
繊維、その製造方法および撥水性布帛
【課題】繊維の表面に高密度な筋状の凹凸を発現せしめることにより、撥水後加工処理を施さなくても、極めて優れた撥水性能を有し、しかも染色性の良好な撥水性繊維およびそれを簡便かつ、安定的に提供する。
【解決手段】 可染性ポリマーAとその他のポリマーBからなるポリマーアロイ繊維であって、該繊維表面に、繊維長手方向に複数並ぶ筋状部を有し、この筋状部は、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下であることを特徴とする熱可塑性樹脂からなる繊維。
【解決手段】 可染性ポリマーAとその他のポリマーBからなるポリマーアロイ繊維であって、該繊維表面に、繊維長手方向に複数並ぶ筋状部を有し、この筋状部は、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下であることを特徴とする熱可塑性樹脂からなる繊維。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、布帛等の繊維構造物に撥水後加工処理を特に施さなくても優れた撥水性を有し、かつ染色性にも優れた繊維およびその製造方法に関する。
【背景技術】
【0002】
従来から、フッ素系樹脂やシリコーン系樹脂を含有する分散液等で布帛を処理して布帛表面にこれらの樹脂を付着せしめて、撥水処理を施すことは広く行われている。しかしながら、これらの加工処理で得られた布帛は撥水性こそあるものの、十分な撥水耐久性を付与する程の量を処理すると布帛の風合が硬くなりこのためスポーツウェア、カジュアルウェア等の撥水性と風合が共に要求される分野への応用が大きく制限されていた。また、元来撥水性、疎水性を有する樹脂のみを用いて繊維および布帛を作ることで風合いの柔らかい撥水繊維を得ることも行われているが、このような樹脂はそもそも染色性に乏しく、衣料用途には適さないものであった。
【0003】
そこで繊維表面近傍にフッ素樹脂からなる筋状凸状体物を繊維軸方向に不連続に筋状に発現させることにより、撥水性を付与する方法(特許文献1等)が提案されているが、この方法ではフッ素樹脂の分散状態が十分でなく、糸の表面に存在する筋状物の分布密度が低く、高い撥水性を発現させることが難しく、また布帛を製作した後にアルカリ水溶液等による減量加工を行うがそれに際し、減量しすぎるとフッ素樹脂が脱落しやすく、不十分だと撥水性が発現しないため、安定した撥水性能を発現できないと言う問題があった。さらには、減量加工に伴うコストアップや原料ロスに加え、減量加工できない樹脂に関してはこのような方法では撥水性を付与することができないいという問題があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−302524号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、繊維の表面に高密度な筋状の凹凸を発現せしめることにより、撥水後加工処理を施さなくても、極めて優れた撥水性能を有し、しかも染色性の良好な撥水性繊維およびそれを簡便かつ、安定的に提供する。
【課題を解決するための手段】
【0006】
本発明は、上記課題を解決するために、下記の構成からなる。
(1)可染性ポリマーAとその他のポリマーBからなり、海島構造を有するポリマーアロイ繊維であって、該繊維表面に、繊維長手方向に複数並ぶ筋状部を有し、この筋状部は、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下であることを特徴とする熱可塑性樹脂からなる繊維。
(2)ポリマーアロイ繊維が海島構造を有し、可染性ポリマーを海成分、その他ポリマーを島成分とすることを特徴とする上記(1)記載の繊維。
(3)ポリマーアロイ繊維が海島構造を有し、可染性ポリマーA、その他のポリマ−Bのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のポリマーのメルトマスフローレート(MFR)Yが下記式(1)を満足することを特徴とする、上記(1)〜(2)いずれかに記載の繊維。
式(1) 7≦X/Y≦37
(4)可染性ポリマーがポリアミド、その他ポリマーがポリオレフィンであることを特徴とする上記(1)〜(3)いずれかに記載の繊維。
(5)ポリマーA、ポリマーBのうち、海成分を構成する方のポリマーと島成分を構成する方のポリマーの重量比を80/20〜60/40で混合し、さらに上記両ポリマーの合計重量に対し、相溶化剤を1〜3重量%添加することを特徴とする上記(1)〜(4)いずれか1項に記載の繊維。
(6)上記(1)〜(5)いずれか1項に記載の繊維からなる撥水性布帛。
(7)可染性ポリマーAとその他のポリマーBを混合して溶融紡糸して海島構造を有するポリマーアロイ繊維を製造する際に、可染性ポリマーA、その他のポリマーBのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のメルトマスフローレート(MFR)Yが下記式(1)を満足するような可染性ポリマーA、その他のポリマーBを用いることを特徴とする、上記(1)〜(5)のいずれかに記載の繊維の製造方法。
式(1) 7≦X/Y≦37
【発明の効果】
【0007】
本発明の繊維では、繊維表面にある筋状の凸状突起体の存在により、撥水後加工処理を施さなくても極めて優れた撥水性能を有する。後処理加工に比べて撥水性能が長期間失われることなく維持できしかも通常の撥水後加工処理品のように布帛の風合が損なわれない一方で、染色加工は通常の可染性繊維と同様の方法で行うことが可能であり、スポーツウェア、カジュアルウェア等の衣料用繊維素材として利用が可能である。
【図面の簡単な説明】
【0008】
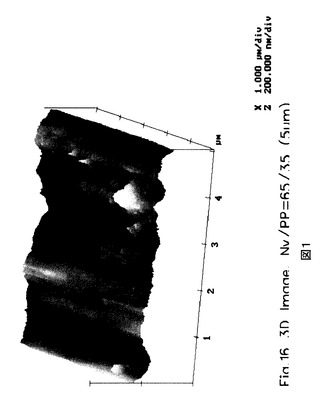
【図1】本願発明の実施例1で製造した繊維の筋状部の一例を示すAFM(原子間力顕微鏡)画像である。
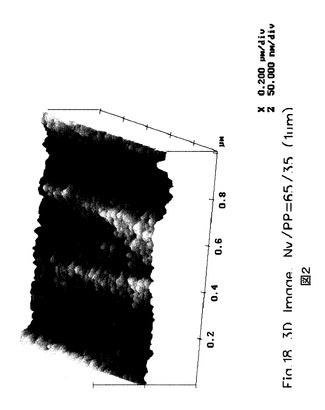
【図2】本願発明の実施例1で製造した繊維の筋状部上にある微小な突起の一例を示すAFM画像である。
【発明を実施するための形態】
【0009】
以下、本発明の構成要件を詳述する。
【0010】
本発明の繊維は単糸の表面に、単糸長手方向に特定の形態で複数並ぶ筋状部を有している必要がある。これは筋状部により単糸表面に凹凸を形成する事で繊維の比表面積を大きくし、所謂蓮の葉効果を繊維表面に発現せしめるためであり、これにより優れた撥水効果をもたらすものである。
【0011】
ここで言う筋状部とはAFM(原子間力顕微鏡)を用いて、繊維長手方向が縦軸に沿うように調整し、縦×横×高さ=5000nm×5000nm×400nmの画像を出力し、これを縦×横×高さ=95mm×180mm×77mmに拡大した画像を用い、縦、横、高さをそれぞれY、X、Z軸と定義した。この画像中のY=0およびY=5000nmでの横軸切面を観察し、少なくとも1切面において10nm以上の高低差を有する谷部によって挟まれる一つながりの凸部部分を筋状部とし、上記によって特定した各筋状部すべてについてY=0またはY=5000nmいずれかの切面でのピークを通り、Y軸に平行な直線をそれぞれ引き、各直線同士の距離を筋状部の距離とした。
【0012】
また、筋状部の、両隣の谷部からの高さについては、Y=0またはY=5000nmの切面、X−Z平面にプロットされた糸表面上の任意の凸部を選択し、その凸部と交差する直線と直線L1(Z=z1)および、直線L2(Z=z2=z1+10nm)を定義し、直線L1と糸表面の交点として点A(x1,z1)、点Aの隣の交点を点D(x4,z4(=z1))(但しx4>x1)とし、AとDに挟まれる糸表面とL2の交点のうち、点A、点Dと隣り合った交点を点Bおよび点Cとする。同様に糸表面とL1の交点のうち点Dの隣の点E(x5,z1)(但しx5>x4)、直線L3(Z=z3、z2≧z3>z1)を設定したときに糸表面と直線L3(Z=z3、z2≧z3>z1)の交点のうち、点Eの隣の交点を点F(x6,z3)(但しx6>x5)、点Aの隣の直線L1との交点を点G(x7,z1)(但しx1>x7)、直線L4(Z=z4、z2≧z4>z1)を設定したとき、糸表面とL4の交点のうち、点Gの隣の交点Hを点H(x8,z4)(但しx7>x8)と定義する。なお、A〜E、Gはそれぞれ独立に、A=G、B=C、D=Eであってもよい。すなわち、糸表面と直線L1、L2、L3、L4との交点が、糸表面上に点H(x8,z4)、点G(x7,z1)、点A(x1,z1)、点B(x2、z2)、点C(x3、z2)、点D(x4、z1)、点E(x5、z1)、点F(x6、z3)(x8<x7≦x1<x2≦x3<x4≦x5<x6)の順に点H、G、A、B、C、D、E、Fを定義する。このような関係が成立するとき、点H、G、A、B、C、D、E、Fの間の糸表面は谷部にはさまれた凸部が存在する状態となり、筋状部があると判断する。
【0013】
点Bと点Cに挟まれる糸表面の点の内もっともZ軸方向に高さの高い点を筋状部のピークとし、(B=Cの場合は点Cがピーク)点Dと点Eに挟まれる糸表面の点の内もっともZ軸方向に高さの低い点を谷部の底とする(D=Eの場合は点Dがピーク)。このときの筋状部のピークと谷部の底の高さを筋状部のC−D側の高さと定義する。同様に筋状部のA−B側の高さも測定し、このうち小さい値を筋状部の高さとした。以上の定義に従って凸部ごとに点Aを変化させ高さを測定する。
【0014】
このように測定した筋状部が、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下を満たすように分布していることが必要である。
【0015】
筋状部の最大高さが10nm未満の場合、布帛に水滴を落としたとき、繊維の谷部と水滴との間に含まれる空気の量が少なく、ある程度の撥水性は得られるものの、これだけでは布帛としたときに十分な撥水性を発現することが困難である。また、筋状部の最大高さが300nmを越える場合、繊維の断面形状が不安定となり、紡糸性が低下する。
【0016】
また、筋状部の距離が100nm未満となる場合は布帛に水滴を落としたとき、繊維の谷部と水滴との間に含まれる空気の量が少なくなってしまい、撥水性が低下する。一方で、筋状部の距離が1400nmを越える場合は布帛に水滴を落としたとき、水滴を支持する筋状部の密度が低くなりすぎてしまい、撥水性が低下する。
【0017】
従って、観察される筋状部の内、90%以上の筋状部が上記筋状部の最大高さと筋状部の距離を満たしていることが好ましく、より好ましくはすべての筋状部が満たしていることである。
【0018】
このような筋状部を糸表面に形成させる方法としては異なるポリマーをブレンドし、溶融紡糸した糸の断面が海島構造のポリマーアロイとする方法が最適である。他の方法すなわち、単一の素材を用いて異形断面口金を用いて紡糸したり、複合糸を減量処理したりする事で繊維表面に微小な筋部を高密度で形成することは口金の加工精度、減量速度の制御等、限界を超えており、非常に困難である。
【0019】
以下にポリマーアロイ糸が筋状部を有する原理を説明する。
【0020】
ブレンドしたポリマーを口金から吐出し、糸条を形成する過程において、細い口金孔に押し込まれたポリマーは強い圧縮力を受けながら孔内を通過し、口金孔から吐出された直後に圧縮力を解放する。
【0021】
一方で、口金孔内のアロイポリマーには口金孔壁面との間にズリ応力も働いており、アロイポリマーの島成分はズリ応力によりポリマー進行方向に長く引き延ばされた状態になっている。これに加え、ポリマー間には各ポリマーの溶解度パラメータの差に起因する界面張力も働いているため、この界面張力が最小となるようにアロイポリマー収縮力が働いており、口金孔内ではズリ応力と収縮力が釣り合いながら移動している。このため、口金孔からアロイポリマーが吐出されるとアロイポリマーに収縮力のみが働くようになる。
【0022】
以上により口金孔より吐出されたアロイポリマーには口金直下にてアロイポリマー上流側からの力(圧縮力)と下流側からの力(収縮力)が加わるためアロイポリマーは進行方向と垂直な方向へ全体的にふくらみながら吐出される。これをバラス効果という。
【0023】
このとき、アロイポリマーの島成分に対し海成分の流動性が非常に大きい場合は海成分がより大きくふくらむため島成分にはさまれた部分の海成分が凸になり、筋状部を形成する。従って、島成分の密度が適度に低い領域では凸部の隆起が生じやすく、島成分の密度が高くなるほど島成分にはばまれ凸部の隆起が生じにくくなるため、密度が適度に低い場合に筋状部の高さが高くなりやすく、密度が高くなるにつれ、低くなり、高すぎると隆起がほとんど生じず結果として谷部を形成する。
【0024】
従って、ポリマーの組み合わせとしては、海成分は島成分より溶融時の流動性が高いものとし、溶解度パラメータ、溶融時の流動性が異なったポリマーを組み合わせることが好ましい。
【0025】
ただし、溶解度パラメータが大きく異なり過ぎるポリマーを組み合わせた場合、バラス効果による収縮力が大きくなりすぎ、曳糸性が極端に低下し、紡糸困難となる場合がある。このような場合は相溶化剤を適量添加し、曳糸性を安定化させることができる。このような場合に用いる相溶化剤としては、両方のポリマーと相溶性のよい別のポリマーを用いてもよいし、どちらかのポリマーをベースに、他方のポリマーと親和性、反応性のある官能基等を共重合その他の方法により導入したポリマーでもよい。
【0026】
添加方法についても、海成分、島成分と同時に混合してもよいし、あらかじめ海成分、島成分を混合した後にエクストルーダ内にサイドフィードしてもよい。
【0027】
以上により繊維表面に微小な筋部を高密度で形成する事が可能となる。
【0028】
また、本発明の繊維は、上記筋状部のほかに微小な突起部を具備していることが好ましい。これは前記筋状部と微小な突起部の2重の凹凸構造となることにより繊維の比表面積をより大きくし、蓮の葉効果を増大させる効果があるためである。このときの微小な突起部は、AFM(原子間力顕微鏡)を用いて繊維長手方向が縦軸に沿うように調整し、縦×横×高さ=1000nm×1000nm×100nmの画像を出力し、これを縦×横×高さ=95mm×180mm×77mmに拡大した画像を用い、微小な突起の高さとY=0の切面上にある個数を計測する。
【0029】
本発明においては、上記測定の結果、両隣の谷部からの最大高さが2nm以上10nm未満のピークを1つないしは複数有し、隣り合う微小な筋又は突起部の稜線間距離または頂点距離は10nm以上100nm未満のものであることが好ましい。
【0030】
つぎに本発明で用いるポリマーとしては、染色性と撥水性を両立させるためにアロイポリマーの内少なくとも1成分は可染性ポリマーとすることが好ましく、より好ましくは海成分を可染性ポリマーとすることである。
【0031】
上記において、可染性ポリマーAとは、染色が可能なポリマーであれば特に制限はなく、具体的には可染性ポリマーとして、ポリアミド、ポリエステル、セルロース、アクリル、ポリウレタン、ポリオレフィン等が好ましく、より好ましくはポリアミド6、ポリアミド6,6、ポリアミド6,10、ポリエチレンテレフタラート、ポリ乳酸であり、ポリマーの融点、流動性の制御を考慮するとポリアミド6がもっとも好ましい。
【0032】
また、その他ポリマーBとしては、可染性ポリマーとして使用したものとは異なるポリマーであって、本発明で規定する繊維とし得るものであれば可染性であってもなくてもよいが、とくに筋状部と筋状部の間で該ポリマーが繊維表面に露出した部分で撥水性を補助的に向上させる目的で該ポリマーが撥水または疎水性ポリマーである方が好ましい。具体的にはポリオレフィン系樹脂、フッ素樹脂、シリコーン樹脂等を好ましく挙げることができる。より好ましくはポリオレフィン(なかでも好ましくはポリエチレン、ポリプロピレン等)、エチレン-テトラフルオロエチレンであり、ポリマーの融点、流動性の制御等を考慮するとポリプロピレンがもっとも好ましい。
【0033】
なかでも可染性ポリマーとしてポリアミド、その他ポリマーとしてポリオレフィンを用いることが好ましい。
【0034】
また、これらのポリマーには、本発明の目的、効果を損なわない範囲で、二酸化チタン等の艶消し剤、酸化ケイ素、カオリン等の各種機能性粒子のほか、着色防止剤、安定剤、抗酸化剤等の添加剤を含有してもよい。
【0035】
本発明の繊維において、海成分のMFR:Xと島成分のMFR:Yは下記式(1)を満足することが好ましい。
式(1) 7≦X/Y≦37
【0036】
X/Yが37より大きい場合は、島成分の流動性が海成分の流動性に対して相対的に低すぎるため、繊維化した場合に島成分の分散径が大きくなりすぎ、撥水性や曳糸性の低下の原因となる。また、7より小さい場合は、島成分の流動性が海成分の流動性に対して相対的に高すぎるため、安定した海島構造をとりにくく、曳糸性の低下の原因となる。上記範囲であれば、バラス効果により曳糸性が低下しても適宜相溶化剤を添加することにより、曳糸性を容易に制御することができる。
【0037】
上記において、MFRは、JIS K7210(1999)に準じた装置を用い、温度:250℃、荷重:2160g重の条件にて測定したメルトマスフローレートの値をそのポリマーのMFRの代表値とする。
【0038】
各成分のメルトマスフローレートは、それぞれ、海成分が150〜250g/10分、島成分が4.5〜30g/10分であることが好ましい。
【0039】
また、これらのポリマーからなるアロイポリマーは海/島構造を安定させるために海成分の体積が多くなるようにブレンドすることが好ましい。
【0040】
また相溶化剤としては、前記のとおりポリマーブレンド繊維を構成する両方のポリマーと相溶性のよい別のポリマーや、どちらかのポリマーをベースに、他方のポリマーと親和性、反応性のある官能基等を共重合その他の方法により導入したポリマーが挙げられ、ポリマーブレンドに用いるポリマーにより、適宜選択して用いればよい。例えば海成分がポリアミド、島成分がポリオレフィンの場合、ポリオレフィンにナイロンと反応性を有する官能基、具体的には無水マレイン酸、アクリル酸、エポキシ基、オキサゾリン基等をグラフトさせたポリマー、中でも無水マレイン酸、アクリル酸、エポキシ基、オキサゾリン基等をグラフトさせたポリオレフィン等の変性ポリオレフィンが好ましく、無水マレイン酸変性ポリプロピレン、無水マレイン酸、アクリル酸変性ポリプロピレンであることがより好ましい。海成分にポリアミド、島成分にポリプロピレン、相溶化剤として、無水マレイン酸変性ポリプロピレン、無水マレイン酸、アクリル酸変性ポリプロピレン等の変性ポリプロピレンを用いることが好ましい。
【0041】
本発明において、島成分と海成分、必要に応じて添加する相溶化剤は同時に溶融することを考慮すると、互いに融点と近いものが好ましい。また島成分と海成分、必要に応じて添加する相溶化剤の混合は、紡糸以前の任意の段階で行うことが可能であり、ペレットの状態で混合缶にてブレンドしたものを溶融紡糸してもよいし、それぞれ個別に計量したものを連続的にエクストルーダに投入し溶融混練させる方法等により行うことができる。
【0042】
また、相溶化剤を添加する前の海成分を構成するポリマーと島成分を構成するポリマーの配合比については重量比で80/20〜60/40の範囲であることが好ましい。海成分が多くなりすぎると糸表面の筋状部の密度が低くなり、撥水性が低下する。一方島成分が多くなりすぎると、バラスが大きくなりすぎるため糸の曳糸性が悪化し、安定して生産することが困難になる。また、相溶化剤の添加量は上記海・島両成分の合計の重量に対して、0.5〜5重量%であることが好ましく、1〜3重量%であることがより好ましい。適切な添加量は相溶化剤に含まれる官能基の量や種類によって異なるが、添加量が少なすぎるとバラス抑制の効果が小さく糸の曳糸性が悪化し、安定して生産することが困難になり、多すぎると海成分または/および島成分と相溶化剤が反応しすぎるためポリマーが増粘し、安定して生産することが困難になる。
【0043】
このようにして得られた樹脂をポリマー吐出部がストレート孔となっている口金より吐出させ、冷却した後、給油、収束性を付与した後、引き取りローラにより引き取り、そのまま連続して延伸し、または一旦巻き取り、別工程において延伸した後、ボビンに巻き取ることにより本発明の繊維が得られる。
【0044】
このとき、使用する口金について、一般的にはバラスの大きいポリマーを溶融紡糸する際には、曳糸性を向上させる目的で、ポリマー吐出孔の最下流部の孔径を拡大する事でバラスの発生を抑制したいわゆる段付き口金を用いるが、本発明においてはバラス効果により繊維に筋を付与しているため、このような口金は用いず、ポリマー吐出孔がストレートな形状をしたいわゆるストレート口金を用いることが好ましい。
【0045】
また、引き取りローラでの引き取り速度と延伸倍率の積は2000以上、5000以下であることが好ましい。引き取り速度と延伸倍率の積が2000未満の場合、繊維の配向が進まないため、得られる繊維の強度が小さくなるためである。また、引き取り速度と延伸倍率の積が5000を越える場合、口金から吐出された糸条に形成される筋状部は、引き取り、延伸される過程で小さくなるためこの値が大きくなりすぎると繊維の撥水性が低下するためである。またより好ましくは、上記を満たし、かつ、引取速度2000m/min以上、4000m/min以下、延伸倍率1.0倍以上2.5倍以下である。
【0046】
繊維の紡糸方法、形態については特に限定はなく、長繊維、短繊維、紡糸のいずれでもよい。
【0047】
また、紡糸、に引き続いて仮撚加工を施してもよい。
【0048】
繊維の繊度、フィラメント数も特に限定はなく、断面形状も得られる布帛の用途等に応じて任意の形状とすることができ、例えば円形の他、三角、偏平、星形、V型等の異形断面またはそれらの中空断面であってもよいが、衣料用繊維素材として使用する事を考慮すると、繊度は8デシテックス以上235デシテックス以下、フィラメント数は1以上144フィラメント以下、断面形状は円形、扁平、トライポッド、星形、楕円八葉形が好ましい。
【0049】
かくして得られる本発明の繊維は、極めて優れた撥水性能を有し、かつ染色加工は通常の可染性繊維と同様の方法で行うことが可能であるため、スポーツウェア、カジュアルウェア等の衣料用繊維素材として好適に用いられる。
【実施例】
【0050】
以下、実施例を挙げて本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例及び比較例中の部および%はそれぞれ重量部および重量%を示す。なお実施例における特性値の測定法等は次のとおりである。
【0051】
(1)筋状部の特定
AFM(原子間力顕微鏡、Bruker AXS社 Digital Instruments製 NanoScope IIIa AFM)を用いて、繊維長手方向が縦軸に沿うように調整し、縦×横×高さ=5000nm×5000nm×400nmの画像を出力し、これを縦×横×高さ=95mm×180mm×77mmに拡大した画像を用い、その画像中のY=0およびY=5000nmでの横軸切面を観察し、少なくとも1切面において10nm以上の高低差を有する谷部によって挟まれる一つながりの凸部部分すべてを筋状部とした。
【0052】
(2)筋状部の距離と高さの測定
上記によって特定した各筋状部すべてについてY=0またはY=5000nmいずれかの切面でのピークを通り、Y軸に平行な直線をそれぞれ引き、各直線同士の距離を筋状部の距離とした。
【0053】
また、筋状部の、両隣の谷部からの高さについては、Y=0またはY=5000nmの切面、X−Z平面にプロットされた糸表面上の任意の凸部を選択し、その凸部と交差する直線と直線L1(Z=z1)および、直線L2(Z=z2=z1+10nm)を定義し、直線L1と糸表面の交点として点A(x1,z1)、点Aの隣の交点を点D(x4,z4(=z1))(但しx4>x1)とし、AとDに挟まれる糸表面とL2の交点のうち、点A、点Dと隣り合った交点を点Bおよび点Cとする。同様に糸表面とL1の交点のうち点Dの隣の点E(x5,z1)(但しx5>x4)、直線L3(Z=z3、z2≧z3>z1)を設定したときに糸表面と直線L3(Z=z3、z2≧z3>z1)の交点のうち、点Eの隣の交点を点F(x6,z3)(但しx6>x5)、点Aの隣の直線L1との交点を点G(x7,z1)(但しx1>x7)、直線L4(Z=z4、z2≧z4>z1)を設定したとき、糸表面とL4の交点のうち、点Gの隣の交点Hを点H(x8,z4)(但しx7>x8)と定義する。なお、A〜E、Gはそれぞれ独立に、A=G、B=C、D=Eであってもよい。すなわち、糸表面と直線L1、L2、L3、L4との交点が、糸表面上に点H(x8,z4)、点G(x7,z1)、点A(x1,z1)、点B(x2、z2)、点C(x3、z2)、点D(x4、z1)、点E(x5、z1)、点F(x6、z3)(x8<x7≦x1<x2≦x3<x4≦x5<x6)の順に点H、G、A、B、C、D、E、Fを定義する。このような関係が成立するとき、点H、G、A、B、C、D、E、Fの間の糸表面は谷部にはさまれた凸部が存在する状態となり、筋状部があると判断する。
【0054】
点Bと点Cに挟まれる糸表面の点の内もっともZ軸方向に高さの高い点を筋状部のピークとし、(B=Cの場合は点Cがピーク)点Dと点Eに挟まれる糸表面の点の内もっともZ軸方向に高さの低い点を谷部の底とする(D=Eの場合は点Dがピーク)。このときの筋状部のピークと谷部の底の高さを筋状部のC−D側の高さと定義する。同様に筋状部のA−B側の高さも測定し、このうち小さい値を筋状部の高さとした。以上の定義に従って凸部ごとに点Aを変化させ高さを測定する。
【0055】
(3)MFRの測定
JIS K7210(1999)に準じた装置を用い、温度:250℃、荷重:2160g重の条件にて2回測定したメルトマスフローレートの値の平均値をそのポリマーのMFRの代表値とする。
【0056】
(4)筒編み地の製作
57dtexのポリアミド系繊維を2本合糸し、筒編み機にて度目40〜55となるように行った。
【0057】
(5)筒編み地の精錬、染色
上記で得られた筒編み地をノニオン界面活性剤(第一工業製薬社製ノイゲンSS)2g/l水溶液を編み地1gに対し100ml用意し、60℃にて30分洗浄した後流水にて20分水洗し、脱水機にて脱水する。
【0058】
次に酸性染料(関東科学社製キシレンファーストブルー)を濃度0.28%owfの水溶液液を用いて温度90℃で60分間染色した。
【0059】
(6)筒編み地の乾燥
上記(5)で染色した筒編み地を70℃に設定した熱風乾燥機にて2hr乾燥したあと室温にて12hr以上放冷した。
【0060】
(7)撥水性の測定
編み地を上記(5)〜(6)の方法で精錬、染色し、乾燥させた後、高さ5mmの距離から0.1ccの水をスポイトにて編み地上に滴下する。滴下後1時間後に編み地の状態を目視し、水滴が編み地に浸透していなければ撥水性があると判断した。
【0061】
(8)繊度
1m/周の検尺器に繊維をセットし、100回転させて、100ターンのループ状かせを作成する。試料を25℃RH55%の環境下、無荷重の状態で24時間放置して調湿した。その後同環境下にて、ループ状かせの重量を測定して得られた値を100倍することにより繊維の繊度を算出した。
【0062】
実施例1
水分率を0.1%まで乾燥させたMFR=177.0のナイロン6のポリマーペレットをと、MFR=3.9g/10分のポリプロピレンポリマーペレット(日本ポリプロ社製“ノバテック”FY6)および相溶化剤として無水マレイン酸変性ポリプロピレン(東洋紡社製“トーヨータック”PMA−H1100P)を65/35/3となるように計量しながら、2軸押出機(東芝機械社製TEM26SS)にて250℃、回転数300rpmで溶融し、溶融ポリマーを270℃の紡糸機に導き口金を経て糸条を吐出させる。以下常法にしたがって、糸条を2260m/分で引き取り、引き続いて3620m/分で延伸(延伸倍率1.6倍、引取速度と延伸倍率の積3616)しながら110℃で熱セットし、引き続き3500m/分で巻き取ることにより57dtex、26フィラメントのポリアミド系長繊維を得た。
【0063】
得られた繊維をAFMにて観察した結果を図1、2に示す。図1によれば、繊維表面にピークの高さが13nm〜62nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は332nm〜1163nmの範囲に全て分布していた。図2によれば2.0〜8.5nmの微小突起が15個分布していた。
【0064】
この繊維を筒編み、精錬・染色、乾燥した後撥水性を確認した結果、良好な撥水性を示した。
【0065】
実施例2
相溶化剤として無水マレイン酸、アクリル酸変性ポリエチレン(アルケマ社製“ボンダイン”AX8390)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0066】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが29nm〜284nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は616nm〜1386nmの範囲に分布していた。
また、2.7〜5.3nmの微小突起が9個分布していた。
【0067】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0068】
実施例3
相溶化剤として無水マレイン酸変性ポリプロピレン(三菱化学社製“モディック”P928)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0069】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが11nm〜241nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は270nm〜1194nmの範囲に分布していた。
【0070】
また、2.7〜7.1nmの微小突起が11個分布していた。
【0071】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0072】
実施例4
ポリプロピレンを(プライムポリマー社製“プライムポリプロ”J106G:MFR=25.4g/10分)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0073】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが21nm〜78nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は111nm〜914nmの範囲に分布していた。
【0074】
また、2.0〜8.5nmの微小突起が22個分布していた。
【0075】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0076】
実施例5
ナイロン6、ポリプロピレン、相溶化剤の重量比率を60/40/3としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0077】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが15nm〜82nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は286nm〜1052nmの範囲に分布していた。
【0078】
また、2.7〜9.1nmの微小突起が9個分布していた。この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0079】
実施例6
ナイロン6、ポリプロピレン、相溶化剤の重量比率を80/20/3とし、ポリプロピレンを(プライムポリマー社製“プライムポリプロ”J106G:MFR=25.4g/10分)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0080】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが18nm〜52nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は153nm〜785nmの範囲に分布していた。
【0081】
また、2.0〜7.8nmの微小突起が18個分布していた。
【0082】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0083】
比較例1
ポリプロピレンを(日本ポリプロ社製“ノバテック”EA8W:MFR=1.37g/10分)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を溶融紡糸したが口金から吐出されたポリマーが直後に切れてしまい、糸条のサンプリングは不可能であった。
【0084】
比較例2
ポリプロピレンを(プライムポリマー社製“プライムポリプロ”ZS1337A:MFR=40.1)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を溶融紡糸したが口金から吐出されたポリマーが直後に切れてしまい、糸条のサンプリングは不可能であった。
【0085】
比較例3
相溶化剤を添加しなかったこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を溶融紡糸したが口金から吐出されたポリマーが直後に切れてしまい、糸条のサンプリングは不可能であった。
【0086】
比較例4
ポリプロピレン(プライムポリマー社製“プライムポリプロ”S119)単体で2軸押出機(東芝機械社製TEM26SS)にて190℃、回転数300rpmで溶融し、溶融ポリマーを220℃の紡糸機に導き口金を経て糸条を吐出させる。以下常法にしたがって、糸条を2260m/分で引き取り、引き続いて3620m/分で延伸した後ながら110℃で熱セットし、引き続き3500m/分で巻き取ることにより45dtex、26フィラメントのポリプロピレン長繊維を得た。得られた繊維をAFMにて観察した結果、繊維表面に高さが35nmのピークを有するスジが1カ所有るのみであった。
【0087】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、撥水性は示さなかった。
【0088】
【表1】

【0089】
【表2】
【技術分野】
【0001】
本発明は、布帛等の繊維構造物に撥水後加工処理を特に施さなくても優れた撥水性を有し、かつ染色性にも優れた繊維およびその製造方法に関する。
【背景技術】
【0002】
従来から、フッ素系樹脂やシリコーン系樹脂を含有する分散液等で布帛を処理して布帛表面にこれらの樹脂を付着せしめて、撥水処理を施すことは広く行われている。しかしながら、これらの加工処理で得られた布帛は撥水性こそあるものの、十分な撥水耐久性を付与する程の量を処理すると布帛の風合が硬くなりこのためスポーツウェア、カジュアルウェア等の撥水性と風合が共に要求される分野への応用が大きく制限されていた。また、元来撥水性、疎水性を有する樹脂のみを用いて繊維および布帛を作ることで風合いの柔らかい撥水繊維を得ることも行われているが、このような樹脂はそもそも染色性に乏しく、衣料用途には適さないものであった。
【0003】
そこで繊維表面近傍にフッ素樹脂からなる筋状凸状体物を繊維軸方向に不連続に筋状に発現させることにより、撥水性を付与する方法(特許文献1等)が提案されているが、この方法ではフッ素樹脂の分散状態が十分でなく、糸の表面に存在する筋状物の分布密度が低く、高い撥水性を発現させることが難しく、また布帛を製作した後にアルカリ水溶液等による減量加工を行うがそれに際し、減量しすぎるとフッ素樹脂が脱落しやすく、不十分だと撥水性が発現しないため、安定した撥水性能を発現できないと言う問題があった。さらには、減量加工に伴うコストアップや原料ロスに加え、減量加工できない樹脂に関してはこのような方法では撥水性を付与することができないいという問題があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−302524号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、繊維の表面に高密度な筋状の凹凸を発現せしめることにより、撥水後加工処理を施さなくても、極めて優れた撥水性能を有し、しかも染色性の良好な撥水性繊維およびそれを簡便かつ、安定的に提供する。
【課題を解決するための手段】
【0006】
本発明は、上記課題を解決するために、下記の構成からなる。
(1)可染性ポリマーAとその他のポリマーBからなり、海島構造を有するポリマーアロイ繊維であって、該繊維表面に、繊維長手方向に複数並ぶ筋状部を有し、この筋状部は、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下であることを特徴とする熱可塑性樹脂からなる繊維。
(2)ポリマーアロイ繊維が海島構造を有し、可染性ポリマーを海成分、その他ポリマーを島成分とすることを特徴とする上記(1)記載の繊維。
(3)ポリマーアロイ繊維が海島構造を有し、可染性ポリマーA、その他のポリマ−Bのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のポリマーのメルトマスフローレート(MFR)Yが下記式(1)を満足することを特徴とする、上記(1)〜(2)いずれかに記載の繊維。
式(1) 7≦X/Y≦37
(4)可染性ポリマーがポリアミド、その他ポリマーがポリオレフィンであることを特徴とする上記(1)〜(3)いずれかに記載の繊維。
(5)ポリマーA、ポリマーBのうち、海成分を構成する方のポリマーと島成分を構成する方のポリマーの重量比を80/20〜60/40で混合し、さらに上記両ポリマーの合計重量に対し、相溶化剤を1〜3重量%添加することを特徴とする上記(1)〜(4)いずれか1項に記載の繊維。
(6)上記(1)〜(5)いずれか1項に記載の繊維からなる撥水性布帛。
(7)可染性ポリマーAとその他のポリマーBを混合して溶融紡糸して海島構造を有するポリマーアロイ繊維を製造する際に、可染性ポリマーA、その他のポリマーBのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のメルトマスフローレート(MFR)Yが下記式(1)を満足するような可染性ポリマーA、その他のポリマーBを用いることを特徴とする、上記(1)〜(5)のいずれかに記載の繊維の製造方法。
式(1) 7≦X/Y≦37
【発明の効果】
【0007】
本発明の繊維では、繊維表面にある筋状の凸状突起体の存在により、撥水後加工処理を施さなくても極めて優れた撥水性能を有する。後処理加工に比べて撥水性能が長期間失われることなく維持できしかも通常の撥水後加工処理品のように布帛の風合が損なわれない一方で、染色加工は通常の可染性繊維と同様の方法で行うことが可能であり、スポーツウェア、カジュアルウェア等の衣料用繊維素材として利用が可能である。
【図面の簡単な説明】
【0008】
【図1】本願発明の実施例1で製造した繊維の筋状部の一例を示すAFM(原子間力顕微鏡)画像である。
【図2】本願発明の実施例1で製造した繊維の筋状部上にある微小な突起の一例を示すAFM画像である。
【発明を実施するための形態】
【0009】
以下、本発明の構成要件を詳述する。
【0010】
本発明の繊維は単糸の表面に、単糸長手方向に特定の形態で複数並ぶ筋状部を有している必要がある。これは筋状部により単糸表面に凹凸を形成する事で繊維の比表面積を大きくし、所謂蓮の葉効果を繊維表面に発現せしめるためであり、これにより優れた撥水効果をもたらすものである。
【0011】
ここで言う筋状部とはAFM(原子間力顕微鏡)を用いて、繊維長手方向が縦軸に沿うように調整し、縦×横×高さ=5000nm×5000nm×400nmの画像を出力し、これを縦×横×高さ=95mm×180mm×77mmに拡大した画像を用い、縦、横、高さをそれぞれY、X、Z軸と定義した。この画像中のY=0およびY=5000nmでの横軸切面を観察し、少なくとも1切面において10nm以上の高低差を有する谷部によって挟まれる一つながりの凸部部分を筋状部とし、上記によって特定した各筋状部すべてについてY=0またはY=5000nmいずれかの切面でのピークを通り、Y軸に平行な直線をそれぞれ引き、各直線同士の距離を筋状部の距離とした。
【0012】
また、筋状部の、両隣の谷部からの高さについては、Y=0またはY=5000nmの切面、X−Z平面にプロットされた糸表面上の任意の凸部を選択し、その凸部と交差する直線と直線L1(Z=z1)および、直線L2(Z=z2=z1+10nm)を定義し、直線L1と糸表面の交点として点A(x1,z1)、点Aの隣の交点を点D(x4,z4(=z1))(但しx4>x1)とし、AとDに挟まれる糸表面とL2の交点のうち、点A、点Dと隣り合った交点を点Bおよび点Cとする。同様に糸表面とL1の交点のうち点Dの隣の点E(x5,z1)(但しx5>x4)、直線L3(Z=z3、z2≧z3>z1)を設定したときに糸表面と直線L3(Z=z3、z2≧z3>z1)の交点のうち、点Eの隣の交点を点F(x6,z3)(但しx6>x5)、点Aの隣の直線L1との交点を点G(x7,z1)(但しx1>x7)、直線L4(Z=z4、z2≧z4>z1)を設定したとき、糸表面とL4の交点のうち、点Gの隣の交点Hを点H(x8,z4)(但しx7>x8)と定義する。なお、A〜E、Gはそれぞれ独立に、A=G、B=C、D=Eであってもよい。すなわち、糸表面と直線L1、L2、L3、L4との交点が、糸表面上に点H(x8,z4)、点G(x7,z1)、点A(x1,z1)、点B(x2、z2)、点C(x3、z2)、点D(x4、z1)、点E(x5、z1)、点F(x6、z3)(x8<x7≦x1<x2≦x3<x4≦x5<x6)の順に点H、G、A、B、C、D、E、Fを定義する。このような関係が成立するとき、点H、G、A、B、C、D、E、Fの間の糸表面は谷部にはさまれた凸部が存在する状態となり、筋状部があると判断する。
【0013】
点Bと点Cに挟まれる糸表面の点の内もっともZ軸方向に高さの高い点を筋状部のピークとし、(B=Cの場合は点Cがピーク)点Dと点Eに挟まれる糸表面の点の内もっともZ軸方向に高さの低い点を谷部の底とする(D=Eの場合は点Dがピーク)。このときの筋状部のピークと谷部の底の高さを筋状部のC−D側の高さと定義する。同様に筋状部のA−B側の高さも測定し、このうち小さい値を筋状部の高さとした。以上の定義に従って凸部ごとに点Aを変化させ高さを測定する。
【0014】
このように測定した筋状部が、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下を満たすように分布していることが必要である。
【0015】
筋状部の最大高さが10nm未満の場合、布帛に水滴を落としたとき、繊維の谷部と水滴との間に含まれる空気の量が少なく、ある程度の撥水性は得られるものの、これだけでは布帛としたときに十分な撥水性を発現することが困難である。また、筋状部の最大高さが300nmを越える場合、繊維の断面形状が不安定となり、紡糸性が低下する。
【0016】
また、筋状部の距離が100nm未満となる場合は布帛に水滴を落としたとき、繊維の谷部と水滴との間に含まれる空気の量が少なくなってしまい、撥水性が低下する。一方で、筋状部の距離が1400nmを越える場合は布帛に水滴を落としたとき、水滴を支持する筋状部の密度が低くなりすぎてしまい、撥水性が低下する。
【0017】
従って、観察される筋状部の内、90%以上の筋状部が上記筋状部の最大高さと筋状部の距離を満たしていることが好ましく、より好ましくはすべての筋状部が満たしていることである。
【0018】
このような筋状部を糸表面に形成させる方法としては異なるポリマーをブレンドし、溶融紡糸した糸の断面が海島構造のポリマーアロイとする方法が最適である。他の方法すなわち、単一の素材を用いて異形断面口金を用いて紡糸したり、複合糸を減量処理したりする事で繊維表面に微小な筋部を高密度で形成することは口金の加工精度、減量速度の制御等、限界を超えており、非常に困難である。
【0019】
以下にポリマーアロイ糸が筋状部を有する原理を説明する。
【0020】
ブレンドしたポリマーを口金から吐出し、糸条を形成する過程において、細い口金孔に押し込まれたポリマーは強い圧縮力を受けながら孔内を通過し、口金孔から吐出された直後に圧縮力を解放する。
【0021】
一方で、口金孔内のアロイポリマーには口金孔壁面との間にズリ応力も働いており、アロイポリマーの島成分はズリ応力によりポリマー進行方向に長く引き延ばされた状態になっている。これに加え、ポリマー間には各ポリマーの溶解度パラメータの差に起因する界面張力も働いているため、この界面張力が最小となるようにアロイポリマー収縮力が働いており、口金孔内ではズリ応力と収縮力が釣り合いながら移動している。このため、口金孔からアロイポリマーが吐出されるとアロイポリマーに収縮力のみが働くようになる。
【0022】
以上により口金孔より吐出されたアロイポリマーには口金直下にてアロイポリマー上流側からの力(圧縮力)と下流側からの力(収縮力)が加わるためアロイポリマーは進行方向と垂直な方向へ全体的にふくらみながら吐出される。これをバラス効果という。
【0023】
このとき、アロイポリマーの島成分に対し海成分の流動性が非常に大きい場合は海成分がより大きくふくらむため島成分にはさまれた部分の海成分が凸になり、筋状部を形成する。従って、島成分の密度が適度に低い領域では凸部の隆起が生じやすく、島成分の密度が高くなるほど島成分にはばまれ凸部の隆起が生じにくくなるため、密度が適度に低い場合に筋状部の高さが高くなりやすく、密度が高くなるにつれ、低くなり、高すぎると隆起がほとんど生じず結果として谷部を形成する。
【0024】
従って、ポリマーの組み合わせとしては、海成分は島成分より溶融時の流動性が高いものとし、溶解度パラメータ、溶融時の流動性が異なったポリマーを組み合わせることが好ましい。
【0025】
ただし、溶解度パラメータが大きく異なり過ぎるポリマーを組み合わせた場合、バラス効果による収縮力が大きくなりすぎ、曳糸性が極端に低下し、紡糸困難となる場合がある。このような場合は相溶化剤を適量添加し、曳糸性を安定化させることができる。このような場合に用いる相溶化剤としては、両方のポリマーと相溶性のよい別のポリマーを用いてもよいし、どちらかのポリマーをベースに、他方のポリマーと親和性、反応性のある官能基等を共重合その他の方法により導入したポリマーでもよい。
【0026】
添加方法についても、海成分、島成分と同時に混合してもよいし、あらかじめ海成分、島成分を混合した後にエクストルーダ内にサイドフィードしてもよい。
【0027】
以上により繊維表面に微小な筋部を高密度で形成する事が可能となる。
【0028】
また、本発明の繊維は、上記筋状部のほかに微小な突起部を具備していることが好ましい。これは前記筋状部と微小な突起部の2重の凹凸構造となることにより繊維の比表面積をより大きくし、蓮の葉効果を増大させる効果があるためである。このときの微小な突起部は、AFM(原子間力顕微鏡)を用いて繊維長手方向が縦軸に沿うように調整し、縦×横×高さ=1000nm×1000nm×100nmの画像を出力し、これを縦×横×高さ=95mm×180mm×77mmに拡大した画像を用い、微小な突起の高さとY=0の切面上にある個数を計測する。
【0029】
本発明においては、上記測定の結果、両隣の谷部からの最大高さが2nm以上10nm未満のピークを1つないしは複数有し、隣り合う微小な筋又は突起部の稜線間距離または頂点距離は10nm以上100nm未満のものであることが好ましい。
【0030】
つぎに本発明で用いるポリマーとしては、染色性と撥水性を両立させるためにアロイポリマーの内少なくとも1成分は可染性ポリマーとすることが好ましく、より好ましくは海成分を可染性ポリマーとすることである。
【0031】
上記において、可染性ポリマーAとは、染色が可能なポリマーであれば特に制限はなく、具体的には可染性ポリマーとして、ポリアミド、ポリエステル、セルロース、アクリル、ポリウレタン、ポリオレフィン等が好ましく、より好ましくはポリアミド6、ポリアミド6,6、ポリアミド6,10、ポリエチレンテレフタラート、ポリ乳酸であり、ポリマーの融点、流動性の制御を考慮するとポリアミド6がもっとも好ましい。
【0032】
また、その他ポリマーBとしては、可染性ポリマーとして使用したものとは異なるポリマーであって、本発明で規定する繊維とし得るものであれば可染性であってもなくてもよいが、とくに筋状部と筋状部の間で該ポリマーが繊維表面に露出した部分で撥水性を補助的に向上させる目的で該ポリマーが撥水または疎水性ポリマーである方が好ましい。具体的にはポリオレフィン系樹脂、フッ素樹脂、シリコーン樹脂等を好ましく挙げることができる。より好ましくはポリオレフィン(なかでも好ましくはポリエチレン、ポリプロピレン等)、エチレン-テトラフルオロエチレンであり、ポリマーの融点、流動性の制御等を考慮するとポリプロピレンがもっとも好ましい。
【0033】
なかでも可染性ポリマーとしてポリアミド、その他ポリマーとしてポリオレフィンを用いることが好ましい。
【0034】
また、これらのポリマーには、本発明の目的、効果を損なわない範囲で、二酸化チタン等の艶消し剤、酸化ケイ素、カオリン等の各種機能性粒子のほか、着色防止剤、安定剤、抗酸化剤等の添加剤を含有してもよい。
【0035】
本発明の繊維において、海成分のMFR:Xと島成分のMFR:Yは下記式(1)を満足することが好ましい。
式(1) 7≦X/Y≦37
【0036】
X/Yが37より大きい場合は、島成分の流動性が海成分の流動性に対して相対的に低すぎるため、繊維化した場合に島成分の分散径が大きくなりすぎ、撥水性や曳糸性の低下の原因となる。また、7より小さい場合は、島成分の流動性が海成分の流動性に対して相対的に高すぎるため、安定した海島構造をとりにくく、曳糸性の低下の原因となる。上記範囲であれば、バラス効果により曳糸性が低下しても適宜相溶化剤を添加することにより、曳糸性を容易に制御することができる。
【0037】
上記において、MFRは、JIS K7210(1999)に準じた装置を用い、温度:250℃、荷重:2160g重の条件にて測定したメルトマスフローレートの値をそのポリマーのMFRの代表値とする。
【0038】
各成分のメルトマスフローレートは、それぞれ、海成分が150〜250g/10分、島成分が4.5〜30g/10分であることが好ましい。
【0039】
また、これらのポリマーからなるアロイポリマーは海/島構造を安定させるために海成分の体積が多くなるようにブレンドすることが好ましい。
【0040】
また相溶化剤としては、前記のとおりポリマーブレンド繊維を構成する両方のポリマーと相溶性のよい別のポリマーや、どちらかのポリマーをベースに、他方のポリマーと親和性、反応性のある官能基等を共重合その他の方法により導入したポリマーが挙げられ、ポリマーブレンドに用いるポリマーにより、適宜選択して用いればよい。例えば海成分がポリアミド、島成分がポリオレフィンの場合、ポリオレフィンにナイロンと反応性を有する官能基、具体的には無水マレイン酸、アクリル酸、エポキシ基、オキサゾリン基等をグラフトさせたポリマー、中でも無水マレイン酸、アクリル酸、エポキシ基、オキサゾリン基等をグラフトさせたポリオレフィン等の変性ポリオレフィンが好ましく、無水マレイン酸変性ポリプロピレン、無水マレイン酸、アクリル酸変性ポリプロピレンであることがより好ましい。海成分にポリアミド、島成分にポリプロピレン、相溶化剤として、無水マレイン酸変性ポリプロピレン、無水マレイン酸、アクリル酸変性ポリプロピレン等の変性ポリプロピレンを用いることが好ましい。
【0041】
本発明において、島成分と海成分、必要に応じて添加する相溶化剤は同時に溶融することを考慮すると、互いに融点と近いものが好ましい。また島成分と海成分、必要に応じて添加する相溶化剤の混合は、紡糸以前の任意の段階で行うことが可能であり、ペレットの状態で混合缶にてブレンドしたものを溶融紡糸してもよいし、それぞれ個別に計量したものを連続的にエクストルーダに投入し溶融混練させる方法等により行うことができる。
【0042】
また、相溶化剤を添加する前の海成分を構成するポリマーと島成分を構成するポリマーの配合比については重量比で80/20〜60/40の範囲であることが好ましい。海成分が多くなりすぎると糸表面の筋状部の密度が低くなり、撥水性が低下する。一方島成分が多くなりすぎると、バラスが大きくなりすぎるため糸の曳糸性が悪化し、安定して生産することが困難になる。また、相溶化剤の添加量は上記海・島両成分の合計の重量に対して、0.5〜5重量%であることが好ましく、1〜3重量%であることがより好ましい。適切な添加量は相溶化剤に含まれる官能基の量や種類によって異なるが、添加量が少なすぎるとバラス抑制の効果が小さく糸の曳糸性が悪化し、安定して生産することが困難になり、多すぎると海成分または/および島成分と相溶化剤が反応しすぎるためポリマーが増粘し、安定して生産することが困難になる。
【0043】
このようにして得られた樹脂をポリマー吐出部がストレート孔となっている口金より吐出させ、冷却した後、給油、収束性を付与した後、引き取りローラにより引き取り、そのまま連続して延伸し、または一旦巻き取り、別工程において延伸した後、ボビンに巻き取ることにより本発明の繊維が得られる。
【0044】
このとき、使用する口金について、一般的にはバラスの大きいポリマーを溶融紡糸する際には、曳糸性を向上させる目的で、ポリマー吐出孔の最下流部の孔径を拡大する事でバラスの発生を抑制したいわゆる段付き口金を用いるが、本発明においてはバラス効果により繊維に筋を付与しているため、このような口金は用いず、ポリマー吐出孔がストレートな形状をしたいわゆるストレート口金を用いることが好ましい。
【0045】
また、引き取りローラでの引き取り速度と延伸倍率の積は2000以上、5000以下であることが好ましい。引き取り速度と延伸倍率の積が2000未満の場合、繊維の配向が進まないため、得られる繊維の強度が小さくなるためである。また、引き取り速度と延伸倍率の積が5000を越える場合、口金から吐出された糸条に形成される筋状部は、引き取り、延伸される過程で小さくなるためこの値が大きくなりすぎると繊維の撥水性が低下するためである。またより好ましくは、上記を満たし、かつ、引取速度2000m/min以上、4000m/min以下、延伸倍率1.0倍以上2.5倍以下である。
【0046】
繊維の紡糸方法、形態については特に限定はなく、長繊維、短繊維、紡糸のいずれでもよい。
【0047】
また、紡糸、に引き続いて仮撚加工を施してもよい。
【0048】
繊維の繊度、フィラメント数も特に限定はなく、断面形状も得られる布帛の用途等に応じて任意の形状とすることができ、例えば円形の他、三角、偏平、星形、V型等の異形断面またはそれらの中空断面であってもよいが、衣料用繊維素材として使用する事を考慮すると、繊度は8デシテックス以上235デシテックス以下、フィラメント数は1以上144フィラメント以下、断面形状は円形、扁平、トライポッド、星形、楕円八葉形が好ましい。
【0049】
かくして得られる本発明の繊維は、極めて優れた撥水性能を有し、かつ染色加工は通常の可染性繊維と同様の方法で行うことが可能であるため、スポーツウェア、カジュアルウェア等の衣料用繊維素材として好適に用いられる。
【実施例】
【0050】
以下、実施例を挙げて本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例及び比較例中の部および%はそれぞれ重量部および重量%を示す。なお実施例における特性値の測定法等は次のとおりである。
【0051】
(1)筋状部の特定
AFM(原子間力顕微鏡、Bruker AXS社 Digital Instruments製 NanoScope IIIa AFM)を用いて、繊維長手方向が縦軸に沿うように調整し、縦×横×高さ=5000nm×5000nm×400nmの画像を出力し、これを縦×横×高さ=95mm×180mm×77mmに拡大した画像を用い、その画像中のY=0およびY=5000nmでの横軸切面を観察し、少なくとも1切面において10nm以上の高低差を有する谷部によって挟まれる一つながりの凸部部分すべてを筋状部とした。
【0052】
(2)筋状部の距離と高さの測定
上記によって特定した各筋状部すべてについてY=0またはY=5000nmいずれかの切面でのピークを通り、Y軸に平行な直線をそれぞれ引き、各直線同士の距離を筋状部の距離とした。
【0053】
また、筋状部の、両隣の谷部からの高さについては、Y=0またはY=5000nmの切面、X−Z平面にプロットされた糸表面上の任意の凸部を選択し、その凸部と交差する直線と直線L1(Z=z1)および、直線L2(Z=z2=z1+10nm)を定義し、直線L1と糸表面の交点として点A(x1,z1)、点Aの隣の交点を点D(x4,z4(=z1))(但しx4>x1)とし、AとDに挟まれる糸表面とL2の交点のうち、点A、点Dと隣り合った交点を点Bおよび点Cとする。同様に糸表面とL1の交点のうち点Dの隣の点E(x5,z1)(但しx5>x4)、直線L3(Z=z3、z2≧z3>z1)を設定したときに糸表面と直線L3(Z=z3、z2≧z3>z1)の交点のうち、点Eの隣の交点を点F(x6,z3)(但しx6>x5)、点Aの隣の直線L1との交点を点G(x7,z1)(但しx1>x7)、直線L4(Z=z4、z2≧z4>z1)を設定したとき、糸表面とL4の交点のうち、点Gの隣の交点Hを点H(x8,z4)(但しx7>x8)と定義する。なお、A〜E、Gはそれぞれ独立に、A=G、B=C、D=Eであってもよい。すなわち、糸表面と直線L1、L2、L3、L4との交点が、糸表面上に点H(x8,z4)、点G(x7,z1)、点A(x1,z1)、点B(x2、z2)、点C(x3、z2)、点D(x4、z1)、点E(x5、z1)、点F(x6、z3)(x8<x7≦x1<x2≦x3<x4≦x5<x6)の順に点H、G、A、B、C、D、E、Fを定義する。このような関係が成立するとき、点H、G、A、B、C、D、E、Fの間の糸表面は谷部にはさまれた凸部が存在する状態となり、筋状部があると判断する。
【0054】
点Bと点Cに挟まれる糸表面の点の内もっともZ軸方向に高さの高い点を筋状部のピークとし、(B=Cの場合は点Cがピーク)点Dと点Eに挟まれる糸表面の点の内もっともZ軸方向に高さの低い点を谷部の底とする(D=Eの場合は点Dがピーク)。このときの筋状部のピークと谷部の底の高さを筋状部のC−D側の高さと定義する。同様に筋状部のA−B側の高さも測定し、このうち小さい値を筋状部の高さとした。以上の定義に従って凸部ごとに点Aを変化させ高さを測定する。
【0055】
(3)MFRの測定
JIS K7210(1999)に準じた装置を用い、温度:250℃、荷重:2160g重の条件にて2回測定したメルトマスフローレートの値の平均値をそのポリマーのMFRの代表値とする。
【0056】
(4)筒編み地の製作
57dtexのポリアミド系繊維を2本合糸し、筒編み機にて度目40〜55となるように行った。
【0057】
(5)筒編み地の精錬、染色
上記で得られた筒編み地をノニオン界面活性剤(第一工業製薬社製ノイゲンSS)2g/l水溶液を編み地1gに対し100ml用意し、60℃にて30分洗浄した後流水にて20分水洗し、脱水機にて脱水する。
【0058】
次に酸性染料(関東科学社製キシレンファーストブルー)を濃度0.28%owfの水溶液液を用いて温度90℃で60分間染色した。
【0059】
(6)筒編み地の乾燥
上記(5)で染色した筒編み地を70℃に設定した熱風乾燥機にて2hr乾燥したあと室温にて12hr以上放冷した。
【0060】
(7)撥水性の測定
編み地を上記(5)〜(6)の方法で精錬、染色し、乾燥させた後、高さ5mmの距離から0.1ccの水をスポイトにて編み地上に滴下する。滴下後1時間後に編み地の状態を目視し、水滴が編み地に浸透していなければ撥水性があると判断した。
【0061】
(8)繊度
1m/周の検尺器に繊維をセットし、100回転させて、100ターンのループ状かせを作成する。試料を25℃RH55%の環境下、無荷重の状態で24時間放置して調湿した。その後同環境下にて、ループ状かせの重量を測定して得られた値を100倍することにより繊維の繊度を算出した。
【0062】
実施例1
水分率を0.1%まで乾燥させたMFR=177.0のナイロン6のポリマーペレットをと、MFR=3.9g/10分のポリプロピレンポリマーペレット(日本ポリプロ社製“ノバテック”FY6)および相溶化剤として無水マレイン酸変性ポリプロピレン(東洋紡社製“トーヨータック”PMA−H1100P)を65/35/3となるように計量しながら、2軸押出機(東芝機械社製TEM26SS)にて250℃、回転数300rpmで溶融し、溶融ポリマーを270℃の紡糸機に導き口金を経て糸条を吐出させる。以下常法にしたがって、糸条を2260m/分で引き取り、引き続いて3620m/分で延伸(延伸倍率1.6倍、引取速度と延伸倍率の積3616)しながら110℃で熱セットし、引き続き3500m/分で巻き取ることにより57dtex、26フィラメントのポリアミド系長繊維を得た。
【0063】
得られた繊維をAFMにて観察した結果を図1、2に示す。図1によれば、繊維表面にピークの高さが13nm〜62nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は332nm〜1163nmの範囲に全て分布していた。図2によれば2.0〜8.5nmの微小突起が15個分布していた。
【0064】
この繊維を筒編み、精錬・染色、乾燥した後撥水性を確認した結果、良好な撥水性を示した。
【0065】
実施例2
相溶化剤として無水マレイン酸、アクリル酸変性ポリエチレン(アルケマ社製“ボンダイン”AX8390)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0066】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが29nm〜284nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は616nm〜1386nmの範囲に分布していた。
また、2.7〜5.3nmの微小突起が9個分布していた。
【0067】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0068】
実施例3
相溶化剤として無水マレイン酸変性ポリプロピレン(三菱化学社製“モディック”P928)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0069】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが11nm〜241nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は270nm〜1194nmの範囲に分布していた。
【0070】
また、2.7〜7.1nmの微小突起が11個分布していた。
【0071】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0072】
実施例4
ポリプロピレンを(プライムポリマー社製“プライムポリプロ”J106G:MFR=25.4g/10分)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0073】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが21nm〜78nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は111nm〜914nmの範囲に分布していた。
【0074】
また、2.0〜8.5nmの微小突起が22個分布していた。
【0075】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0076】
実施例5
ナイロン6、ポリプロピレン、相溶化剤の重量比率を60/40/3としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0077】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが15nm〜82nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は286nm〜1052nmの範囲に分布していた。
【0078】
また、2.7〜9.1nmの微小突起が9個分布していた。この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0079】
実施例6
ナイロン6、ポリプロピレン、相溶化剤の重量比率を80/20/3とし、ポリプロピレンを(プライムポリマー社製“プライムポリプロ”J106G:MFR=25.4g/10分)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を得た。
【0080】
得られた繊維をAFMにて観察した結果、繊維表面にピークの高さが18nm〜52nmの範囲に分布する筋状部を有し、かつ筋状部どうしの距離は153nm〜785nmの範囲に分布していた。
【0081】
また、2.0〜7.8nmの微小突起が18個分布していた。
【0082】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、良好な撥水性を示した。
【0083】
比較例1
ポリプロピレンを(日本ポリプロ社製“ノバテック”EA8W:MFR=1.37g/10分)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を溶融紡糸したが口金から吐出されたポリマーが直後に切れてしまい、糸条のサンプリングは不可能であった。
【0084】
比較例2
ポリプロピレンを(プライムポリマー社製“プライムポリプロ”ZS1337A:MFR=40.1)としたこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を溶融紡糸したが口金から吐出されたポリマーが直後に切れてしまい、糸条のサンプリングは不可能であった。
【0085】
比較例3
相溶化剤を添加しなかったこと以外実施例1と同様の方法で57dtex、26フィラメントのポリアミド系長繊維を溶融紡糸したが口金から吐出されたポリマーが直後に切れてしまい、糸条のサンプリングは不可能であった。
【0086】
比較例4
ポリプロピレン(プライムポリマー社製“プライムポリプロ”S119)単体で2軸押出機(東芝機械社製TEM26SS)にて190℃、回転数300rpmで溶融し、溶融ポリマーを220℃の紡糸機に導き口金を経て糸条を吐出させる。以下常法にしたがって、糸条を2260m/分で引き取り、引き続いて3620m/分で延伸した後ながら110℃で熱セットし、引き続き3500m/分で巻き取ることにより45dtex、26フィラメントのポリプロピレン長繊維を得た。得られた繊維をAFMにて観察した結果、繊維表面に高さが35nmのピークを有するスジが1カ所有るのみであった。
【0087】
この繊維を筒編みし、脱油・乾燥後撥水性を確認した結果、撥水性は示さなかった。
【0088】
【表1】
【0089】
【表2】
【特許請求の範囲】
【請求項1】
可染性ポリマーAとその他のポリマーBからなり、海島構造を有するポリマーアロイ繊維であって、該繊維表面に、繊維長手方向に複数並ぶ筋状部を有し、この筋状部は、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下であることを特徴とする熱可塑性樹脂からなる繊維。
【請求項2】
ポリマーアロイ繊維が海島構造を有し、可染性ポリマーを海成分、その他ポリマーを島成分とすることを特徴とする請求項1記載の繊維。
【請求項3】
ポリマーアロイ繊維が海島構造を有し、可染性ポリマーA、その他のポリマ−Bのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のポリマーのメルトマスフローレート(MFR)Yが下記式(1)を満足することを特徴とする、請求項1〜2いずれかに記載の繊維。
式(1) 7≦X/Y≦37
【請求項4】
可染性ポリマーがポリアミド、その他ポリマーがポリオレフィンであることを特徴とする請求項1〜3いずれかに記載の繊維。
【請求項5】
ポリマーA、ポリマーBのうち、海成分を構成する方のポリマーと島成分を構成する方のポリマーの重量比を80/20〜60/40で混合し、さらに上記両ポリマーの合計重量に対し、相溶化剤を0.5〜5重量%添加することを特徴とする請求項1〜2いずれか1項に記載の繊維。
【請求項6】
請求項1〜5いずれか1項に記載の繊維からなる撥水性布帛。
【請求項7】
可染性ポリマーAとその他のポリマーBを混合して溶融紡糸して海島構造を有するポリマーアロイ繊維を製造する際に、可染性ポリマーA、その他のポリマ−Bのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のメルトマスフローレート(MFR)Yが下記式(1)を満足するような可染性ポリマーA、その他のポリマーBを用いることを特徴とする、請求項1〜5のいずれかに記載の繊維の製造方法。
式(1) 7≦X/Y≦37
【請求項1】
可染性ポリマーAとその他のポリマーBからなり、海島構造を有するポリマーアロイ繊維であって、該繊維表面に、繊維長手方向に複数並ぶ筋状部を有し、この筋状部は、両隣の谷部からの最大高さが10nm以上300nm以下のピークを1つないしは複数有し、かつ筋状部どうしの距離は100nm以上1400nm以下であることを特徴とする熱可塑性樹脂からなる繊維。
【請求項2】
ポリマーアロイ繊維が海島構造を有し、可染性ポリマーを海成分、その他ポリマーを島成分とすることを特徴とする請求項1記載の繊維。
【請求項3】
ポリマーアロイ繊維が海島構造を有し、可染性ポリマーA、その他のポリマ−Bのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のポリマーのメルトマスフローレート(MFR)Yが下記式(1)を満足することを特徴とする、請求項1〜2いずれかに記載の繊維。
式(1) 7≦X/Y≦37
【請求項4】
可染性ポリマーがポリアミド、その他ポリマーがポリオレフィンであることを特徴とする請求項1〜3いずれかに記載の繊維。
【請求項5】
ポリマーA、ポリマーBのうち、海成分を構成する方のポリマーと島成分を構成する方のポリマーの重量比を80/20〜60/40で混合し、さらに上記両ポリマーの合計重量に対し、相溶化剤を0.5〜5重量%添加することを特徴とする請求項1〜2いずれか1項に記載の繊維。
【請求項6】
請求項1〜5いずれか1項に記載の繊維からなる撥水性布帛。
【請求項7】
可染性ポリマーAとその他のポリマーBを混合して溶融紡糸して海島構造を有するポリマーアロイ繊維を製造する際に、可染性ポリマーA、その他のポリマ−Bのうち、海成分を構成する方のポリマーのメルトマスフローレート(MFR)Xと、島成分を構成する方のメルトマスフローレート(MFR)Yが下記式(1)を満足するような可染性ポリマーA、その他のポリマーBを用いることを特徴とする、請求項1〜5のいずれかに記載の繊維の製造方法。
式(1) 7≦X/Y≦37
【図1】

【図2】
【図2】
【公開番号】特開2012−158842(P2012−158842A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−18043(P2011−18043)
【出願日】平成23年1月31日(2011.1.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年1月31日(2011.1.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]