
高強力ポリエチレンテレフタレート繊維及びその製造方法
【課題】本発明は、産業用高強力ポリエチレンテレフタレート繊維およびその製造方法に関するものであり、紡糸過程で繊維を熱固定したために熱的性質が良く、一定の熱処理後にも固有の強力値を一部だけ失い、切断伸度と収縮率値が低い高強度繊維で、強度10.0g/d以上、切断伸度14%以下のポリエチレンテレフタレート産業用糸を提供する。本発明の高強力繊維は産業用ロープ、土木用補強材、シートグベルトウェビング用、シートベルト用に有用である。
【解決手段】固有粘度IV0.90〜1.20範囲のポリエチレンテレフタレートチップを溶融紡糸して延伸した後、追加熱源装置を付けて熱的特性が向上した高強力ポリエチレンテレフタレート繊維を製造することを特徴とする。
【解決手段】固有粘度IV0.90〜1.20範囲のポリエチレンテレフタレートチップを溶融紡糸して延伸した後、追加熱源装置を付けて熱的特性が向上した高強力ポリエチレンテレフタレート繊維を製造することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、産業用高強力ポリエチレンテレフタレート繊維及びその製造方法に関し、より詳しくは高強力の特性を有しつつ、高モジュラス及び低延伸率、低収縮率の特性を有しており、土木用ジオグリッド製品、産業用シートグベルトウェビング用などに用いられる産業用高強力ポリエチレンテレフタレート繊維及びその製造方法に関するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート繊維の強度を高めるための従来の方法においては、高粘度チップを溶融した後、溶融したポリマーの温度を310℃まで高めて十分に溶かした後、400メッシュ以下のフィルタ層を通過させてフィルタリングを行った後、フード長さを280mm、フード温度を340℃に設定して急速冷却空気でポリマーを固化させる。次に、ゴデットローラで低速で巻き取って得た未延伸糸を1段及び2段で延伸倍率6.0まで直接延伸を行った後、リラックスさせて巻き取る方法であった。この時、低速巻取りで未延伸時の配向度を低くし、高配率の延伸を与えて高強度繊維を得た。上記の方法によって製造される既存の産業用ウェビングベルトなどの製品に広く用いられるポリエチレンテレフタレート糸の物性は、モジュラス70g/d〜100g/d、強度9.5g/d以下、切断伸度14〜18%である。
【0003】
現在の紡糸技術を用いてより高強度のものを得るために延伸倍率を高めて原糸を生産するため、繊維軸方向に配向が高くなる。高配向問題で後工程時において高熱に一定時間露出されると原糸の収縮率が高くなり、その固有の強力値をかなり失い、高強度糸を獲得するといっても製品化時における強力の損失が大きいため高強度原糸の長所が無くなる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
最近、産業用原糸の開発傾向は高強力化を施して製品に入る所要量を減らして費用節減を図ったり軽量化を図ったりする傾向である。シートベルトの場合には車両内において収納空間を確保するためのベルト地の薄地化が求められる。この技術は原糸の使用量を減らすか用いる原糸デニールを低くすることによって達成することができるが、この目的を達成するためには原糸の強力が既に用いるものより高くなければならない。特に最終製品化時における染色工程に高熱処理が含まれるため、熱における強力損失を最小化することが重要である。ジオグリッド製品やコンベヤーベルト製品に含まれる高強力原糸の場合もまた、170〜190℃の高熱を処理するため、熱処理後の原糸の強力の損失が最小限になるように原糸をデザインすることが重要である。
【0005】
したがって、高強力原糸を製造するにおいて、既存の高倍率の延伸によって製造された産業用原糸は、後工程で熱に露出した後にはその固有の強力を失う弱点を克服することが重要である。本発明は、上記のように、高強力原糸を製造するための先行技術の高延伸を施す時の原糸の強力損失の問題点を考慮して、GRに追加熱源を用いて一定時間の熱処理後にも一定レベル以上の強力を維持し、原糸の強度10.0g/d以上、切断伸度14%以下のポリエチレンテレフタレート産業用糸を製造することをその技術的課題とする。
【課題を解決するための手段】
【0006】
本発明は、単糸デニールが8以上であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.18〜1.50であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは1.0〜1.4であることを特徴とするポリエチレンテレフタレートマルチフィラメントを提供する。
【0007】
また、単糸デニールが8以下であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.10〜1.40であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは0.95〜1.30であることを特徴とするポリエチレンテレフタレートマルチフィラメントを提供する。
【0008】
ポリエチレンテレフタレートモノフィラメントの個数は50〜500個であることが好ましい。
また、ポリエチレンテレフタレートマルチフィラメントの総繊度は500〜3000デニールであることが好ましい。
さらに、ポリエチレンテレフタレートマルチフィラメントを合撚糸して総繊度が2000〜30000デニールであることが好ましい。
【0009】
また、ポリエチレンテレフタレートチップを溶融紡糸した後、ゴデットローラで低速で巻き取って得た未延伸糸を多段延伸するポリエチレンテレフタレートマルチフィラメントの製造方法において、巻取りワインダー直前のゴデットローラボックス15の内部に追加ヒータ16を用いて製造する方法を提供する。
【発明の効果】
【0010】
本発明は、高粘度のポリエチレンテレフタレートチップを溶融紡糸して、高延伸倍率で原糸をとる時に追加熱源装置を付けることにより、熱的特性が向上した高強度、低収縮率、毛羽数の少ない特性から、産業用ロープ、シートグベルトウェビング用、シートベルト用などに有用な産業用ポリエステル糸として、超高強度が必要な産業用糸として有用に用いられ得る。
【発明を実施するための最良の形態】
【0011】
以下、本発明をより詳細に説明する。
本発明によれば、ポリエチレンテレフタレート糸を製造するにおいて、高強度と低収縮を同時に実現するために高延伸倍率は維持し、追加熱源を用いて原糸を高温の多量の熱に露出させて熱セッティングになった安定したポリマー鎖を作り、一定レベルの張力を維持して高強度を得ることによって熱に安定したポリエチレンテレフタレート糸を提供する。
【0012】
本発明を例示図面に基づいてより詳細に説明すれば次の通りである。
固有粘度IVが0.90〜1.20範囲であるポリエチレンテレフタレートチップを押出機(1)で溶融した後、ギアーポンプ(2)を通過した後、フィルタ(メッシュサイズは30μm)(3)でフィルタリングされる。フードヒータI(4)、フードヒータII(5)、フードヒータIII(6)の温度を300〜350℃にし、紡糸されたポリマーが固化するように金属冷却空気を吸気7および排気8させる。固化した糸をオイリングローラ9で適当量のオイルを与えた後、ゴデットローラGR2(10)とゴデットローラGR3(11)で予備延伸を経た後、ゴデットローラGR3(11)とゴデットローラGR4(12)で高比率の2次の延伸を行い、ゴデットローラGR4(12)とゴデットローラGR5(13)上でリラックスさせた後に巻き取る。この時、ゴデットローラGR5(13)を含むボックス15の内部に追加ヒータ16を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー(14)との間に発生する張力を制御した。用いられる追加ヒータ(16)の温度はPresent Value(PV)で200〜340℃を維持し、好ましくは260〜320℃である。200℃未満では熱に安定した高強度繊維を得ることが難しく、340℃を超えるとフラフの発生が急激に増加して作業性が落ちる。この時、製造工程においてゴデットローラGR5(13)とワインダー(14)との間の張力は追加熱源の温度とワインダーの速度で調整可能であるが、0.10cN/d〜0.30cN/dの張力で良い紡糸作業性を示した。このような工程で製造されたポリエチレンテレフタレート糸は、高延伸においても熱による原糸の強力に優れており、後工程で高熱を与えて製品を生産する染色が必要な産業用シ―トグベルトウェビング製品、ジオグリッド製品、そしてコンベヤーベルト製品などの産業用製品において物性の特性をよりよく発現することができる。
【0013】
また、本発明で用いられる追加ヒータの光源の面積は100〜600cm2であることが好ましく、300〜400cm2であることがより好ましい。この時、光源の面積が100cm2未満であると十分な熱量供給が難しく、600cm2を超えると正確な温度調節が難しい。
また、ゴデットローラGR5(13)とワインダー14との間に発生する張力は移動式張力機を用いてインタレーサの前で測定した。
【実施例】
【0014】
実施例及び比較例において物性評価を行う方法は下記の通りである。
1)固有粘度(I.V.)
フェノールと1,1,2,2−テトラクロロエタノールを6:4(重量比)で混合した試薬(90℃)に試料0.1gを90分間溶解させた後、ウベローデ(Ubbelohde)粘度計に移し入れて30℃の恒温槽で10分間維持させ、粘度計と吸引装置(Aspirator)を用いて溶液の落下秒数を求める。溶媒の落下秒数も上記の方法で下記数学式によってR.V.値およびI.V.値を計算した。
R.V.=試料の落下秒数/溶媒の落下秒数
I.V.=1/4×[(R.V.−1)/C]+3/4×(ln R.V./C)
前記式で、Cは溶液中の試料の濃度(g/100ml)である。
【0015】
2)原糸のモジュラスと強伸度測定方法
原糸を標準状態の条件、すなわち温度25℃と相対湿度65%の状態である恒温恒湿室で24時間放置した後、試料をASTM 2256方法で引張試験機によって測定する。
【0016】
3)収縮率測定方法
原糸を標準状態、すなわち温度25℃と相対湿度65%である恒温恒湿室で24時間放置する。150℃のオーブンで30分放置する。原糸を標準状態で24時間放置する。原糸の減った延伸率を測定する。(L0:試料を標準状態で24時間放置した後、初荷重(0.01g/d)下で測定した長さ、L1:一定時間熱を加えた後、初荷重(0.01g/d)下で減った試料の長さ)
【0017】
【数1】

【0018】
4)フラフ数
Pilot Warperテスト機を用いて糸速300〜500m/minと感度2.5〜4.5level(相対値)で原糸長さを30,000メートルで測定して1億メートルに換算して表わす。
【0019】
5)作業性
1つのポジション(2end保有)で10日間観察して純粋にゴデットローラ上で糸切れが生じる個数を把握する。
【0020】
6)傾き
原糸のモジュラスと強伸度測定方法によって得られた力−変形曲線(Strength(kgf)−Strain(%)Curve)において(Y軸:Strength、X軸:Strain)Y軸の特定区間(0.006〜0.008(kgf/デニール))における傾き値
傾き=(Strength変位)/(Strain変位)
例)1000dの場合、Y軸変位は2である(6〜8kgf)
【0021】
実施例1〜3および比較例1〜4;
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダーの速度を3000m/minの速度にし、延伸比6.3倍率で1500デニール/144フィラメントを紡糸して表1の紡糸条件で延伸し、得られた原糸の物性を測定した。また、ゴデットローラGR5(13)を含むボックス(15)の内部に追加ヒータ(16)を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー14との間に発生する張力を制御した。用いられる追加ヒータ(16)の温度はPresent Value(PV)で表1のように維持した。ヒータ(16)の光源面積は350cm2であることが好ましい。この時、延伸負荷率(%)は強度10.0g/dの物性が発現される延伸倍率(A)と紡糸中に糸切れとなる時まで高めた最大延伸倍率(B)との比で表わす(延伸負荷率が高ければ良くない)。最大延伸倍率は、工程中延伸倍率を調節した後、5分以内に切断される点を基準とする。
【0022】
【数2】
【0023】
延伸倍率はGR4の速度をGR1の速度で分けた値で求める。
延伸倍率=(GR4の速度)/(GR1の速度)
【0024】
【表1】
【0025】
上記の条件で得られた原糸を一定条件の熱処理(Testrite機を利用:Model No.MK5)を行った後の物性を測定して力−変形曲線を求めた後、特定区間における傾きを表2に示す。
【0026】
【表2】
【0027】
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダー速度を3000m/minの速度にし、延伸比6.3倍率で紡糸して表1の紡糸条件で延伸し、得られた原糸の物性を測定した。また、ゴデットローラGR5(13)を含むボックス(15)の内部に追加ヒータ(16)を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー(14)との間に発生する張力を制御した。用いられる追加ヒータ(16)の温度はPresent Value(PV)で表2のように維持した。
【0028】
実施例4〜6および比較例5〜8;
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダー速度を3100m/minの速度にし、延伸比6.2倍率で1000デニール/192フィラメントを紡糸して表3の紡糸条件で延伸し、得られた原糸の物性を測定した。ヒータ16の光源面積は350cm2であることが好ましい。この時、延伸負荷率(%)は強度10.5g/dの物性が発現される延伸倍率(A)と紡糸中に糸切れとなる時まで高めた最大延伸倍率(B)との比で表わす。
【0029】
【表3】
【0030】
上記の条件で得られた原糸を一定条件の熱処理(Testrite機を利用:Model No.MK5)を行った後の物性を測定して力−変形曲線を求めた後、特定区間における傾きを表4に示す。
【0031】
【表4】
【0032】
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダー速度を3100m/minの速度にし、延伸比6.3倍率で紡糸して表3の紡糸条件で延伸し、得られた原糸の物性を測定した。また、ゴデットローラGR5(13)を含むボックス15の内部に追加ヒータ16を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー14との間に発生する張力を制御した。用いられる追加ヒータ16の温度はPresent Value(PV)で表4のように維持した。
【図面の簡単な説明】
【0033】
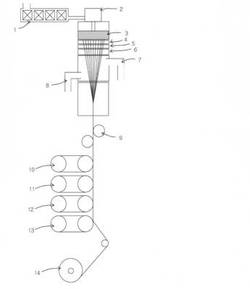
【図1】本発明の製造工程の概略図である。
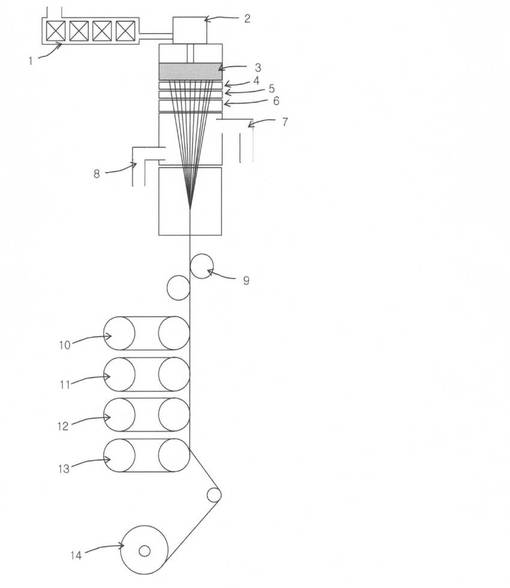
【図2】GR5ボックスの概略図である。
【符号の説明】
【0034】
1:押出機
2:ギアーポンプ
3:フィルタ
4,5,6:フードヒータ
7:吸気
8:排気
9:オイリングローラ
10,11,12,13:ゴデットローラ
14:ワインダー
15:ボックス
16:追加ヒータ
【技術分野】
【0001】
本発明は、産業用高強力ポリエチレンテレフタレート繊維及びその製造方法に関し、より詳しくは高強力の特性を有しつつ、高モジュラス及び低延伸率、低収縮率の特性を有しており、土木用ジオグリッド製品、産業用シートグベルトウェビング用などに用いられる産業用高強力ポリエチレンテレフタレート繊維及びその製造方法に関するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート繊維の強度を高めるための従来の方法においては、高粘度チップを溶融した後、溶融したポリマーの温度を310℃まで高めて十分に溶かした後、400メッシュ以下のフィルタ層を通過させてフィルタリングを行った後、フード長さを280mm、フード温度を340℃に設定して急速冷却空気でポリマーを固化させる。次に、ゴデットローラで低速で巻き取って得た未延伸糸を1段及び2段で延伸倍率6.0まで直接延伸を行った後、リラックスさせて巻き取る方法であった。この時、低速巻取りで未延伸時の配向度を低くし、高配率の延伸を与えて高強度繊維を得た。上記の方法によって製造される既存の産業用ウェビングベルトなどの製品に広く用いられるポリエチレンテレフタレート糸の物性は、モジュラス70g/d〜100g/d、強度9.5g/d以下、切断伸度14〜18%である。
【0003】
現在の紡糸技術を用いてより高強度のものを得るために延伸倍率を高めて原糸を生産するため、繊維軸方向に配向が高くなる。高配向問題で後工程時において高熱に一定時間露出されると原糸の収縮率が高くなり、その固有の強力値をかなり失い、高強度糸を獲得するといっても製品化時における強力の損失が大きいため高強度原糸の長所が無くなる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
最近、産業用原糸の開発傾向は高強力化を施して製品に入る所要量を減らして費用節減を図ったり軽量化を図ったりする傾向である。シートベルトの場合には車両内において収納空間を確保するためのベルト地の薄地化が求められる。この技術は原糸の使用量を減らすか用いる原糸デニールを低くすることによって達成することができるが、この目的を達成するためには原糸の強力が既に用いるものより高くなければならない。特に最終製品化時における染色工程に高熱処理が含まれるため、熱における強力損失を最小化することが重要である。ジオグリッド製品やコンベヤーベルト製品に含まれる高強力原糸の場合もまた、170〜190℃の高熱を処理するため、熱処理後の原糸の強力の損失が最小限になるように原糸をデザインすることが重要である。
【0005】
したがって、高強力原糸を製造するにおいて、既存の高倍率の延伸によって製造された産業用原糸は、後工程で熱に露出した後にはその固有の強力を失う弱点を克服することが重要である。本発明は、上記のように、高強力原糸を製造するための先行技術の高延伸を施す時の原糸の強力損失の問題点を考慮して、GRに追加熱源を用いて一定時間の熱処理後にも一定レベル以上の強力を維持し、原糸の強度10.0g/d以上、切断伸度14%以下のポリエチレンテレフタレート産業用糸を製造することをその技術的課題とする。
【課題を解決するための手段】
【0006】
本発明は、単糸デニールが8以上であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.18〜1.50であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは1.0〜1.4であることを特徴とするポリエチレンテレフタレートマルチフィラメントを提供する。
【0007】
また、単糸デニールが8以下であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.10〜1.40であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは0.95〜1.30であることを特徴とするポリエチレンテレフタレートマルチフィラメントを提供する。
【0008】
ポリエチレンテレフタレートモノフィラメントの個数は50〜500個であることが好ましい。
また、ポリエチレンテレフタレートマルチフィラメントの総繊度は500〜3000デニールであることが好ましい。
さらに、ポリエチレンテレフタレートマルチフィラメントを合撚糸して総繊度が2000〜30000デニールであることが好ましい。
【0009】
また、ポリエチレンテレフタレートチップを溶融紡糸した後、ゴデットローラで低速で巻き取って得た未延伸糸を多段延伸するポリエチレンテレフタレートマルチフィラメントの製造方法において、巻取りワインダー直前のゴデットローラボックス15の内部に追加ヒータ16を用いて製造する方法を提供する。
【発明の効果】
【0010】
本発明は、高粘度のポリエチレンテレフタレートチップを溶融紡糸して、高延伸倍率で原糸をとる時に追加熱源装置を付けることにより、熱的特性が向上した高強度、低収縮率、毛羽数の少ない特性から、産業用ロープ、シートグベルトウェビング用、シートベルト用などに有用な産業用ポリエステル糸として、超高強度が必要な産業用糸として有用に用いられ得る。
【発明を実施するための最良の形態】
【0011】
以下、本発明をより詳細に説明する。
本発明によれば、ポリエチレンテレフタレート糸を製造するにおいて、高強度と低収縮を同時に実現するために高延伸倍率は維持し、追加熱源を用いて原糸を高温の多量の熱に露出させて熱セッティングになった安定したポリマー鎖を作り、一定レベルの張力を維持して高強度を得ることによって熱に安定したポリエチレンテレフタレート糸を提供する。
【0012】
本発明を例示図面に基づいてより詳細に説明すれば次の通りである。
固有粘度IVが0.90〜1.20範囲であるポリエチレンテレフタレートチップを押出機(1)で溶融した後、ギアーポンプ(2)を通過した後、フィルタ(メッシュサイズは30μm)(3)でフィルタリングされる。フードヒータI(4)、フードヒータII(5)、フードヒータIII(6)の温度を300〜350℃にし、紡糸されたポリマーが固化するように金属冷却空気を吸気7および排気8させる。固化した糸をオイリングローラ9で適当量のオイルを与えた後、ゴデットローラGR2(10)とゴデットローラGR3(11)で予備延伸を経た後、ゴデットローラGR3(11)とゴデットローラGR4(12)で高比率の2次の延伸を行い、ゴデットローラGR4(12)とゴデットローラGR5(13)上でリラックスさせた後に巻き取る。この時、ゴデットローラGR5(13)を含むボックス15の内部に追加ヒータ16を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー(14)との間に発生する張力を制御した。用いられる追加ヒータ(16)の温度はPresent Value(PV)で200〜340℃を維持し、好ましくは260〜320℃である。200℃未満では熱に安定した高強度繊維を得ることが難しく、340℃を超えるとフラフの発生が急激に増加して作業性が落ちる。この時、製造工程においてゴデットローラGR5(13)とワインダー(14)との間の張力は追加熱源の温度とワインダーの速度で調整可能であるが、0.10cN/d〜0.30cN/dの張力で良い紡糸作業性を示した。このような工程で製造されたポリエチレンテレフタレート糸は、高延伸においても熱による原糸の強力に優れており、後工程で高熱を与えて製品を生産する染色が必要な産業用シ―トグベルトウェビング製品、ジオグリッド製品、そしてコンベヤーベルト製品などの産業用製品において物性の特性をよりよく発現することができる。
【0013】
また、本発明で用いられる追加ヒータの光源の面積は100〜600cm2であることが好ましく、300〜400cm2であることがより好ましい。この時、光源の面積が100cm2未満であると十分な熱量供給が難しく、600cm2を超えると正確な温度調節が難しい。
また、ゴデットローラGR5(13)とワインダー14との間に発生する張力は移動式張力機を用いてインタレーサの前で測定した。
【実施例】
【0014】
実施例及び比較例において物性評価を行う方法は下記の通りである。
1)固有粘度(I.V.)
フェノールと1,1,2,2−テトラクロロエタノールを6:4(重量比)で混合した試薬(90℃)に試料0.1gを90分間溶解させた後、ウベローデ(Ubbelohde)粘度計に移し入れて30℃の恒温槽で10分間維持させ、粘度計と吸引装置(Aspirator)を用いて溶液の落下秒数を求める。溶媒の落下秒数も上記の方法で下記数学式によってR.V.値およびI.V.値を計算した。
R.V.=試料の落下秒数/溶媒の落下秒数
I.V.=1/4×[(R.V.−1)/C]+3/4×(ln R.V./C)
前記式で、Cは溶液中の試料の濃度(g/100ml)である。
【0015】
2)原糸のモジュラスと強伸度測定方法
原糸を標準状態の条件、すなわち温度25℃と相対湿度65%の状態である恒温恒湿室で24時間放置した後、試料をASTM 2256方法で引張試験機によって測定する。
【0016】
3)収縮率測定方法
原糸を標準状態、すなわち温度25℃と相対湿度65%である恒温恒湿室で24時間放置する。150℃のオーブンで30分放置する。原糸を標準状態で24時間放置する。原糸の減った延伸率を測定する。(L0:試料を標準状態で24時間放置した後、初荷重(0.01g/d)下で測定した長さ、L1:一定時間熱を加えた後、初荷重(0.01g/d)下で減った試料の長さ)
【0017】
【数1】
【0018】
4)フラフ数
Pilot Warperテスト機を用いて糸速300〜500m/minと感度2.5〜4.5level(相対値)で原糸長さを30,000メートルで測定して1億メートルに換算して表わす。
【0019】
5)作業性
1つのポジション(2end保有)で10日間観察して純粋にゴデットローラ上で糸切れが生じる個数を把握する。
【0020】
6)傾き
原糸のモジュラスと強伸度測定方法によって得られた力−変形曲線(Strength(kgf)−Strain(%)Curve)において(Y軸:Strength、X軸:Strain)Y軸の特定区間(0.006〜0.008(kgf/デニール))における傾き値
傾き=(Strength変位)/(Strain変位)
例)1000dの場合、Y軸変位は2である(6〜8kgf)
【0021】
実施例1〜3および比較例1〜4;
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダーの速度を3000m/minの速度にし、延伸比6.3倍率で1500デニール/144フィラメントを紡糸して表1の紡糸条件で延伸し、得られた原糸の物性を測定した。また、ゴデットローラGR5(13)を含むボックス(15)の内部に追加ヒータ(16)を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー14との間に発生する張力を制御した。用いられる追加ヒータ(16)の温度はPresent Value(PV)で表1のように維持した。ヒータ(16)の光源面積は350cm2であることが好ましい。この時、延伸負荷率(%)は強度10.0g/dの物性が発現される延伸倍率(A)と紡糸中に糸切れとなる時まで高めた最大延伸倍率(B)との比で表わす(延伸負荷率が高ければ良くない)。最大延伸倍率は、工程中延伸倍率を調節した後、5分以内に切断される点を基準とする。
【0022】
【数2】
【0023】
延伸倍率はGR4の速度をGR1の速度で分けた値で求める。
延伸倍率=(GR4の速度)/(GR1の速度)
【0024】
【表1】
【0025】
上記の条件で得られた原糸を一定条件の熱処理(Testrite機を利用:Model No.MK5)を行った後の物性を測定して力−変形曲線を求めた後、特定区間における傾きを表2に示す。
【0026】
【表2】
【0027】
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダー速度を3000m/minの速度にし、延伸比6.3倍率で紡糸して表1の紡糸条件で延伸し、得られた原糸の物性を測定した。また、ゴデットローラGR5(13)を含むボックス(15)の内部に追加ヒータ(16)を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー(14)との間に発生する張力を制御した。用いられる追加ヒータ(16)の温度はPresent Value(PV)で表2のように維持した。
【0028】
実施例4〜6および比較例5〜8;
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダー速度を3100m/minの速度にし、延伸比6.2倍率で1000デニール/192フィラメントを紡糸して表3の紡糸条件で延伸し、得られた原糸の物性を測定した。ヒータ16の光源面積は350cm2であることが好ましい。この時、延伸負荷率(%)は強度10.5g/dの物性が発現される延伸倍率(A)と紡糸中に糸切れとなる時まで高めた最大延伸倍率(B)との比で表わす。
【0029】
【表3】
【0030】
上記の条件で得られた原糸を一定条件の熱処理(Testrite機を利用:Model No.MK5)を行った後の物性を測定して力−変形曲線を求めた後、特定区間における傾きを表4に示す。
【0031】
【表4】
【0032】
固有粘度IVが1.0であるポリエチレンテレフタレートチップの溶融ポリマーを押し出して急速冷却空気で冷却させた後、集束させてオイリングし、ゴデットローラワインダー速度を3100m/minの速度にし、延伸比6.3倍率で紡糸して表3の紡糸条件で延伸し、得られた原糸の物性を測定した。また、ゴデットローラGR5(13)を含むボックス15の内部に追加ヒータ16を用いて製造する原糸の収縮挙動とゴデットローラGR5(13)とワインダー14との間に発生する張力を制御した。用いられる追加ヒータ16の温度はPresent Value(PV)で表4のように維持した。
【図面の簡単な説明】
【0033】
【図1】本発明の製造工程の概略図である。
【図2】GR5ボックスの概略図である。
【符号の説明】
【0034】
1:押出機
2:ギアーポンプ
3:フィルタ
4,5,6:フードヒータ
7:吸気
8:排気
9:オイリングローラ
10,11,12,13:ゴデットローラ
14:ワインダー
15:ボックス
16:追加ヒータ
【特許請求の範囲】
【請求項1】
単糸デニールが8以上であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.18〜1.50であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは1.0〜1.4であることを特徴とするポリエチレンテレフタレートマルチフィラメント。
【請求項2】
単糸デニールが8以下であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.10〜1.40であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは0.95〜1.30であることを特徴とするポリエチレンテレフタレートマルチフィラメント。
【請求項3】
ポリエチレンテレフタレートモノフィラメントの個数が50〜500個であることを特徴とする請求項1又は2に記載のポリエチレンテレフタレートマルチフィラメント。
【請求項4】
ポリエチレンテレフタレートマルチフィラメントの総繊度が500〜3000デニールであることを特徴とする請求項1又は2に記載のポリエチレンテレフタレートマルチフィラメント。
【請求項5】
ポリエチレンテレフタレートマルチフィラメントを合撚糸して総繊度が2000〜30000デニールであることを特徴とする請求項4に記載のポリエチレンテレフタレートマルチフィラメント。
【請求項6】
ポリエチレンテレフタレートチップを溶融紡糸した後、ゴデットローラで低速で巻き取って得た未延伸糸を多段延伸するポリエチレンテレフタレートマルチフィラメントの製造方法において、
巻取りワインダー直前のゴデットローラのボックス内部に追加ヒータを用いて製造することを特徴とするポリエチレンテレフタレートマルチフィラメントの製造方法。
【請求項1】
単糸デニールが8以上であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.18〜1.50であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは1.0〜1.4であることを特徴とするポリエチレンテレフタレートマルチフィラメント。
【請求項2】
単糸デニールが8以下であり、強度10.0g/d以上、切断伸度14%以下の高強度ポリエチレンテレフタレートマルチフィラメントにおいて、前記マルチフィラメントを荷重0.3g/dで170℃で30秒間熱処理する時にその傾きは1.10〜1.40であり、荷重0.3g/dで190℃で30秒間熱処理する時にその傾きは0.95〜1.30であることを特徴とするポリエチレンテレフタレートマルチフィラメント。
【請求項3】
ポリエチレンテレフタレートモノフィラメントの個数が50〜500個であることを特徴とする請求項1又は2に記載のポリエチレンテレフタレートマルチフィラメント。
【請求項4】
ポリエチレンテレフタレートマルチフィラメントの総繊度が500〜3000デニールであることを特徴とする請求項1又は2に記載のポリエチレンテレフタレートマルチフィラメント。
【請求項5】
ポリエチレンテレフタレートマルチフィラメントを合撚糸して総繊度が2000〜30000デニールであることを特徴とする請求項4に記載のポリエチレンテレフタレートマルチフィラメント。
【請求項6】
ポリエチレンテレフタレートチップを溶融紡糸した後、ゴデットローラで低速で巻き取って得た未延伸糸を多段延伸するポリエチレンテレフタレートマルチフィラメントの製造方法において、
巻取りワインダー直前のゴデットローラのボックス内部に追加ヒータを用いて製造することを特徴とするポリエチレンテレフタレートマルチフィラメントの製造方法。
【図2】


【図1】
【図1】
【公開番号】特開2009−161892(P2009−161892A)
【公開日】平成21年7月23日(2009.7.23)
【国際特許分類】
【出願番号】特願2008−51901(P2008−51901)
【出願日】平成20年3月3日(2008.3.3)
【出願人】(503434298)ヒョスング コーポレーション (22)
【Fターム(参考)】
【公開日】平成21年7月23日(2009.7.23)
【国際特許分類】
【出願日】平成20年3月3日(2008.3.3)
【出願人】(503434298)ヒョスング コーポレーション (22)
【Fターム(参考)】
[ Back to top ]