
物品移送装置
【課題】包材内に収容される物品が割れるのを抑制しつつ、シュート内に物品が詰まるのを防止する。
【解決手段】物品移送装置100は、上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置である。そして、物品移送装置100は、下方向に延在する筒状のシュート400と、集合シュート400の上部内壁面に斜め下方向に向かって設けられる螺旋ガイド部材413と、集合シュート400の下部内壁面から斜め下方向に向かって気体を吹き出す気体吹出装置500と、を備える。
【解決手段】物品移送装置100は、上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置である。そして、物品移送装置100は、下方向に延在する筒状のシュート400と、集合シュート400の上部内壁面に斜め下方向に向かって設けられる螺旋ガイド部材413と、集合シュート400の下部内壁面から斜め下方向に向かって気体を吹き出す気体吹出装置500と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置に関する。
【背景技術】
【0002】
従来、帯状のフィルムを下方に移送しながら筒状に形成すると共に、その筒状のフィルムの下端部をシールした後、当該筒状のフィルム内に物品を投入し、その後、筒状のフィルムの上端部をシールすることにより、包装袋を形成する包装装置が知られている。
【0003】
このような包装装置において、下端部がシールされた筒状のフィルム内にシュートを介して物品を投入する際、その物品の大きさや形状によって当該物品がシュート内で詰まってしまう場合がある。そこで、シュート内に詰まった物品を強制的に袋内に落下させる押し込み部材を備えた包装装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−49104号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1では、シュート内に詰まった物品を押し込み部材により強制的に押し込んでいるので、物品が割れてしまい、その割れた物品がフィルム内に収容されていた。
【0006】
そこで、本発明の目的は、フィルム内に収容される物品が割れるのを抑制しつつ、シュート内に物品が詰まるのを防止することが可能な物品移送装置を提供することである。
【課題を解決するための手段】
【0007】
(1)
本発明に係る物品移送装置は、上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置であって、下方向に延在する筒状のシュートと、シュートの上部内壁面に斜め下方向に向かって設けられる螺旋ガイド部材と、シュートの下部内壁面から斜め下方向に向かって気体を吹き出す気体吹出部と、を備える。
【0008】
上記構成によれば、螺旋ガイド部材が上部内壁面に斜め下方向に向かって設けられているので、物品は、螺旋ガイド部材に沿ってシュートの内壁面に沿って螺旋状に旋回して、下方に移送される。また、気体吹出部により斜め下方向に向かって気体が吹き出されるので、物品は、当該気体によりシュートの内壁面に沿って螺旋状に旋回して、下方に移送される。したがって、シュートの上部から下部に至る範囲において、物品が螺旋状に移送されるので、物品の落下姿勢を一律に整列させることができる。これにより、シュートの狭径部分において、物品が詰まるのを防止することができる。具体的には、縦横長さが異なる物品(例えば、ポテトチップス等の菓子)の場合、長さの大きな軸を鉛直下方向に向けて一律に物品の姿勢を整列させることができるので、当該物品がシュート内で詰まるのを防止することができる。
また、物品が螺旋状に移送されることによって、物品相互の衝突を抑制し、物品が割れるのを抑制することができる。すなわち、シュート内で発生する物品の詰まりを押し込み部材により強制的に押し込む場合と比べて、物品が割れるのを抑制することができる。
【0009】
(2)
上記した物品移送装置において、シュートは、内壁面の傾斜角が異なる複数の筒部材を連接して形成される。
【0010】
上記構成によれば、内壁面の傾斜角が異なる複数の筒部材を連接して形成することにより、筒部材の連接部分において、シュートの内壁面の傾斜角を変化させることができる。その結果、内壁面の傾斜角が変化する部分において、物品に外力が加わり、物品の落下姿勢が整列する。
【0011】
(3)
上記した物品移送装置において、シュートは、切頭逆円錐状の筒部材からなる。
【0012】
上記構成によれば、シュートは、切頭逆円錐状の筒部材からなるので、シュート内を移動する物品の角速度を高めることができる。これにより、縦横長さが異なる物品の場合、長さの大きな軸を鉛直下方向に向けて一律に物品の姿勢を整理することができるので、当該物品がシュート内で詰まるのを確実に防止することができる。
【0013】
(4)
上記した物品移送装置において、螺旋ガイド部材は、直線板部材からなる。
【0014】
上記構成によれば、螺旋ガイド部材は、直線板部材からなるので、物品の速度を維持しつつ、物品を円滑に旋回させることができる。
【0015】
(5)
上記した物品移送装置において、螺旋ガイド部材は、湾曲板部材からなる。
【0016】
上記構成によれば、螺旋ガイド部材は、湾曲板部材からなるので、物品の旋回させる方向を確実に安定させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る物品移送装置を備えるシステムの全体構成を示した斜視図である。
【図2】図1に示した物品移送装置および包装装置の斜視図である。
【図3】図1に示した物品移送装置の集合シュートの平面図である。
【図4】図1に示した物品移送装置の集合シュートの第1円筒部の平面図である。
【図5】図1に示した物品移送装置の側面模式図、並びに、集合シュートの各高さ位置における物品の状態およびフィルム内における物品の状態を示した模式図である。
【図6】本発明の第1変形例に係る第1円筒部の平面図である。
【図7】本発明の第2変形例に係る第1円筒部の平面図である。
【図8】本発明の第3変形例に係る第1円筒部の平面図である。
【図9】本発明の第4変形例に係る第1円筒部の平面図である。
【発明を実施するための形態】
【0018】
(第1実施形態)
<物品移送装置の全体構成>
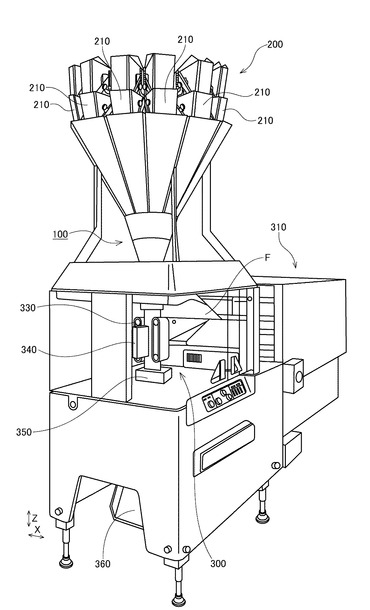
本実施形態に係る物品移送装置100は、図1に示すように、当該物品移送装置100の上方に配置される組合せ計量装置200により所定重量(例えば、55g)に計量された物品B(例えば、ポテトチップス等の菓子)を、下方に移送させ、当該物品移送装置100の下方に配置される包装装置300に、当該包装装置300により形成される筒状フィルムFmc内に充填させる装置である。すなわち、組合せ計量装置200の複数のホッパ210から投下された物品Bは、物品移送装置100により下方に移送されて、包装装置300により形成される筒状フィルムFmc(図2参照)内に充填される。上記した組合せ計量装置200、物品移送装置100及び包装装置300により構成されるシステムにおいては、1分あたり100個以上の製品C(図2参照)が製造される。なお、本実施形態において包装される物品Bは、長軸が約55mm且つ短軸が約40mmの略矩形状であって厚みが約1mmのチップスである。このシステムでは、約55gの物品Bが筒状フィルムFmcに収容される。
【0019】
<組合せ計量装置>
本実施形態の物品移送装置100の上流側に配置される組合せ計量装置200は、図1に示すように、複数(例えば、14個)のホッパ210において所定重量ずつ物品Bを計量した後、これらの計量値が所定の合計重量になるように組み合わせて順次排出する装置である。合計重量となった物品Bは、物品移送装置100の集合シュート400(図2参照)に投下される。
【0020】
<包装装置>
本実施形態の物品移送装置100の下流側に配置される包装装置300は、図1および図2に示すように、帯状のフィルムFを袋状に成形する過程で筒状フィルムFmc内に物品Bを充填して密閉することによって製品Cを連続して作成する装置である。筒状フィルムFmc内には、腐食や酸化を防止するために、窒素ガスおよびアルゴンガス等の不活性ガスが封入される。包装装置300は、主として、帯状のフィルムFを供給するフィルム供給部310と、帯状で送られてくるフィルムFを筒状に成形するフォーマ320と、筒状となったフィルムFmcを下方に搬送するプルダウンベルト機構330と、筒状フィルムFmcの重ね合わせ部分を縦にシールする縦シール機構340と、筒状フィルムFmcを横にシールする横シール機構350と、製品Cを排出するための排出シュート360と、を備えている。
【0021】
<物品移送装置>
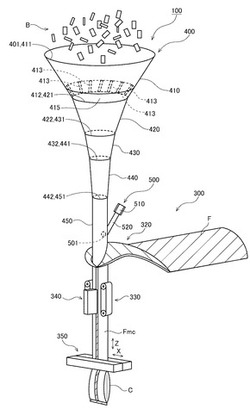
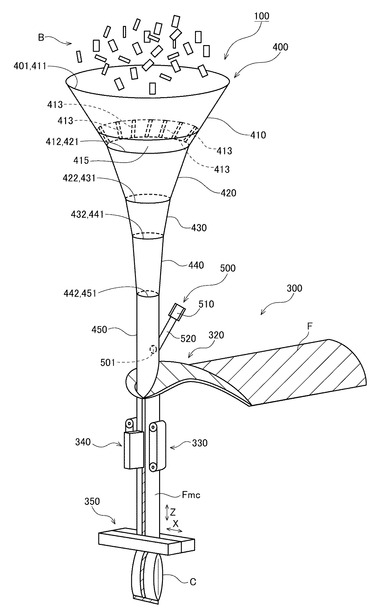
本実施形態の物品移送装置100は、物品移送装置100の上流側に配置される組合せ計量装置200から投下される物品Bを下方に移送させ、当該物品Bを物品移送装置100の下流側に配置された包装装置300に充填させる装置である。この物品移送装置100は、組合せ計量装置200から投下される物品Bを集合させる集合シュート400と、集合シュート400の下部から下方に向けて気体を吹き出す気体吹出装置500と、を備えている。
【0022】
<集合シュート>
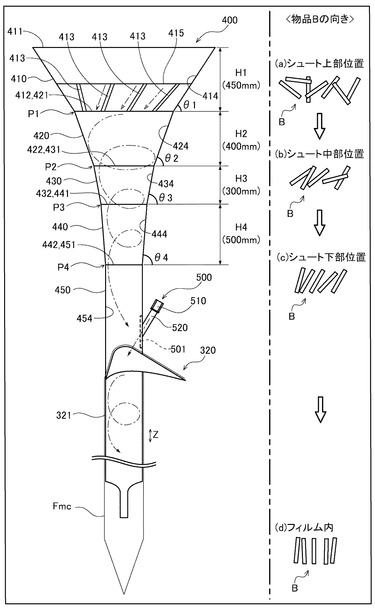
集合シュート400は、上方から下方に向かって縮径する切頭逆円錐状の筒状部材であって、組合せ計量装置200の複数のホッパ210から投下された物品Bは、集合シュート400の内壁面を滑り落ちる。図2および図3に示すように、集合シュート400は、第1円筒部410、第2円筒部420、第3円筒部430、第4円筒部440、および、ストレート管450を有している。そして、集合シュート400は、それらの複数の第1円筒部410〜第4円筒部440およびストレート管450が連接することにより構成されている。第1円筒部410〜第4円筒部440の各々は、上方から下方に向かって縮径する切頭逆円錐状の筒状部材であって、内壁面414,424,434,444(図5参照)の傾斜角は、各々異なっている。すなわち、第1円筒部410〜第4円筒部440およびストレート管450の継ぎ目である連接部分P1〜P4(図5参照)において、傾斜角が変化している。また、集合シュート400の上端には、ホッパ210から投下された物品Bを受け入れる投入口401が形成されると共に、集合シュート400の下端には、当該集合シュート400の内壁面を滑り落ちた物品Bを排出する排出口(図示せず)が形成されている。
【0023】
第1円筒部410は、組合せ計量装置200の直下に配置される部材である。図2に示すように、第1円筒部410の上端部には、上側開口部411(投入口401)が形成されると共に、下端部には、下側開口部412が形成される。組合せ計量装置200の複数のホッパ210から投下される物品Bは、図4および図5に示すように、上側開口部411(投入口401)を通過して、第1円筒部410の内壁面414を螺旋状に滑り落ち、下側開口部412を通過して、第1円筒部410の下方に配置される第2円筒部420に移送される。図3に示すように、第1円筒部410の上側開口部411(投入口401)の直径R1は、1200mmであり、且つ、下側開口部412の直径R2は、400mmである。そして、図5に示すように、第1円筒部410の上下方向(矢印Z方向)の長さH1は、450mmである。また、第1円筒部410の内壁面414の傾斜角θ1は、約48°である。
【0024】
ここで、本実施形態では、図3および図4に示すように、第1円筒部410の内壁面414には、斜め下方に向かって複数の螺旋ガイド413が設けられている。これらの螺旋ガイド413は、それぞれ直線板部材であって、第1円筒部410の内壁面414に対して立設している。複数(例えば、14個)の螺旋ガイド413は、上記した組合せ計量装置200の複数(例えば、14個)のホッパ210に対応して設けられている。すなわち、1つのホッパ210に対して、1つの螺旋ガイド413が設けられている。これにより、ホッパ210から投下された物品Bは、螺旋ガイド413に沿って落下することによって、集合シュート400内において螺旋状に下方に落下する。第1円筒部410は、上下に分割されている部材であって、第1円筒部410の下側部材415のみに当該螺旋ガイド413が設けられている。
【0025】
第2円筒部420は、図2に示すように、第1円筒部410の下方に配置される部材であって、その上端部は、第1円筒部410の下端部に接合されている。第2円筒部420の上端部には、上側開口部421が形成されると共に、下端部には、下側開口部422が形成される。第1円筒部410から投下される物品Bは、図5に示すように、上側開口部421を通過して、第2円筒部420の内壁面424を螺旋状に滑り落ち、下側開口部422を通過して、第2円筒部420の下方に配置される第3円筒部430に移送される。図3に示すように、第2円筒部420の上側開口部421の直径R2は、上記した第1円筒部410の下側開口部412と同寸法の400mmであり、且つ、下側開口部422の直径R3は、170mmである。そして、図5に示すように、第2円筒部420の上下方向(矢印Z方向)の長さH2は、400mmである。また、第2円筒部420の内壁面424の傾斜角θ2は、約74°である。
【0026】
第3円筒部430は、図2に示すように、第2円筒部420の下方に配置される部材であって、その上端部は、第2円筒部420の下端部に接合されている。第3円筒部430の上端部には、上側開口部431が形成されると共に、下端部には、下側開口部432が形成される。第2円筒部420から投下される物品Bは、図5に示すように、上側開口部431を通過して、第3円筒部430の内壁面434を螺旋状に滑り落ち、下側開口部432を通過して、第3円筒部430の下方に配置される第4円筒部440に移送される。図3に示すように、第3円筒部430の上側開口部431の直径R3は、上記した第2円筒部420の下側開口部422と同寸法の170mmであり、且つ、下側開口部432の直径R4は、145mmである。そして、図5に示すように、第3円筒部430の上下方向(矢印Z方向)の長さH3は、300mmである。また、第3円筒部430の内壁面434の傾斜角θ3は、約88°である。
【0027】
第4円筒部440は、第3円筒部430の下方に配置される部材であって、その上端部は、第3円筒部430の下端部に接合されている。図2に示すように、第4円筒部440の上端部には、上側開口部441が形成されると共に、下端部には、下側開口部442が形成される。第3円筒部430から投下される物品Bは、図5に示すように、上側開口部441を通過して、第4円筒部440の内壁面444を螺旋状に滑り落ち、下側開口部442を通過して、第4円筒部440の下方に配置されるストレート管450に移送される。図3に示すように、第4円筒部440の上側開口部441の直径R4は、上記した第3円筒部430の下側開口部432と同寸法の145mmであり、且つ、下側開口部442の直径R5は、80mmである。そして、図5に示すように、第4円筒部440の上下方向(矢印Z方向)の長さH4は、500mmである。また、第4円筒部440の内壁面444の傾斜角θ4は、約86°である。
【0028】
ストレート管450は、径が同一(直径R5:80mm)の円筒管であって、その直径R5は、第4円筒部440の下側開口部442の直径R5と同寸法の80mmである。このストレート管450は、包装装置300のフォーマ320により筒状に成形されたフィルムFmcを垂直下方に搬送する役目を担うチューブ321(図5参照)に連設される。なお、チューブ321の下端には、排出口(図示せず)が設けられており、集合シュート400により集合された物品Bは、チューブ321を通過して、当該排出口から筒状フィルムFmc内に充填される。
【0029】
ストレート管450は、図5に示すように、第4円筒部440の下方に配置される部材であって、その上端部は、第4円筒部440の下端部に接合されると共に、下端部は、チューブ321の上端部に接合されている。図2に示すように、ストレート管450の上端部には、上側開口部451が形成されると共に、下端部には、下側開口部(図示せず)が形成される。第4円筒部440から投下される物品Bは、図5に示すように、上側開口部451を通過して、ストレート管450の内壁面454を螺旋状に滑り落ち、下側開口部(図示せず)を通過して、ストレート管450の下方に配置される包装装置300に移送される。
【0030】
そして、本実施形態では、図2および図5に示すように、ストレート管450に気体吹出装置500が接続されている。気体吹出装置500から吹き出される気体の吹出口501は、ストレート管450に開口している。
【0031】
<気体吹出装置>
気体吹出装置500は、集合シュート400の下部において斜め下方に向かって気体を吹き出すために設けられている。この気体吹出装置500は、螺旋状に旋回して落下する物品Bがチューブ321内においても螺旋状に旋回して落下するように、斜め下方に気体を吹き出す。気体吹出装置500は、図5に示すように、送風機510と、送風機510から送り出される気体をストレート管450に導く気体導入管520と、を備えている。気体導入管520は、ストレート管450に対して斜め方向に接続されており、ストレート管450の端部に形成される吹出口501は、ストレート管450に開口している。これにより、送風機510から吹き出された気体は、ストレート管450の内壁面454から斜め下方向に向かって吹き出されて、ストレート管450において螺旋状に下降する。その結果、集合シュート400内を螺旋状に下降する物品Bを、集合シュート400の下流側に設けられる包装装置300のチューブ321内においても、螺旋状に下降させることができる。
【0032】
本実施形態では、気体導入管520は、フィルムFの上方に位置するストレート管450に接続されている。上記したチューブ321の外周面には、フィルムFmcが巻き付けられているので、チューブ321には、気体導入管520を接続することができない。そこで、本実施形態では、チューブ321の直上であるストレート管450に気体導入管520を接続している。
【0033】
<物品移送装置により移送される物品について>
組合せ計量装置200から投下された物品Bは、図5(a)に示すように、集合シュート400の上部位置において、物品Bの長軸が様々な方向に向いている。そして、螺旋ガイド413に沿って落下した物品Bは、図5(b)に示すように、集合シュート400の中部位置において、物品Bの長軸が斜め下方に向くように整列される。そして、物品Bが集合シュート400の内壁面に沿って螺旋状に旋回して落下する過程で、図5(c)に示すように、物品Bは、集合シュート400の下部位置において、物品Bの長軸が鉛直方向に対して僅かに傾くように物品Bが整列される。そして、鉛直方向(矢印Z方向)に延在するストレート管450内およびチューブ321内を落下する過程で、図5(d)に示すように、物品Bは、筒状フィルムFmc内において、物品Bの長軸が略鉛直方向に向くように整列される。
【0034】
<本実施形態における効果>
上記実施形態では、螺旋ガイド413が集合シュート400の上部にある第1円筒部410の内壁面414に斜め下方向に向かって設けられているので、物品Bは、螺旋ガイド413に沿って集合シュート400(特に、第1円筒部410、第2円筒部420、第3円筒部430、第4円筒部440)の内壁面414,424,434,444に沿って螺旋状に旋回して、下方に移送される。また、ストレート管450に接続される気体吹出装置500により斜め下方向に向かって気体が吹き出されるので、物品Bは、当該気体により集合シュート400(特に、ストレート管450)の内壁面454に沿って螺旋状に旋回して、筒状フィルムFmc内に充填される。したがって、集合シュート400において、物品Bが螺旋状に移送されるので、物品Bの落下姿勢を一律に整列させることができる。これにより、集合シュート400の狭径部分(主として、ストレート管450)において、物品Bが詰まるのを防止することができる。例えば、縦横長さが異なる物品Bの場合、長さの大きな軸を鉛直下方向に向けて一律に物品Bの姿勢を整列させることができるので、当該物品Bが集合シュート400内で詰まるのを防止することができる。
【0035】
また、本実施形態では、気体吹出装置500により斜め下方向に向かって気体が吹き出されるので、集合シュート400だけでなく、集合シュート400の下方に配置されるチューブ321においても物品Bが螺旋状に旋回して移送される。これにより、姿勢が整列された物品Bが筒状フィルムFmcに収容される。その結果、姿勢にばらつきがある物品Bが筒状フィルムFmcに収容される場合に比べて、物品Bが嵩高になるのを防止することができる。
また、物品Bが嵩高になるのを防止することによって、フィルムFmcのシール時に物品Bを噛み込むのを防止することができる。
さらに、物品Bが嵩高になるのを防止することによって、容量が小さい筒状フィルムFmcに規定量の物品Bが収容可能となる。すなわち、規定量の物品Bを収容するのに必要となるフィルムの使用量を削減することができる。
【0036】
また、本実施形態では、物品Bが螺旋状に移送されることによって、物品B相互の衝突を抑制し、物品Bが割れるのを抑制することができる。すなわち、集合シュート400の狭径部分で発生する物品Bの詰まりを押し込み部材により強制的に押し込む従来技術(特許文献1:特開平11−49104号公報)と異なり、物品Bが割れるのを抑制することができる。
【0037】
また、本実施形態では、内壁面414,424,434,444,454の傾斜角が異なる複数の第1円筒部410〜第4円筒部440およびストレート管450を連接して形成することにより、各部材の連接部分P1〜P4において、集合シュート400の内壁面の傾斜を変化させることができる。その結果、内壁面の傾斜変化部P1〜P4(図5参照)において、物品Bに外力が加わり、物品Bの落下姿勢が整列する。
【0038】
また、本実施形態では、集合シュート400は、切頭逆円錐状の筒部材からなるので、集合シュート400内を移動する物品Bの角速度を高めることができる。これにより、縦横長さが異なる物品Bの場合、長さの大きな軸を鉛直下方向に向けて一律に物品Bの姿勢を整理することができるので、当該物品Bが集合シュート400内で詰まるのを確実に防止することができる。
【0039】
また、本実施形態では、螺旋ガイド413は、直線板部材からなるので、物品Bの速度を維持しつつ、物品Bを円滑に旋回させることができる。
【0040】
<請求項の各構成要素と上記実施形態の各部との対応関係>
上記実施形態においては、物品移送装置100が「物品移送装置」に相当し、集合シュート400が「シュート」に相当し、螺旋ガイド413が「螺旋ガイド部材」に相当し、気体吹出装置500が「気体吹出部」に相当し、第1円筒部410,第2円筒部420,第3円筒部430,第4円筒部440およびストレート管450の各々が「円筒部」に相当する。
【0041】
以上、本発明の実施形態について図面に基づいて説明したが、具体的な構成は、これらの実施形態に限定されるものでないと考えられるべきである。本発明の範囲は、上記した実施形態の説明だけではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれる。
【0042】
例えば、上記実施形態では、直線板部材からなる螺旋ガイドを設ける例について説明したが、本発明はこれに限らず、図6の第1変形例および図7の第2変形例に示すように、湾曲板部材からなる螺旋ガイド413A,413Bを設けても良い。
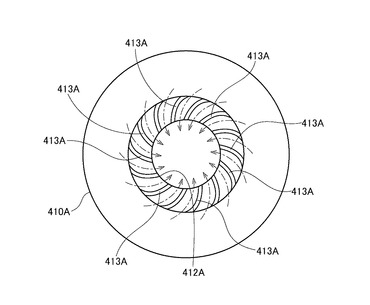
図6に示した第1変形例に係る第1円筒部410Aは、集合シュート400の上部内壁面において、斜め下方に沿って設けられる複数の螺旋ガイド413Aを有している。そして、螺旋ガイド413Aは、その接線方向が下側開口部412Aに向かうにつれて当該下側開口部412Aの径方向に近づくように、湾曲している。
図7に示した第2変形例に係る第1円筒部410Bは、斜め下方に沿って設けられる複数の螺旋ガイド413Bを有している。そして、螺旋ガイド413Bは、その接線方向が下側開口部412Bに向かうにつれて当該下側開口部412Bの周方向に近づくように、湾曲している。
【0043】
上記構成によれば、螺旋ガイド413A,413Bが湾曲板部材からなるので、物品Bの旋回させる方向を確実に安定させることができる。
【0044】
また、上記実施形態では、第1円筒部410の下側開口部412付近のみに螺旋ガイド413を設ける例について説明したが、本発明はこれに限らず、図8の第3変形例の第1円筒部410Cに示すように、第1円筒部410Cの上端部から下端部にわたる螺旋ガイド413Cを設けても良い。
【0045】
また、上記実施形態では、1つのホッパ210に対して1つの螺旋ガイド413を設ける例について説明したが、本発明はこれに限らず、図9の第4変形例に係る第1円筒部410Dに示すように、複数の(例えば、2つの)ホッパに対して1つの螺旋ガイド413Dを設けても良いし、1つのホッパに対して複数の(例えば、2つの)螺旋ガイドを設けても良い。
【0046】
また、上記実施形態では、1つの気体吹出装置500を設ける例について説明したが、本発明はこれに限らず、2つ以上の気体吹出装置500を設けて良いし、1つの送風機から複数のダクトを設けて、当該複数のダクトから集合シュートの下部から気体を下方に吹き出しても良い。この際、複数の気体吹出し装置500は、集合シュート内又はチューブ内において気体が螺旋状に吹き出されるように配置される。また、同様に、複数のダクトは、集合シュート内又はチューブ内において気体が螺旋状に吹き出されるように配置される。
【符号の説明】
【0047】
100 物品移送措置
200 組合せ計量装置
300 包装装置
400 集合シュート
410,410A,410B,410C,410D 第1円筒部
413,413A,413B,413C,413D 螺旋ガイド
420 第2円筒部
430 第3円筒部
440 第4円筒部
450 ストレート管
500 気体吹出装置
【技術分野】
【0001】
本発明は、上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置に関する。
【背景技術】
【0002】
従来、帯状のフィルムを下方に移送しながら筒状に形成すると共に、その筒状のフィルムの下端部をシールした後、当該筒状のフィルム内に物品を投入し、その後、筒状のフィルムの上端部をシールすることにより、包装袋を形成する包装装置が知られている。
【0003】
このような包装装置において、下端部がシールされた筒状のフィルム内にシュートを介して物品を投入する際、その物品の大きさや形状によって当該物品がシュート内で詰まってしまう場合がある。そこで、シュート内に詰まった物品を強制的に袋内に落下させる押し込み部材を備えた包装装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−49104号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1では、シュート内に詰まった物品を押し込み部材により強制的に押し込んでいるので、物品が割れてしまい、その割れた物品がフィルム内に収容されていた。
【0006】
そこで、本発明の目的は、フィルム内に収容される物品が割れるのを抑制しつつ、シュート内に物品が詰まるのを防止することが可能な物品移送装置を提供することである。
【課題を解決するための手段】
【0007】
(1)
本発明に係る物品移送装置は、上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置であって、下方向に延在する筒状のシュートと、シュートの上部内壁面に斜め下方向に向かって設けられる螺旋ガイド部材と、シュートの下部内壁面から斜め下方向に向かって気体を吹き出す気体吹出部と、を備える。
【0008】
上記構成によれば、螺旋ガイド部材が上部内壁面に斜め下方向に向かって設けられているので、物品は、螺旋ガイド部材に沿ってシュートの内壁面に沿って螺旋状に旋回して、下方に移送される。また、気体吹出部により斜め下方向に向かって気体が吹き出されるので、物品は、当該気体によりシュートの内壁面に沿って螺旋状に旋回して、下方に移送される。したがって、シュートの上部から下部に至る範囲において、物品が螺旋状に移送されるので、物品の落下姿勢を一律に整列させることができる。これにより、シュートの狭径部分において、物品が詰まるのを防止することができる。具体的には、縦横長さが異なる物品(例えば、ポテトチップス等の菓子)の場合、長さの大きな軸を鉛直下方向に向けて一律に物品の姿勢を整列させることができるので、当該物品がシュート内で詰まるのを防止することができる。
また、物品が螺旋状に移送されることによって、物品相互の衝突を抑制し、物品が割れるのを抑制することができる。すなわち、シュート内で発生する物品の詰まりを押し込み部材により強制的に押し込む場合と比べて、物品が割れるのを抑制することができる。
【0009】
(2)
上記した物品移送装置において、シュートは、内壁面の傾斜角が異なる複数の筒部材を連接して形成される。
【0010】
上記構成によれば、内壁面の傾斜角が異なる複数の筒部材を連接して形成することにより、筒部材の連接部分において、シュートの内壁面の傾斜角を変化させることができる。その結果、内壁面の傾斜角が変化する部分において、物品に外力が加わり、物品の落下姿勢が整列する。
【0011】
(3)
上記した物品移送装置において、シュートは、切頭逆円錐状の筒部材からなる。
【0012】
上記構成によれば、シュートは、切頭逆円錐状の筒部材からなるので、シュート内を移動する物品の角速度を高めることができる。これにより、縦横長さが異なる物品の場合、長さの大きな軸を鉛直下方向に向けて一律に物品の姿勢を整理することができるので、当該物品がシュート内で詰まるのを確実に防止することができる。
【0013】
(4)
上記した物品移送装置において、螺旋ガイド部材は、直線板部材からなる。
【0014】
上記構成によれば、螺旋ガイド部材は、直線板部材からなるので、物品の速度を維持しつつ、物品を円滑に旋回させることができる。
【0015】
(5)
上記した物品移送装置において、螺旋ガイド部材は、湾曲板部材からなる。
【0016】
上記構成によれば、螺旋ガイド部材は、湾曲板部材からなるので、物品の旋回させる方向を確実に安定させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る物品移送装置を備えるシステムの全体構成を示した斜視図である。
【図2】図1に示した物品移送装置および包装装置の斜視図である。
【図3】図1に示した物品移送装置の集合シュートの平面図である。
【図4】図1に示した物品移送装置の集合シュートの第1円筒部の平面図である。
【図5】図1に示した物品移送装置の側面模式図、並びに、集合シュートの各高さ位置における物品の状態およびフィルム内における物品の状態を示した模式図である。
【図6】本発明の第1変形例に係る第1円筒部の平面図である。
【図7】本発明の第2変形例に係る第1円筒部の平面図である。
【図8】本発明の第3変形例に係る第1円筒部の平面図である。
【図9】本発明の第4変形例に係る第1円筒部の平面図である。
【発明を実施するための形態】
【0018】
(第1実施形態)
<物品移送装置の全体構成>
本実施形態に係る物品移送装置100は、図1に示すように、当該物品移送装置100の上方に配置される組合せ計量装置200により所定重量(例えば、55g)に計量された物品B(例えば、ポテトチップス等の菓子)を、下方に移送させ、当該物品移送装置100の下方に配置される包装装置300に、当該包装装置300により形成される筒状フィルムFmc内に充填させる装置である。すなわち、組合せ計量装置200の複数のホッパ210から投下された物品Bは、物品移送装置100により下方に移送されて、包装装置300により形成される筒状フィルムFmc(図2参照)内に充填される。上記した組合せ計量装置200、物品移送装置100及び包装装置300により構成されるシステムにおいては、1分あたり100個以上の製品C(図2参照)が製造される。なお、本実施形態において包装される物品Bは、長軸が約55mm且つ短軸が約40mmの略矩形状であって厚みが約1mmのチップスである。このシステムでは、約55gの物品Bが筒状フィルムFmcに収容される。
【0019】
<組合せ計量装置>
本実施形態の物品移送装置100の上流側に配置される組合せ計量装置200は、図1に示すように、複数(例えば、14個)のホッパ210において所定重量ずつ物品Bを計量した後、これらの計量値が所定の合計重量になるように組み合わせて順次排出する装置である。合計重量となった物品Bは、物品移送装置100の集合シュート400(図2参照)に投下される。
【0020】
<包装装置>
本実施形態の物品移送装置100の下流側に配置される包装装置300は、図1および図2に示すように、帯状のフィルムFを袋状に成形する過程で筒状フィルムFmc内に物品Bを充填して密閉することによって製品Cを連続して作成する装置である。筒状フィルムFmc内には、腐食や酸化を防止するために、窒素ガスおよびアルゴンガス等の不活性ガスが封入される。包装装置300は、主として、帯状のフィルムFを供給するフィルム供給部310と、帯状で送られてくるフィルムFを筒状に成形するフォーマ320と、筒状となったフィルムFmcを下方に搬送するプルダウンベルト機構330と、筒状フィルムFmcの重ね合わせ部分を縦にシールする縦シール機構340と、筒状フィルムFmcを横にシールする横シール機構350と、製品Cを排出するための排出シュート360と、を備えている。
【0021】
<物品移送装置>
本実施形態の物品移送装置100は、物品移送装置100の上流側に配置される組合せ計量装置200から投下される物品Bを下方に移送させ、当該物品Bを物品移送装置100の下流側に配置された包装装置300に充填させる装置である。この物品移送装置100は、組合せ計量装置200から投下される物品Bを集合させる集合シュート400と、集合シュート400の下部から下方に向けて気体を吹き出す気体吹出装置500と、を備えている。
【0022】
<集合シュート>
集合シュート400は、上方から下方に向かって縮径する切頭逆円錐状の筒状部材であって、組合せ計量装置200の複数のホッパ210から投下された物品Bは、集合シュート400の内壁面を滑り落ちる。図2および図3に示すように、集合シュート400は、第1円筒部410、第2円筒部420、第3円筒部430、第4円筒部440、および、ストレート管450を有している。そして、集合シュート400は、それらの複数の第1円筒部410〜第4円筒部440およびストレート管450が連接することにより構成されている。第1円筒部410〜第4円筒部440の各々は、上方から下方に向かって縮径する切頭逆円錐状の筒状部材であって、内壁面414,424,434,444(図5参照)の傾斜角は、各々異なっている。すなわち、第1円筒部410〜第4円筒部440およびストレート管450の継ぎ目である連接部分P1〜P4(図5参照)において、傾斜角が変化している。また、集合シュート400の上端には、ホッパ210から投下された物品Bを受け入れる投入口401が形成されると共に、集合シュート400の下端には、当該集合シュート400の内壁面を滑り落ちた物品Bを排出する排出口(図示せず)が形成されている。
【0023】
第1円筒部410は、組合せ計量装置200の直下に配置される部材である。図2に示すように、第1円筒部410の上端部には、上側開口部411(投入口401)が形成されると共に、下端部には、下側開口部412が形成される。組合せ計量装置200の複数のホッパ210から投下される物品Bは、図4および図5に示すように、上側開口部411(投入口401)を通過して、第1円筒部410の内壁面414を螺旋状に滑り落ち、下側開口部412を通過して、第1円筒部410の下方に配置される第2円筒部420に移送される。図3に示すように、第1円筒部410の上側開口部411(投入口401)の直径R1は、1200mmであり、且つ、下側開口部412の直径R2は、400mmである。そして、図5に示すように、第1円筒部410の上下方向(矢印Z方向)の長さH1は、450mmである。また、第1円筒部410の内壁面414の傾斜角θ1は、約48°である。
【0024】
ここで、本実施形態では、図3および図4に示すように、第1円筒部410の内壁面414には、斜め下方に向かって複数の螺旋ガイド413が設けられている。これらの螺旋ガイド413は、それぞれ直線板部材であって、第1円筒部410の内壁面414に対して立設している。複数(例えば、14個)の螺旋ガイド413は、上記した組合せ計量装置200の複数(例えば、14個)のホッパ210に対応して設けられている。すなわち、1つのホッパ210に対して、1つの螺旋ガイド413が設けられている。これにより、ホッパ210から投下された物品Bは、螺旋ガイド413に沿って落下することによって、集合シュート400内において螺旋状に下方に落下する。第1円筒部410は、上下に分割されている部材であって、第1円筒部410の下側部材415のみに当該螺旋ガイド413が設けられている。
【0025】
第2円筒部420は、図2に示すように、第1円筒部410の下方に配置される部材であって、その上端部は、第1円筒部410の下端部に接合されている。第2円筒部420の上端部には、上側開口部421が形成されると共に、下端部には、下側開口部422が形成される。第1円筒部410から投下される物品Bは、図5に示すように、上側開口部421を通過して、第2円筒部420の内壁面424を螺旋状に滑り落ち、下側開口部422を通過して、第2円筒部420の下方に配置される第3円筒部430に移送される。図3に示すように、第2円筒部420の上側開口部421の直径R2は、上記した第1円筒部410の下側開口部412と同寸法の400mmであり、且つ、下側開口部422の直径R3は、170mmである。そして、図5に示すように、第2円筒部420の上下方向(矢印Z方向)の長さH2は、400mmである。また、第2円筒部420の内壁面424の傾斜角θ2は、約74°である。
【0026】
第3円筒部430は、図2に示すように、第2円筒部420の下方に配置される部材であって、その上端部は、第2円筒部420の下端部に接合されている。第3円筒部430の上端部には、上側開口部431が形成されると共に、下端部には、下側開口部432が形成される。第2円筒部420から投下される物品Bは、図5に示すように、上側開口部431を通過して、第3円筒部430の内壁面434を螺旋状に滑り落ち、下側開口部432を通過して、第3円筒部430の下方に配置される第4円筒部440に移送される。図3に示すように、第3円筒部430の上側開口部431の直径R3は、上記した第2円筒部420の下側開口部422と同寸法の170mmであり、且つ、下側開口部432の直径R4は、145mmである。そして、図5に示すように、第3円筒部430の上下方向(矢印Z方向)の長さH3は、300mmである。また、第3円筒部430の内壁面434の傾斜角θ3は、約88°である。
【0027】
第4円筒部440は、第3円筒部430の下方に配置される部材であって、その上端部は、第3円筒部430の下端部に接合されている。図2に示すように、第4円筒部440の上端部には、上側開口部441が形成されると共に、下端部には、下側開口部442が形成される。第3円筒部430から投下される物品Bは、図5に示すように、上側開口部441を通過して、第4円筒部440の内壁面444を螺旋状に滑り落ち、下側開口部442を通過して、第4円筒部440の下方に配置されるストレート管450に移送される。図3に示すように、第4円筒部440の上側開口部441の直径R4は、上記した第3円筒部430の下側開口部432と同寸法の145mmであり、且つ、下側開口部442の直径R5は、80mmである。そして、図5に示すように、第4円筒部440の上下方向(矢印Z方向)の長さH4は、500mmである。また、第4円筒部440の内壁面444の傾斜角θ4は、約86°である。
【0028】
ストレート管450は、径が同一(直径R5:80mm)の円筒管であって、その直径R5は、第4円筒部440の下側開口部442の直径R5と同寸法の80mmである。このストレート管450は、包装装置300のフォーマ320により筒状に成形されたフィルムFmcを垂直下方に搬送する役目を担うチューブ321(図5参照)に連設される。なお、チューブ321の下端には、排出口(図示せず)が設けられており、集合シュート400により集合された物品Bは、チューブ321を通過して、当該排出口から筒状フィルムFmc内に充填される。
【0029】
ストレート管450は、図5に示すように、第4円筒部440の下方に配置される部材であって、その上端部は、第4円筒部440の下端部に接合されると共に、下端部は、チューブ321の上端部に接合されている。図2に示すように、ストレート管450の上端部には、上側開口部451が形成されると共に、下端部には、下側開口部(図示せず)が形成される。第4円筒部440から投下される物品Bは、図5に示すように、上側開口部451を通過して、ストレート管450の内壁面454を螺旋状に滑り落ち、下側開口部(図示せず)を通過して、ストレート管450の下方に配置される包装装置300に移送される。
【0030】
そして、本実施形態では、図2および図5に示すように、ストレート管450に気体吹出装置500が接続されている。気体吹出装置500から吹き出される気体の吹出口501は、ストレート管450に開口している。
【0031】
<気体吹出装置>
気体吹出装置500は、集合シュート400の下部において斜め下方に向かって気体を吹き出すために設けられている。この気体吹出装置500は、螺旋状に旋回して落下する物品Bがチューブ321内においても螺旋状に旋回して落下するように、斜め下方に気体を吹き出す。気体吹出装置500は、図5に示すように、送風機510と、送風機510から送り出される気体をストレート管450に導く気体導入管520と、を備えている。気体導入管520は、ストレート管450に対して斜め方向に接続されており、ストレート管450の端部に形成される吹出口501は、ストレート管450に開口している。これにより、送風機510から吹き出された気体は、ストレート管450の内壁面454から斜め下方向に向かって吹き出されて、ストレート管450において螺旋状に下降する。その結果、集合シュート400内を螺旋状に下降する物品Bを、集合シュート400の下流側に設けられる包装装置300のチューブ321内においても、螺旋状に下降させることができる。
【0032】
本実施形態では、気体導入管520は、フィルムFの上方に位置するストレート管450に接続されている。上記したチューブ321の外周面には、フィルムFmcが巻き付けられているので、チューブ321には、気体導入管520を接続することができない。そこで、本実施形態では、チューブ321の直上であるストレート管450に気体導入管520を接続している。
【0033】
<物品移送装置により移送される物品について>
組合せ計量装置200から投下された物品Bは、図5(a)に示すように、集合シュート400の上部位置において、物品Bの長軸が様々な方向に向いている。そして、螺旋ガイド413に沿って落下した物品Bは、図5(b)に示すように、集合シュート400の中部位置において、物品Bの長軸が斜め下方に向くように整列される。そして、物品Bが集合シュート400の内壁面に沿って螺旋状に旋回して落下する過程で、図5(c)に示すように、物品Bは、集合シュート400の下部位置において、物品Bの長軸が鉛直方向に対して僅かに傾くように物品Bが整列される。そして、鉛直方向(矢印Z方向)に延在するストレート管450内およびチューブ321内を落下する過程で、図5(d)に示すように、物品Bは、筒状フィルムFmc内において、物品Bの長軸が略鉛直方向に向くように整列される。
【0034】
<本実施形態における効果>
上記実施形態では、螺旋ガイド413が集合シュート400の上部にある第1円筒部410の内壁面414に斜め下方向に向かって設けられているので、物品Bは、螺旋ガイド413に沿って集合シュート400(特に、第1円筒部410、第2円筒部420、第3円筒部430、第4円筒部440)の内壁面414,424,434,444に沿って螺旋状に旋回して、下方に移送される。また、ストレート管450に接続される気体吹出装置500により斜め下方向に向かって気体が吹き出されるので、物品Bは、当該気体により集合シュート400(特に、ストレート管450)の内壁面454に沿って螺旋状に旋回して、筒状フィルムFmc内に充填される。したがって、集合シュート400において、物品Bが螺旋状に移送されるので、物品Bの落下姿勢を一律に整列させることができる。これにより、集合シュート400の狭径部分(主として、ストレート管450)において、物品Bが詰まるのを防止することができる。例えば、縦横長さが異なる物品Bの場合、長さの大きな軸を鉛直下方向に向けて一律に物品Bの姿勢を整列させることができるので、当該物品Bが集合シュート400内で詰まるのを防止することができる。
【0035】
また、本実施形態では、気体吹出装置500により斜め下方向に向かって気体が吹き出されるので、集合シュート400だけでなく、集合シュート400の下方に配置されるチューブ321においても物品Bが螺旋状に旋回して移送される。これにより、姿勢が整列された物品Bが筒状フィルムFmcに収容される。その結果、姿勢にばらつきがある物品Bが筒状フィルムFmcに収容される場合に比べて、物品Bが嵩高になるのを防止することができる。
また、物品Bが嵩高になるのを防止することによって、フィルムFmcのシール時に物品Bを噛み込むのを防止することができる。
さらに、物品Bが嵩高になるのを防止することによって、容量が小さい筒状フィルムFmcに規定量の物品Bが収容可能となる。すなわち、規定量の物品Bを収容するのに必要となるフィルムの使用量を削減することができる。
【0036】
また、本実施形態では、物品Bが螺旋状に移送されることによって、物品B相互の衝突を抑制し、物品Bが割れるのを抑制することができる。すなわち、集合シュート400の狭径部分で発生する物品Bの詰まりを押し込み部材により強制的に押し込む従来技術(特許文献1:特開平11−49104号公報)と異なり、物品Bが割れるのを抑制することができる。
【0037】
また、本実施形態では、内壁面414,424,434,444,454の傾斜角が異なる複数の第1円筒部410〜第4円筒部440およびストレート管450を連接して形成することにより、各部材の連接部分P1〜P4において、集合シュート400の内壁面の傾斜を変化させることができる。その結果、内壁面の傾斜変化部P1〜P4(図5参照)において、物品Bに外力が加わり、物品Bの落下姿勢が整列する。
【0038】
また、本実施形態では、集合シュート400は、切頭逆円錐状の筒部材からなるので、集合シュート400内を移動する物品Bの角速度を高めることができる。これにより、縦横長さが異なる物品Bの場合、長さの大きな軸を鉛直下方向に向けて一律に物品Bの姿勢を整理することができるので、当該物品Bが集合シュート400内で詰まるのを確実に防止することができる。
【0039】
また、本実施形態では、螺旋ガイド413は、直線板部材からなるので、物品Bの速度を維持しつつ、物品Bを円滑に旋回させることができる。
【0040】
<請求項の各構成要素と上記実施形態の各部との対応関係>
上記実施形態においては、物品移送装置100が「物品移送装置」に相当し、集合シュート400が「シュート」に相当し、螺旋ガイド413が「螺旋ガイド部材」に相当し、気体吹出装置500が「気体吹出部」に相当し、第1円筒部410,第2円筒部420,第3円筒部430,第4円筒部440およびストレート管450の各々が「円筒部」に相当する。
【0041】
以上、本発明の実施形態について図面に基づいて説明したが、具体的な構成は、これらの実施形態に限定されるものでないと考えられるべきである。本発明の範囲は、上記した実施形態の説明だけではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれる。
【0042】
例えば、上記実施形態では、直線板部材からなる螺旋ガイドを設ける例について説明したが、本発明はこれに限らず、図6の第1変形例および図7の第2変形例に示すように、湾曲板部材からなる螺旋ガイド413A,413Bを設けても良い。
図6に示した第1変形例に係る第1円筒部410Aは、集合シュート400の上部内壁面において、斜め下方に沿って設けられる複数の螺旋ガイド413Aを有している。そして、螺旋ガイド413Aは、その接線方向が下側開口部412Aに向かうにつれて当該下側開口部412Aの径方向に近づくように、湾曲している。
図7に示した第2変形例に係る第1円筒部410Bは、斜め下方に沿って設けられる複数の螺旋ガイド413Bを有している。そして、螺旋ガイド413Bは、その接線方向が下側開口部412Bに向かうにつれて当該下側開口部412Bの周方向に近づくように、湾曲している。
【0043】
上記構成によれば、螺旋ガイド413A,413Bが湾曲板部材からなるので、物品Bの旋回させる方向を確実に安定させることができる。
【0044】
また、上記実施形態では、第1円筒部410の下側開口部412付近のみに螺旋ガイド413を設ける例について説明したが、本発明はこれに限らず、図8の第3変形例の第1円筒部410Cに示すように、第1円筒部410Cの上端部から下端部にわたる螺旋ガイド413Cを設けても良い。
【0045】
また、上記実施形態では、1つのホッパ210に対して1つの螺旋ガイド413を設ける例について説明したが、本発明はこれに限らず、図9の第4変形例に係る第1円筒部410Dに示すように、複数の(例えば、2つの)ホッパに対して1つの螺旋ガイド413Dを設けても良いし、1つのホッパに対して複数の(例えば、2つの)螺旋ガイドを設けても良い。
【0046】
また、上記実施形態では、1つの気体吹出装置500を設ける例について説明したが、本発明はこれに限らず、2つ以上の気体吹出装置500を設けて良いし、1つの送風機から複数のダクトを設けて、当該複数のダクトから集合シュートの下部から気体を下方に吹き出しても良い。この際、複数の気体吹出し装置500は、集合シュート内又はチューブ内において気体が螺旋状に吹き出されるように配置される。また、同様に、複数のダクトは、集合シュート内又はチューブ内において気体が螺旋状に吹き出されるように配置される。
【符号の説明】
【0047】
100 物品移送措置
200 組合せ計量装置
300 包装装置
400 集合シュート
410,410A,410B,410C,410D 第1円筒部
413,413A,413B,413C,413D 螺旋ガイド
420 第2円筒部
430 第3円筒部
440 第4円筒部
450 ストレート管
500 気体吹出装置
【特許請求の範囲】
【請求項1】
上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置であって、
下方向に延在する筒状のシュートと、
前記シュートの上部内壁面に斜め下方向に向かって設けられる螺旋ガイド部材と、
前記シュートの下部内壁面から斜め下方向に向かって気体を吹き出す気体吹出部と、を備えることを特徴とする、物品移送装置。
【請求項2】
前記シュートは、内壁面の傾斜角が異なる複数の筒部材を連接して形成されることを特徴とする、請求項1記載の物品移送装置。
【請求項3】
前記シュートは、切頭逆円錐状の筒部材からなることを特徴とする、請求項1または2に記載の物品移送装置。
【請求項4】
前記螺旋ガイド部材は、直線板部材からなることを特徴とする、請求項1〜3のいずれか1項に記載の物品移送装置。
【請求項5】
前記螺旋ガイド部材は、湾曲板部材からなることを特徴とする、請求項1〜3のいずれか1項に記載の物品移送装置。
【請求項1】
上方から落下させた物品を下方に移送させ、下流に配置した包装装置に当該物品を充填させる物品移送装置であって、
下方向に延在する筒状のシュートと、
前記シュートの上部内壁面に斜め下方向に向かって設けられる螺旋ガイド部材と、
前記シュートの下部内壁面から斜め下方向に向かって気体を吹き出す気体吹出部と、を備えることを特徴とする、物品移送装置。
【請求項2】
前記シュートは、内壁面の傾斜角が異なる複数の筒部材を連接して形成されることを特徴とする、請求項1記載の物品移送装置。
【請求項3】
前記シュートは、切頭逆円錐状の筒部材からなることを特徴とする、請求項1または2に記載の物品移送装置。
【請求項4】
前記螺旋ガイド部材は、直線板部材からなることを特徴とする、請求項1〜3のいずれか1項に記載の物品移送装置。
【請求項5】
前記螺旋ガイド部材は、湾曲板部材からなることを特徴とする、請求項1〜3のいずれか1項に記載の物品移送装置。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】
【図7】

【図8】

【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−96820(P2012−96820A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−244812(P2010−244812)
【出願日】平成22年10月29日(2010.10.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年10月29日(2010.10.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]