隔30cmで把持し、その状態を保ったまま糸だけをカットし、温度40℃湿度80%の状態で2時間保管する。その後に、糸の長さ(L1[cm])を測定し、下記式から接着面保持率を算出する。
接着面保持率[%]=(30−L1)/30×100。
【0016】
したがって、接着面保持率が90%以上であるということは、加工糸方向の荷重に対し加工糸がほとんどスリップインしない状態を保つことができるということであり、接着性が良好であることを意味する。一方、接着面保持率が90%未満であると、例えば、オムツギャザー部に適用されば場合には着用者の排泄物の漏洩が懸念されたり、オムツウェスト部を想定するとウェストでのフィット感を維持できず、オムツのずり落ちが懸念される。
【0017】
以上のような構成の本発明において、芯糸に用いるポリウレタン系弾性繊維としては、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物とを反応させて得られるポリウレタン重合体を紡糸して得られたものが好ましい。
【0018】
本発明で用いるポリマージオールとしては、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも一種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも一種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールの一種または二種以上の混合物または共重合物が例示できる。
【0019】
また、本発明で用いる有機ジイソシアネートとしては、4,4´−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4´−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの一種または二種以上の混合物が例示できる。さらにトリイソシアネートを少量併用してもよい。
【0020】
本発明で用いる多官能活性水素化合物としては、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4´−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの一種またはこれらの二種以上の混合物が例示できる。
【0021】
所望により、これらの化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。また、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および酸化チタン、酸化亜鉛などの白色顔料を適宜使用してもよい。
【0022】
ポリウレタン系弾性繊維の断面形状は、円形であってもよく、扁平であってもよい。
【0023】
一方、本発明で用いる仮ヨリ糸としては、ポリエステル、ポリアミド、ポリプロピレンなど何れの長繊維であってもよい。例えば、ポリエステル系長繊維としては、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリ乳酸など何れの長繊維であってもよい。
【0024】
仮ヨリ糸のフィラメント数は、サニタリー製品用エアー加工糸の表面積を大きくすることに鑑み、72フィラメント以上であることが好ましい。
【0025】
仮ヨリの方法としては、ピン、フリクション、ベルトニップ何れのものでもよいが、捲縮の小さい2ヒーター仮ヨリ糸よりも、1ヒーター仮ヨリ糸の方が好ましい。
【0026】
上記本発明のサニタリー製品用エアー加工糸は、例えば次のように製造することができる。すなわち、ポリウレタン系弾性繊維と仮ヨリ糸を図2に示す工程に通し、本発明のサニタリー製品用エアー加工糸を得る。
【0027】
図2に示す工程では、まず、ポリウレタン系弾性繊維1を駆動式の送り出しローラー3とフィードローラー4の間で解除しながらプレドラフト(伸長)する。フィードローラー4上で、ポリウレタン系弾性繊維1と仮ヨリ糸2を引き揃える。次いで、引き揃えられた糸条をフィードローラー4とデリベリーローラー6との間で弛緩しながら、該糸条にノズル5により交絡処理などのエアー加工を施す。ノズル5としては、通常の交絡ノズルでもタスランノズルでもよい。そして、交絡処理が施された糸をワインダー7によりパッケージ8として巻き取る。
【0028】
以上のような工程において、最終的に得られる加工糸が、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有するようのものにするためには、使用する交絡ノズルの種類にもよるが、交絡フィード(フィードローラー4とデリベリーローラー6との間の弛緩率)は+1.0%以上+7.0%以下が好ましく、ノズルでの交絡圧は0.1MPa以上0.4MPa以下であることが好ましい。
【実施例】
【0029】
以下、実施例により本発明をより具体的に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0030】
<ループ数>
図5に示す工程で、エアー加工糸の糸表面から0.5mm以上および2mm以上突出したループの個数を光電型毛羽測定機(TORAYFRAY COUNTER)を用い、糸速度60m/分、走行糸張力0.0883cN/デシテックスの条件で測定した。
なお、ここで言う糸表面とは、上記工程にて、光電管センサーを0.01mmずつずらしながらループ数を測定し、図6に示すループ分布グラフを作成したとき、ループ数のピーク値であるところの光電管センサーの位置を糸表面と定義した。
【0031】
<伸長率>
自記記録装置付定速伸長型引張試験機を用い、エアー加工糸に1.8×10-3cN/dtexの初荷重をかけた状態で10cmのつかみの間隔に取付、引張速度を10cm/minとして、破断するまで引き伸ばし、破断したときの伸度を5回測定し、その平均値を伸長率とした。
【0032】
<接着面の保持率>
図3に示す工程で、エアー加工糸11を不織布ロール11、12から送り出される2枚のポリプロピレン不織布(目付17g/m2、幅190mm)の間に送り出すとともに、糊付け装置14により該エアー加工糸11にホットメルト接着剤(150℃の温度で粘度が6500mPa)を0.05g/m・本塗布し、エアー加工糸11を2.5倍にストレッチした状態で前記2枚の不織布で挟み込んでギャザーを作成した。
【0033】
続いて、得られたギャザーを完全に伸長した状態でつかみ間隔30cmで把持し、その状態を保ったままエアー加工糸だけを把持している部分でカットし、温度40℃湿度80%の状態で2時間保管する。その後、エアー加工糸の長さL1[cm]を測定した。
【0034】
この測定を5回繰り返し、その平均値を採用して、下記式より接着面保持率を算出した。
接着面保持率[%]=(30−L1)/30×100。
【0035】
[実施例1]
図2に示すエアー加工工程上で470デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸を用い、下記条件にてエアー加工を施し、エアー加工糸を得た。
【0036】
なお、駆動式の送り出しローラー3の表面速度に対するフィードローラー4の表面速度の比をポリウレタン弾性繊維のプレドラフト、フィードローラー4の表面速度に対するデリベリーローラー6の表面速度の比を交絡フィード率とした。
【0037】
[エアー加工条件]
加工速度(デリベリーローラー6の表面速度):200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.18MPa
得られたエアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0038】
[実施例2]
下記条件にてエアー加工を施した以外は実施例1と同様にした。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.12MPa
エアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0039】
[実施例3]
糸使いを1240デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸とする以外は、実施例1と同条件にてエアー加工を施し、エアー加工糸を得た。得られたエアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0040】
[比較例1]
実施例1で用いた470デシテックスのポリウレタン弾性繊維を、エアー加工を施さずそのまま図3のようにギャザー成形工程上でポリプロピレン不織布と接着させ、ギャザーを成形した。該ポリウレタン弾性繊維の伸長率、ギャザーにおける接着面保持率について表1に示す。
【0041】
[比較例2]
78デシテックスのポリウレタン弾性繊維と110デシテックス52フィラメントのポリエステル高配向未延伸糸を図4に示す仮ヨリ機上で下記条件にて引き揃え交絡した後、同時延伸仮ヨリを施し、エアー加工糸を得た。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:2.3
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.12MPa
仮ヨリ延伸倍率(フィードローラー18の表面速度に対するデリベリーローラー6の表面速度):1.4
D/Y比(フリクションディスクの表面速度に対するフィードローラー18の表面速度):1.6
仮ヨリ温度:160℃
得られたエアー加工糸は図3のギャザー成形工程上で2.5倍にストレッチされる際、破断してしまいギャザーを成形することはできなかった。
【0042】
得られたエアー加工糸のループ数、伸長率について表1に示す。
【0043】
[比較例3]
糸使いを1880デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸とする以外は、実施例1と同条件にてエアー加工を施し、エアー加工糸を得た。得られたエアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0044】
[比較例4]
糸使いを285デシテックスのポリウレタン弾性繊維と78デシテックス52フィラメントのポリエステル仮ヨリ糸とする以外は、実施例1と同条件にてエアー加工を施し、エアー加工糸を得た。得られたエアー加工糸は図3のギャザー成形工程上で2.5倍にストレッチされる際、破断してしまいギャザーを成形することはできなかった。
【0045】
得られたエアー加工糸のループ数、伸長率について表1に示す。
【0046】
[比較例5]
下記条件にてエアー加工を施した以外は実施例1と同様にした。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+2%
交絡圧 :0.06MPa
エアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0047】
[比較例6]
下記条件にてエアー加工を施した以外は実施例1と同様にした。
[エアー加工条件]
加工速度:200m/min
ポリウレタン系弾性繊維のプレドラフト:3.2
ノズル:ヘバライン社製交絡ノズル Hema-Jet P-312
交絡フィード:+0%
交絡圧 :0.12MPa
エアー加工糸のループ数および伸長率、ギャザーにおける接着面保持率について表1に示す。
【0048】
【表1】
【産業上の利用可能性】
【0049】
本発明のサニタリー製品用エアー加工糸は、紙おむつなどのギャザー部の弾性糸として用いる場合、ポリプロピレン基布との接着において良好な接着性が得ることができ、紙おむつ、生理ナプキン、サニタリーショーツなどその応用範囲はこれらに限られるものではない。
【符号の説明】
【0050】
Y 本発明の被覆弾性糸
A 交絡部
B 開繊部
C ループ
(イ)ポリウレタン系弾性繊維
(ロ)仮ヨリ糸
1 ポリウレタン系弾性繊維
2 ポリエステル系未延伸糸
3 積極送りだしローラー
4 フィードローラー
5 交絡ノズル
6 デリベリーローラー
7 ワインダー
8 パッケージ
9 不織布ロール
10 不織布ロール
11 エアー加工糸
12 積極送りだしローラー
13 フィードローラー
14 糊付け装置
15 圧延ローラー
16 ワインダー
17 ギャザーパッケージ
18 フィードローラー
19 熱板
20 ツイスター
21 エアー加工糸
22 ワッシャーテンサー
23 ガイド
24 光電管センサー
25 ガイド
26 フィードローラー
27 光電型毛羽測定機
28 サクションガン
【特許請求の範囲】
【請求項1】
芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸に仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有することを特徴とするサニタリー製品用エアー加工糸。
【請求項2】
ポリプロピレン不織布にホットメルト接着剤で貼り合わせて形成したギャザーにおける接着面保持率が90%以上となることを特徴とする請求項1記載のサニタリー製品用エアー加工糸。
【請求項3】
鞘糸がポリエステルまたはポリアミドまたはポリプロピレンからなる仮ヨリ糸であることを特徴とする請求項1または2記載のサニタリー製品用エアー加工糸。
【請求項4】
請求項1〜3のいずれか記載のサニタリー製品用エアー加工糸を備えていることを特徴とするサニタリー製品。
【請求項1】
芯糸に300デシテックス以上1800デシテックス以下のポリウレタン弾性繊維を配し、鞘糸に仮ヨリ糸を配したサニタリー製品用エアー加工糸であって、糸表面から0.5mm以上突出したループを80個/m以上、2mm以上突出したループを40個/m以下の範囲で有することを特徴とするサニタリー製品用エアー加工糸。
【請求項2】
ポリプロピレン不織布にホットメルト接着剤で貼り合わせて形成したギャザーにおける接着面保持率が90%以上となることを特徴とする請求項1記載のサニタリー製品用エアー加工糸。
【請求項3】
鞘糸がポリエステルまたはポリアミドまたはポリプロピレンからなる仮ヨリ糸であることを特徴とする請求項1または2記載のサニタリー製品用エアー加工糸。
【請求項4】
請求項1〜3のいずれか記載のサニタリー製品用エアー加工糸を備えていることを特徴とするサニタリー製品。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−26044(P2012−26044A)
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願番号】特願2010−162628(P2010−162628)
【出願日】平成22年7月20日(2010.7.20)
【出願人】(502179282)東レ・オペロンテックス株式会社 (100)
【Fターム(参考)】
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願日】平成22年7月20日(2010.7.20)
【出願人】(502179282)東レ・オペロンテックス株式会社 (100)
【Fターム(参考)】
[ Back to top ]