
高温疲労特性に優れた耐熱性Al基合金

【課題】 軽量であり、高温強靱性や耐摩耗性とともに、更に、高温疲労特性にも優れた耐熱性Al基合金を提供することを目的とする。
【解決手段】 Al基合金組織が、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成され、前記金属間化合物相を構成する金属間化合物の平均サイズが7μm以下であるとともに、視野内に存在する0.5μm以上の粒径を有する金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が50%以上存在することとする。
【解決手段】 Al基合金組織が、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成され、前記金属間化合物相を構成する金属間化合物の平均サイズが7μm以下であるとともに、視野内に存在する0.5μm以上の粒径を有する金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が50%以上存在することとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温強靱性(耐熱性)や耐摩耗性とともに、更に、疲労特性にも優れた耐熱性Al基合金であって、自動車や航空機などのエンジン部品(ピストン、コンロッド)などのような、耐熱強度と軽量性を要求される機械部品に用いて好適なAl基合金に関するものである。
【背景技術】
【0002】
自動車や航空機などのエンジン部品では、300〜400℃程度までの高温強靱性(耐熱性)や耐摩耗性、更には、このような高温領域での疲労特性も要求される。
【0003】
先ず、耐熱性について、従来の溶解鋳造合金では、Al−Cu系合金(2618などの2000系Al合金)を始め、種々の耐熱合金が開発されているが、使用温度が150℃を超える高温下では、十分な高温強度を得ることができなかった。Al−Cu系合金では時効硬化による微細析出物で強度を確保しているため、使用温度が150℃を超えると、この析出物相が粗大化し、著しく強度が低下するからである。
【0004】
そこで、従来から、急冷凝固法を適用したAl基合金が開発されてきた。急冷凝固法の一つである急冷粉末冶金法によれば、Fe、Cr、Mn、Ni、Ti、Zrなどの合金元素の添加量を、前記溶解鋳造Al合金よりも増すことができる。したがって、これら合金元素を多量に添加したAl合金を急冷凝固によって粉末化し、これを固化成型することで、使用温度が150℃を超える高温下でも、高温強度に優れたAl基合金を得ることができる(特許文献1、2参照)。これは、前記合金元素によって、高温でも安定なAlとの金属間化合物を組織中に分散させて、高温強度を高くしている。
【0005】
更に、前記金属間化合物の微細化により、金属間化合物の分率を増加させ、高強度化を図る技術も提案されている(特許文献3参照)。また、急冷凝固法の一つであるスプレイフォーミング法による、Fe、V、Mo、Zr、Tiなどの合金元素を添加し、これら合金元素とAlとの金属間化合物を微細化させた、軽量化耐熱Al基合金も開発されており、過剰のSiを添加し、初晶のSiを微細化させて、耐磨耗性を兼備させた高強度Al基合金も開発されている(特許文献4参照)。
【0006】
次ぎに、Al基合金の疲労特性について、前記した自動車や航空機などのエンジン部品用に、マトリックスを構成するAl結晶粒の平均粒径を微細化させて、疲労特性を向上させることが知られている。例えば、Si;4〜12重量%、Cu;0〜7重量%、Mg;0〜0.5重量%、Ti;0.15〜0.5重量%、Fe;0〜0.7重量%、Mn;0〜0.7重量%、残部Al及び不純物からなり、基地相と該基地相より弾性率が高い晶出物または硬質粒子とからなる亜共晶組織を有する合金であって、上記合金の結晶粒度は、上記晶出物または硬質粒子によって取り囲まれた基地相の単位セルサイズの24倍以下であることを特徴とする耐疲労特性に優れたAl基合金が提案されている(特許文献5参照)。
【0007】
また、合金元素としてFe、TiおよびSiを含有し、残部がAlよりなるAl合金であって、Fe、TiおよびSiの含有量がそれぞれ4原子%≦Fe≦6.8原子%、0.5原子%≦Ti≦1.2原子%、1.5原子%≦Si≦2.5原子%であり、マトリックスを構成するAl結晶粒(面心立方構造)の平均粒径D1 がD1 ≦1μmであり、さらに金属間化合物の平均粒径D2 がD2 ≦0.5μmであるAl基合金が提案されている(特許文献6参照)。
【特許文献1】特許2911708号公報(特許請求の範囲)
【特許文献2】特公平7−62189号公報(特許請求の範囲)
【特許文献3】特開平5−195130号公報(特許請求の範囲)
【特許文献4】特開平9−125180号公報(特許請求の範囲)
【特許文献5】特開平11−199960号公報(特許請求の範囲、表4)
【特許文献6】特許3151590号公報(特許請求の範囲、表4、7、9)
【発明の開示】
【発明が解決しようとする課題】
【0008】
前記特許文献1、2などの急冷粉末冶金法によれば、合金元素の添加量を増せば、Al基合金の高温強度を高くできる。しかし、合金元素の添加量を増加し過ぎると、金属間化合物の粗大化を招くため、300℃で300MPa程度の高温強度しか得られていない。これは、金属間化合物の微細化により、金属間化合物の分率を増加させた、前記特許文献3でも同様である。更に、前記特許文献4などのスプレイフォーミング法によるAl基合金でも、同様の高温強度しか得られていない。
【0009】
更に、前記した特許文献5、6の疲労特性は、300〜400℃程度での高温疲労特性は低くならざるを得ない。例えば、特許文献5における熱疲労試験は、40〜260℃程度の温度でしかなく、また、高サイクル疲労試験(試験片に一定の引張り−圧縮繰返し応力を付与)も室温における評価であり、しかも、応力繰返し数107 回の疲労強度は、80MPaレベル程度と低い。
【0010】
また、特許文献6でも、200℃程度の比較的低温における、高サイクル疲労試験での応力繰返し数107 回の疲労強度は、180MPaレベル程度と低い。したがって、Al基合金のマトリックスを構成するAl結晶粒の平均粒径を微細化させて、疲労特性を向上させることには限界がある。
【0011】
本発明は、かかる問題に鑑みなされたもので、自動車や航空機などのエンジン部品の要求特性を満足する、高温強靱性や耐摩耗性とともに、更に、高温疲労特性にも優れた耐熱性Al基合金を提供することを目的とする。
【課題を解決するための手段】
【0012】
この目的を達成するために、本発明の高温疲労特性に優れた耐熱性Al基合金の要旨は、Al基合金組織が、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成され、前記金属間化合物相を構成する金属間化合物の平均サイズが5μm以下であるとともに、視野内に存在する0.5μm以上の粒径を有する金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在することである。
【0013】
本発明の高温疲労特性に優れた耐熱性Al基合金の好ましい組成としては、前記金属間化合物相を形成する元素として、Cr、Fe、Ti、Mn、V、Siから選択される元素を、これら元素の総和で15〜50質量%含むことである。
【0014】
また、これらの金属間化合物相を形成する元素の内から選択される、疲労特性をより向上させる組み合わせとしては、特に、質量%で、Cr:5〜30%、Fe:1〜20%、Ti:1〜15%、を各々含む組成が好ましい。このような組成では、前記体積分率で50〜90%の金属間化合物相が、Al−Cr系、Al−Fe系、Al−Ti系の二元系の金属間化合物から構成され、高温疲労特性を一層向上できる点で好ましい。
【0015】
更に、高温疲労特性をより向上させるためには、前記Al基合金組織における、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均が40μm以下であることが好ましい。
【0016】
本発明の耐熱性Al基合金において、前記0.5μm以上の粒径を有する金属間化合物の内の50%以上を、L2 /Sが13以上の表面凹凸形状を有するものとするためには、スプレイフォーミング法により得られるAl基合金のプリフォーム体を、400〜550℃の温度範囲で、かつ、この温度範囲での保持時間を、加工前の加熱を含めて、30分〜3時間以内とした、HIP、鍛造、押出、圧延から選択される熱間加工を施されたものとすることが好ましい。
【発明の効果】
【0017】
従来の耐熱Al基合金は、高温疲労特性を向上させるために、Al基合金のマトリックスを構成するAl結晶粒の平均粒径を微細化させている。これに対して、本発明に係るAl基合金は、400℃レベルのさらに高温での耐熱性を向上させるために、金属間化合物相の体積分率を50〜90%と大きくした上で、前記金属間化合物相を構成する金属間化合物の表面形状を、高温疲労特性向上効果を有する形状に制御する。
【0018】
金属Alマトリックスと金属間化合物相とで構成されているAl基合金において、金属Alマトリックスは軟らかく、金属間化合物相は硬く、軟らかい金属Alマトリックス中に、硬い金属間化合物相が分散した組織となっている。このようなAl基合金組織に、耐熱機械部品としての使用中に、応力が負荷された場合に、Al基合金の変形によって、軟らかい金属Alマトリックスから硬い金属間化合物が剥離し、硬い金属間化合物が破壊の起点となりやすい。この傾向は、耐熱性向上のために、多量の金属間化合物相を有している場合には、特に顕著となる。このように、硬い金属間化合物が破壊の起点となりやすい場合、高温疲労特性は当然低下してしまう。
【0019】
即ち、合金元素の添加量が多くなり、金属間化合物相が多くなると、Al基合金の高温疲労特性は、Alマトリックスと金属間化合物相の界面の強度が律速するようになる。そして、この界面強度が弱いと、弾性変形域で破断し、高温疲労特性が低下するという問題が新たに生じる。
【0020】
したがって、Al基合金において、高温疲労特性を高めるためには、硬い金属間化合物が、軟らかい金属Alマトリックスから剥離しにくい界面強度(金属間化合物の金属Alマトリックスとの界面強度)を有することが必要となる。
【0021】
このため、本発明では、Al基合金において、前記金属間化合物相を構成する金属間化合物の表面が凹凸形状を有するように制御する。この金属間化合物の界面強度は、後述する通り、金属間化合物の表面が凹凸形状を有する(金属間化合物の表面がデコボコ、あるいはギザギザである)ほど高くなり、金属間化合物の表面が平滑(金属間化合物の表面が平坦)であるほど低くなる。
【0022】
金属間化合物の表面が凹凸形状を有することによって、金属間化合物の金属Alマトリックスとの界面強度が高まり、高温で応力が負荷された場合でも、金属間化合物が金属Alマトリックスから剥離しにくく、破壊の起点となりにくくし、Al基合金の高温疲労特性を高めることができる。
【0023】
スプレイフォーミング法など急冷凝固法により得られたままのAl基合金組織における金属Alのプールと金属間化合物相の分散状態では、金属間化合物の表面は平滑になりやすい。また、急冷凝固法により得られたままのAl基合金を、更にHIP(熱間静水圧プレス)で固化成型した場合も、金属間化合物の表面は平滑になりやすい。常法により、HIP処理した場合、後述する通り、加熱時間を含めた高温保持時間が長くなり、組織自体は緻密化されるものの、金属間化合物の表面が平滑になりやすいからである。また、HIP処理した場合、上記高温保持時間が長くなることで、金属間化合物のサイズが粗大化する可能性が高い問題もある。
【0024】
金属間化合物の表面が平滑な場合、合金元素の添加量が多くなり、金属間化合物相が多くなると、前記した、Alマトリックスと金属間化合物相との界面強度は弱くなる。このため、高温疲労特性が低下し、弾性変形域で破断してしまう可能性が高くなる。前記した特許文献5の高温疲労強度が低いのはこのためである。また、これら従来の耐熱Al基合金のように、Al基合金のマトリックスを構成するAl結晶粒の平均粒径を微細化させても、金属間化合物の表面が凹凸になるわけではなく、表面が平滑な状態はそのまま維持される。
【0025】
これに対して、前記した特許文献6では、エアアトマイズした粉末をCIPにてビレットに成形して、このビレットを熱間押出加工している。但し、後述する通り、常法により、熱間押出加工した場合、加熱時間を含めた高温保持時間が長くなり、金属間化合物の表面が平滑になりやすい。また、特許文献6では、Fe、TiおよびSiの含有量が少なく、前記金属間化合物相が、体積分率で50%を超える大きな割合とはならない。このため、金属Alの体積分率が大きくなり、金属間化合物によって仕切られる金属プールの大きさが必然的に大きくなる。金属間化合物相が少なく、前記金属Alのプールの大きさが大きくなるほど、耐熱機械部品としてのAl基合金使用中に、強度の低い金属Alのプール部分に応力が集中する。このように、強度の低い金属Alのプール部分に高温で応力が集中した場合、疲労特性は当然低下してしまう。
【発明を実施するための最良の形態】
【0026】
(Al基合金組成)
先ず、本発明のAl基合金の好ましい化学成分組成(単位:質量%)について、各元素の限定理由を含めて、以下に説明する。
【0027】
本発明では、400℃レベルのさらに高温での耐熱性を向上させるために、合金元素量を多く、金属間化合物量を体積分率で50〜90%と大きくした、分散粒子強化型とする必要がある。このような、高温疲労特性に優れた耐熱性Al基合金の好ましい組成としては、前記金属間化合物相を形成する元素として、Cr、Fe、Ti、Mn、V、Siから選択される元素を、これら元素の総和で15〜50質量%含み、残部がAl及び不可避的不純物からなることが好ましい。
【0028】
これら、Cr、Fe、Ti、Mn、V、Siから選択される元素が、これら元素の総和が15質量%の下限未満では、金属間化合物相(体積分率)が各々不足する。このため、Al基合金の耐熱性と耐磨耗性、また高温疲労強度を向上させることができない。一方、これら元素の総和が50質量%の上限を超えた場合、靱性が低下して脆くなり、耐熱機械部品に用いることができない。
【0029】
そして、これらの金属間化合物相を形成する元素の内から選択される、疲労特性をより向上させる組み合わせとしては、特に、質量%で、Cr:5〜30%、Fe:1〜20%、Ti:1〜15%、を各々含む組成が好ましい。このような組成において、後述する通り、スプレイフォーミング法による急冷凝固法によって、プリフォーム体を制作すれば、このプリフォーム体組織の前記体積分率で50〜90%の金属間化合物相が、Al−Cr系、Al−Fe系、Al−Ti系の二元系を主相とする金属間化合物から構成され、高温疲労特性を一層向上できる。
【0030】
また、これらCr、Fe、Tiは、スプレイフォーミング法による急冷凝固法によって、Al−Cr系、Al−Fe系、Al−Ti系などの金属間化合物相のいずれかに、当該金属間化合物を構成する元素以外のいずれかの元素が更に固溶して、Al基合金の耐熱性と耐磨耗性とを向上させることができる。
【0031】
Al−Cr系、Al−Fe系、Al−Ti系などの二元系の金属間化合物相のいずれかに、当該金属間化合物を構成する元素以外のCr、Fe、Tiいずれかが固溶した場合、当該金属間化合物およびAl基合金の強度、靱性、硬さ(耐熱強度、耐磨耗性)を向上させることができる。より具体的な例としては、Al−Cr系金属間化合物相に、Fe、Tiのいずれか、また両方が固溶していることを言う。
【0032】
これら当該金属間化合物を構成する元素以外のCr、Fe、Tiいずれかが固溶した金属間化合物は、例えば、Al−Cr金属間化合物にFe、Tiの元素が固溶されないような場合に比して、耐熱強度と耐磨耗性とのバランスに優れている。このため、Al基合金の強度、靱性、硬さを一層向上させることができる。
【0033】
Cr、Fe、Tiの上記各含有量の下限未満、およびCr、Fe、Tiの含有量総和が、上記15質量%の下限未満では、Al−Cr系、Al−Fe系、Al−Ti系などの金属間化合物相(体積分率)と、これら各金属間化合物に、当該金属間化合物を構成する元素以外のいずれかの元素の固溶量が各々不足する。このため、Al基合金の耐熱性と耐磨耗性、また高温疲労強度を向上させることができない。
【0034】
一方、Cr、Fe、Tiの上記各含有量の上限を超えた場合、およびCr、Fe、Tiの含有量総和が、上記50質量%の上限を超えた場合、上記金属間化合物相と、これら各金属間化合物に、当該金属間化合物を構成する元素以外のいずれかの元素が固溶した組織が得られたとしても、靱性が低下して、脆くなる。このため、耐熱機械部品に用いることができない。
【0035】
したがって、Cr、Fe、Tiを各々含む組成において、Crは5〜30%、Feは1〜20%、Tiは1〜15%の各含有量範囲とし、Cr、Fe、Tiの含有量の総和も15〜50%の範囲とする。
【0036】
この他、Mn:5〜30%、Fe:1〜20%、Si:1〜10%を各々含む組成か、Fe:1〜20%、V:0.5〜5%、Si:1〜10%を各々含む組成、とすることもできる。このような組成では、後述する通り、スプレイフォーミング法による急冷凝固法によって、プリフォーム体を制作すれば、このプリフォーム体組織の前記体積分率で50〜90%の金属間化合物相が、Al−Mn−Fe−Si系、あるいはAl−Fe−V−Si系などの四元系を主相とする金属間化合物相から構成され、高温疲労特性を一層向上できる。
【0037】
これら、Mn、Fe、Si、Vの上記各含有量の下限未満、およびMn、Fe、Si、Vの含有量総和が、上記15質量%の下限未満では、四元系の金属間化合物相(体積分率)が各々不足する。このため、Al基合金の耐熱性と耐磨耗性、また高温疲労強度を向上させることができない。
一方、Mn、Fe、Si、Vの上記各含有量の上限を超えた場合、およびMn、Fe、Si、Vの含有量総和が、上記50質量%の上限を超えた場合、靱性が低下して、脆くなる。このため、耐熱機械部品に用いることができない。
【0038】
(金属間化合物相)
本発明Al基合金組織は、体積分率で50〜90%の前記金属間化合物相と、残部が金属Alマトリックスとで構成される。Cr、Fe、Tiを各々を含む前記組成では、Al−Cr系、Al−Fe系、Al−Ti系の二元系を主相とする金属間化合物相が体積分率で50〜90%を占めるようにする。また、Mn、Fe、Siを各々含む前記組成では、Al−Mn−Fe−Si系の四元系を主相とする金属間化合物相が体積分率で50〜90%を占めるようにする。更に、Fe、V、Siを各々含む前記組成では、Al−Fe−V−Si系などの四元系を主相とする金属間化合物相が体積分率で50〜90%を占めるようにする。なお、本発明Al基合金組織において、これら主相に対して、これら主相以外の金属間化合物相を含むことも、Al基合金の特性を阻害しない範囲で許容する。
【0039】
金属Alマトリックスと金属間化合物相とで構成されているAl基合金において、金属Alマトリックスは軟らかく、金属間化合物相は硬い。Al基合金では、このような、軟らかい金属Alマトリックス中に、硬い金属間化合物相が分散した組織となっている。そして、この硬い金属間化合物相が、Al基合金に、耐熱性と耐磨耗性、また、高温疲労強度を持たせる主相となる。一方、軟らかい金属Alマトリックスは、これら硬い金属間化合物相のバインダー、あるいは、これら硬い金属間化合物相の土台となって、金属間化合物相の機能を発揮させる役割を担う。
【0040】
金属間化合物の量が少ないときには、金属間化合物は単独で存在しているものが多いが、本発明Al基合金のように、体積分率を50%以上と、金属間化合物の量を多くすると、複数の金属間化合物が互いに隣接して集合体(連続体:金属間化合物相)を形成しやすくなる。このため、Al基合金に、耐熱性と耐磨耗性、また、高温疲労強度を持たせる主相としての機能をより発揮しやすくなり、特に、高温疲労強度が向上する。
【0041】
また、体積分率を50%以上と金属間化合物の量を多くして、上記金属間化合物相を形成すると、これら金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を小さくできる。
【0042】
前記金属間化合物相の体積分率が50%未満では、Al基合金に、耐熱性と耐磨耗性、また、高温疲労強度を持たせる主相となる金属間化合物相が不足し、これらの特性が低下する。また、金属間化合物相の量が少なくなる一方で、金属Alの体積分率が大きくなり、金属間化合物相にて区切られた金属プールの大きさが必然的に大きくなる。この結果、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均も、必然的に40μmを超えて大きくなる。このため、耐熱性と耐磨耗性、また、特に高温疲労強度が低くなる。
【0043】
一方、前記金属間化合物相の体積分率が90%を超えた場合、金属Alの量が少なくなりすぎ、Al基合金の靱性が低下して、脆くなる。このため、耐熱Al基合金として使用できなくなる。
【0044】
(金属間化合物の平均サイズ)
本発明Al基合金においても、金属間化合物相を形成する個々の金属間化合物(金属間化合物粒子)の平均サイズは小さいほど好ましい。本発明のように、金属間化合物の量を多くしたAl基合金では、金属間化合物量が少ないAl基合金に比して、高温強度や耐摩耗性は大きく向上するものの、金属間化合物の平均サイズの靱性への影響が大きくなる。この点、金属間化合物の平均サイズが5μmを超えて大きくなった場合には、Al基合金の靱性が大幅に低下する。したがって、本発明では、金属間化合物相を形成する金属間化合物(粒子)の平均サイズを5μm以下と規定する。本発明では、これら金属間化合物粒子の集合体乃至連続体を、金属間化合物相と総称し、これら金属間化合物粒子の平均サイズを上記のように規定する。金属間化合物の平均サイズの測定は、後述する通り、5000〜15000倍の透過型電子顕微鏡(TEM)にてAl基合金組織を観察して行なう。
【0045】
(金属間化合物の表面形状)
本発明では、高温疲労特性を向上させるために、金属間化合物相を構成する金属間化合物(粒子)の表面が凹凸形状を有するように制御する。具体的には、金属間化合物の大きさに応じて、5000〜15000倍の透過型電子顕微鏡(TEM)にてAl基合金組織を観察した際の、視野内に存在する0.5μm以上の粒径を有する各金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在するように制御する。
【0046】
本発明Al基合金では、体積分率が50%以上の多量の金属間化合物を形成するために、Al中に多量の合金元素を添加している。このため、金属Alマトリックスに過飽和に固溶した合金元素は、金属間化合物を形成して(析出して)平衡状態になろうとする傾向が強い。一旦形成された金属間化合物と金属Alマトリックスとの界面でも、金属Alマトリックス中から合金元素が金属間化合物に析出(移行)して、平衡状態になろうとする傾向が強い。
【0047】
金属間化合物と金属Alマトリックスとの界面において、合金元素が金属Alマトリックス側から金属間化合物側に移行、析出して、平衡状態に達した場合、金属Alマトリックスとの界面である、金属間化合物の表面は平滑(平坦)となる。前記した通常のAl基合金の金属間化合物の表面が平滑であるのは、このためである。このように、前記界面が平衡状態になると、Alマトリックスと金属間化合物相との界面強度が弱くなり、弾性変形域で破断しやすくなり、高温疲労特性は低下する。
【0048】
この表面が平滑な金属間化合物の、Al基合金組織を15000倍のTEMで観察した際の組織写真を図3に示す。図3において、点在する球状物が金属間化合物であり、例えば、図3の中央部にある黒い金属間化合物の表面は、凹凸があまり無い平滑であることが分かる。
【0049】
これに対して、本発明のような、金属間化合物の表面が凹凸形状を有する(金属間化合物の表面がデコボコ、あるいはギザギザである)場合は、金属間化合物と金属Alマトリックスとの界面において、前記平衡状態に達してはいない、界面拡散の過渡期で止まった状態となっている。即ち、この界面(金属間化合物の表面)では、金属Alマトリックスから金属間化合物にかけて、金属間化合物に移行(析出)しようとする合金元素の濃度が連続的に変化する、濃度勾配がついた非平衡状態になっているものと推考される。
【0050】
したがって、金属間化合物の表面が凹凸形状を有するか否かは、単に物理的なアンカー効果などの凹凸形状効果ではなく、上記したような、冶金的な非平衡状態効果を示している。即ち、この非平衡状態における合金元素の濃度勾配によって、高温での変形によっても、硬い金属間化合物が、軟らかい金属Alマトリックスから剥離しにくい界面強度が保持されているものと推考される。したがって、金属間化合物の界面強度は、金属間化合物の表面が凹凸形状を有するほど、非平衡状態となって高くなる。一方、金属間化合物の界面強度は、金属間化合物の表面が平滑であるほど、平衡状態となって低くなる。
【0051】
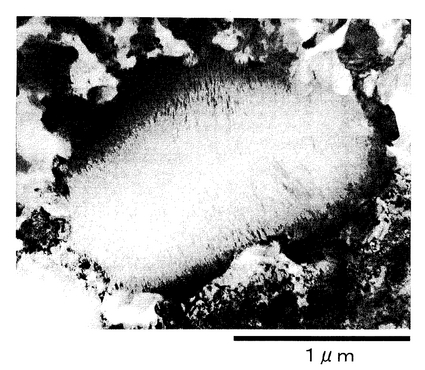
この表面が凹凸形状を有する金属間化合物の、Al基合金組織を15000倍のTEMで観察した際の組織写真を図1に示す。図1において、前記図3と同様に、図の中央にある大きな球状物が金属間化合物であるが、これらの金属間化合物の表面は、前記図3の金属間化合物表面のように平滑ではなく、表面が凹凸形状を有することが分かる。
【0052】
但し、金属間化合物のサイズの大きさには種々有り、サブミクロン単位のサイズの極端に小さいものは表面の形状の判別が難しい。また、これらサイズの小さなものは、サイズの大きなものに比して、より剥離しにくく、破壊の起点になりにくい。更に、サイズの大きい金属間化合物表面が凹凸形状を有するように制御すれば、サイズの小さな金属間化合物表面も凹凸形状を有する方向にいき、高温疲労特性向上の方向に向かう。したがって、本発明では、より破壊の起点になりやすく、高温疲労特性により影響度が大きな、サイズの大きな金属間化合物表面が凹凸形状を有するように制御する。このため、本発明では、このサイズの比較的大きな金属間化合物として、0.5μm以上の粒径を有する金属間化合物を選択する。
【0053】
そして、これら0.5μm以上の比較的大きな粒径を有する金属間化合物の表面の凹凸形状を、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の形状と規定する。
【0054】
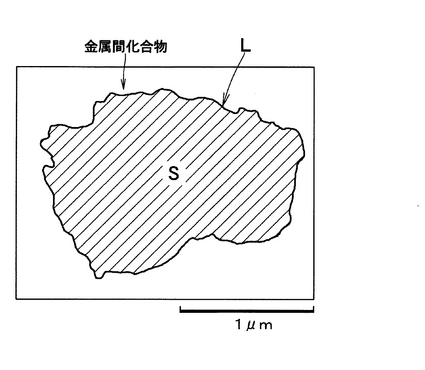
前記図1の金属間化合物を模式化して示す図2において、個々の金属間化合物の周長Lが、金属間化合物表面の凹凸形状を形成している。したがって、金属間化合物の周長Lは、金属間化合物表面の凹凸長さを表す。これらの金属間化合物面積Sに対して、周長Lが長いほど、凹凸の長さが長く、金属間化合物表面の凹凸が大きいことを示している。金属間化合物の断面が真円の場合、(2πr)2 で表される金属間化合物の周長Lの2乗とπr2 で表される面積Sとの比L2 /Sは、(2πr)2 /πr2 =4π(約13)となる。したがって、金属間化合物面積Sに対して周長Lが長い、表面が凹凸の状態とは、L2 /Sが4π=約13以上のことを言う。この金属間化合物の表面の凹凸形状に関わるL2 /Sが13未満では、凹凸の長さが短くなって(凹凸が小さくなって)、金属間化合物の外周が円に近づき、従来の表面が平滑な金属間化合物と大差なくなる。このため、界面強度が低いなり、高温疲労特性を向上できない。
【0055】
本発明では、更に、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の数を保障して、高温疲労特性向上を保障するために、前記TEM視野内に存在する0.5μm以上の金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在するように規定する。
【0056】
このL2 /Sが13以上である0.5μm以上の金属間化合物の数は多いほど好ましく、前記TEM視野内に存在する0.5μm以上の金属間化合物が全てL2 /Sが13以上であれば良い。但し、表面凹凸形状を有する金属間化合物を制御するための、製造の限界や製造コストの問題もあり、L2 /Sが13以上である0.5μm以上の金属間化合物の数は高温疲労特性を向上させるに足る量であれば良い。この点、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合は、好ましくは45%以上、より好ましくは50%以上である。
【0057】
例えば、前記図1において、TEM視野内に存在する0.5μm以上の金属間化合物が20個とすれば、このうちの好ましくは9個以上、より好ましくは10個以上のL2 /Sが13以上とする。一方、L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%未満では、界面強度が低い従来の表面が平滑な金属間化合物(破壊の起点となる金属間化合物)が多過ぎ、高温疲労特性向上を保障できない。
【0058】
本発明では、このように、金属間化合物の表面凹凸形状の制御によって、金属間化合物の金属Alマトリックスとの界面強度を高めて、高温で応力が負荷された場合でも、金属間化合物が金属Alマトリックスから剥離しにくくし、金属間化合物を破壊の起点となりにくくしている。この結果、Al基合金の高温疲労特性を高めることができる。
【0059】
このように、金属間化合物の表面凹凸形状を制御するためには、後述する通り、スプレイフォーミング法により得られるAl基合金のプリフォーム体を、400〜550℃の温度範囲で、但し、加工前の加熱を含めた熱間加工における、その温度範囲での保持が30分〜3時間以内として、HIP、鍛造、押出、圧延から選択される熱間加工を行なう。
【0060】
(金属Alのプールの最大長さ)
本発明耐熱性Al基合金では、特に、高温疲労特性を向上させるために、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を40μm以下とすることが好ましい。
【0061】
金属Alマトリックス中に金属間化合物相が分散した組織となっているAl基合金の場合に、前記金属間化合物相にて区切られた金属Alのプールの大きさが大きくなるほど、前記した通り、耐熱機械部品としてのAl基合金使用中に、強度の低い金属Alのプール部分に応力が集中する。このように、強度の低い金属Alのプール部分に高温で応力が集中した場合、疲労特性は当然低下してしまう。
【0062】
また、前記金属Alのプールの大きさが大きくなるほど、前記した通り、Al基合金組織における金属Alのプールと金属間化合物相の分散状態も、どうしても不均一とならざるを得ない。このため、Al基合金組織において、金属間化合物相が集中する部分と、金属間化合物相が無い、あるいは疎となる部分とが多く生じる。このように、硬い金属間化合物相と軟らかい金属Alのプールとが不均一に分散する結果、高サイクルの疲労など、製品Al基合金に、引張り−圧縮の繰返し応力が高温で付与された場合には、疲労強度は著しく低くならざるを得ない。また、耐熱性や耐磨耗性も低くならざるを得ない。
【0063】
この傾向は、前記金属Alのプールの大きさが大きくなって、この金属Alのプールの最大長さの平均が40μmを超えた場合に顕著となる。このため、前記金属Alのプールの大きさが大きくなると、前記した金属間化合物の表面凹凸形状制御による高温疲労特性向上効果を減らす可能性がある。したがって、本発明では、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を40μm以下とすることが好ましく、より好ましくは30μm以下とする。
【0064】
金属間化合物相の体積分率が少なすぎるか、金属Alの体積分率が大きくなりすぎる場合に、前記金属間化合物相にて区切られた軟らかい金属Alのプールの大きさは、最大長さの平均40μmを超えて大きくなりやすい。
【0065】
また、たとえ金属間化合物相の体積分率が多くても、スプレイフォーミング法など急冷凝固法により得られたままの、プリフォーム体などのAl基合金組織では、金属Alのプールの大きさが最大長さの平均40μmを超えて大きくなりやすい。これは、急冷凝固法により得られたプリフォーム体などのAl基合金を、更にCIPやHIPで固化成型した場合でも同様である。
【0066】
このため、金属間化合物相の体積分率を多くした上で、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を40μm以下とするためには、急冷凝固法により得られたAl基合金を、熱間にて、鍛造、押出、圧延から選択される熱間加工を行なうことが好ましい。これらの熱間加工(塑性加工)によって、Al基合金組織における、金属Alのプールの大きさが微細化されるとともに、金属Alのプールと金属間化合物相とが、微細均一に分散される。なお、前記HIPあるいはCIPでは、このような金属Alのプールの微細化効果は無い。
【0067】
(金属Alのプールの最大長さ測定)
本発明では、測定誤差を少なくして再現性あるものとするために、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さを、目安として、最大長さが20μm以上のレベルにある場合には、500倍の走査型電子顕微鏡(SEM)にて、また、最大長さが20μm以下のレベルにある場合には、1000倍の走査型電子顕微鏡(SEM)にて、後述する実施例にて詳細を記載する通り、測定する。このSEMの倍率は、金属Alのプールの最大長さに応じて決めており、倍率が大き過ぎると、視野の大きさが前記金属Alのプールの最大長さよりも小さくなり、倍率が小さ過ぎると、金属Alのプール自体の識別が不明瞭となる。
【0068】
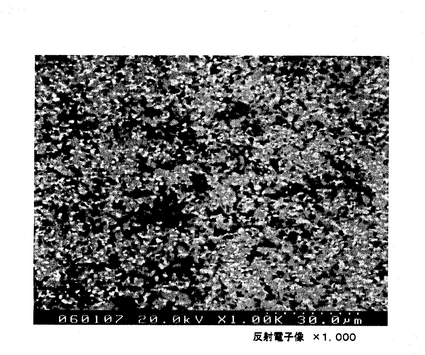
図4は、耐熱Al基合金の1000倍のSEMによる組織写真である。図4は、金属Alのプールの最大長さの平均が40μm以下である、本発明耐熱Al基合金(後述する実施例表3における発明例1)である。
【0069】
図4において、多数の白い点々が金属間化合物(粒子)であり、黒い筋状の模様が、金属Alのプール部分(Alマトリックッス部分)である。本発明耐熱Al基合金では、この視野内にある黒い筋状の模様である、個々の(各)金属Alのプール部分の最も長い部分を、後述する通り計測して平均化する。
【0070】
図4の通り、本発明Al基合金では、金属間化合物相を、体積分率を50%以上と多くしているので、複数の金属間化合物が互いに隣接して集合体(金属間化合物相)を形成しているのが分かる。言い換えると、金属Alのプール部分が、細かく、金属間化合物相によって区切られている(仕切られている)ことが分かる。そして、このような金属間化合物相が多く、金属Alのプール部分が細かい組織状態が、Al基合金の耐熱性と耐磨耗性、また、高温疲労強度を保障する。
【0071】
(製造方法)
以下に、本発明Al基合金の製造方法を説明する。本発明Al基合金は、合金元素量が多いために、金属間化合物相を多く析出させるために、通常の溶解鋳造方法ではなく、急冷凝固法によって、プリフォーム体を制作することが好ましい。また、急冷凝固法のうち、急冷粉末冶金法によっても製造可能であるが、好適にはスプレイフォーミング法で製造される。
【0072】
急冷凝固法の一つである急冷粉末冶金法によって、本発明Al基合金を製造する場合、上記本発明成分組成のAl合金のアトマイズ粉末の内、平均粒径が20μm以下、好ましくは10μm以下の微粒粉を分級して使用する。平均粒径が20μm以下の微粒粉のみをCIPやHIPで固化成型する。平均粒径が20μmを越えるアトマイズ粉末は、冷却速度が遅いため、金属間化合物相が粗大化する可能性がある。
【0073】
スプレイフォーミング法は、通常の溶解鋳造法( インゴットメイキング) よりも、格段に速い冷却・凝固速度を有するために、晶出核生成頻度が高く、各金属間化合物相を多量に、かつ微細に、組織中に析出させることができる。また、個々の金属間化合物粒子の成長速度が相対的に小さいために、隣接粒と接触する頻度も小さくなり、金属間化合物相である金属間化合物の連続体の寸法も小さくなる。
【0074】
この際、Cr、Fe、Tiを各々含む組成では、Al−Cr系、Al−Fe系、Al−Ti系などの金属間化合物相のいずれかに、当該金属間化合物を構成する元素以外のいずれかの元素を強制固溶させて、Al基合金の耐熱性と耐磨耗性とをより向上させることができる。
【0075】
但し、スプレイフォーミング法でも、その冷却・凝固速度の最適化は必要である。スプレイフォーミング法による好ましい態様は、上記本発明成分組成のAl合金を、溶解温度1100〜1600℃で溶製した後、溶湯のスプレイを開始して、スプレイフォーミング法によりプリフォームを作製する。
【0076】
溶解温度を1100℃以上としたのは、上記本発明成分組成のAl合金において、各金属間化合物相を完全に溶解させるためである。また、各合金元素の含有量が多いほど、各金属間化合物相を完全に溶解させるためには、溶解温度を1100℃以上のより高い温度とすることが好ましいが、1600℃を超える温度とする必要は無い。
【0077】
溶湯のスプレイを開始する際、好ましくは、前記溶湯を、スプレイ開始温度まで100℃/h以上の冷却速度で冷却し、その後900〜1200℃で、この溶湯のスプレイを開始する。前記高温で溶解するのは、金属間化合物相を完全に溶解させるためであるが、ここで一旦溶湯を冷却してからスプレイを開始するのは、金属間化合物をある程度晶出させ、晶出した金属間化合物を核として、スプレイフォーミング中に、他の金属間化合物を微細に晶出させる効果があるためである。また、低温からスプレイを開始すると、スプレイの冷却速度を上げ、晶出する金属間化合物が更に微細化される効果がある。
【0078】
このように、一旦溶湯を冷却する際に、溶湯のスプレイ開始温度までの前記冷却速度が100℃/h未満では、上記した、スプレイ開始までに、金属間化合物をある程度晶出させ、晶出した金属間化合物を核として、スプレイフォーミング中に、他の金属間化合物を微細に晶出させることができず、晶出する金属間化合物を微細化できない可能性が高い。
【0079】
溶湯のスプレイ開始温度は、スプレイ過程(スプレイフォーミング過程)における、冷却・晶出速度に影響する。即ち、溶湯のスプレイ開始温度は、低温の方が冷却速度を速くしやすい。しかし、スプレイ開始温度が900℃未満では、スプレイ過程前に、溶湯中に金属間化合物が晶出してしまい、ノズルが閉塞しやすくなる。一方、スプレイ開始温度が1200℃を超えると、スプレイ過程中での冷却速度が遅くなり、スプレイフォーミング法により作製されたプリフォームの金属間化合物を微細化できない可能性が高い。
【0080】
スプレイ過程(スプレイフォーミング過程)では、冷却速度を十分に速くすることが重要となる。冷却速度を十分に速くすると、金属間化合物の晶出核生成頻度が多くなるために金属間化合物粒子の粗大化を防止でき、金属間化合物相を微細化できる。また、金属間化合物粒子が微細化されるために、隣接粒と接触する頻度も小さくなり、金属間化合物相の外郭寸法も小さくできる。
【0081】
スプレイフォーミングにおける(スプレイ過程中の)冷却速度は、例えば、ガス/メタル比(G/M比:単位質量あたりの溶湯に吹き付けるガスの量)によって制御できる。本発明では、G/M比が高いほど、冷却速度を速くでき、本発明で規定するような微細な金属間化合物相が得られ、後述する熱間加工によって、最終的にAl基合金組織における、金属Alのプールの最大長さを小さくできる。また、金属間化合物相に、前記した金属間化合物を構成する以外の元素を強制固溶させられる。
【0082】
これらの条件を満足するG/M比の下限は、例えば、3Nm 3/kg以上、好ましくは5Nm 3/kg以上、さらに好ましくは6Nm3 /kg以上であり、G/M比の上限は、例えば、20Nm3 /kg以下、好ましくは15Nm3 /kg以下とすることが推奨される。これよりG/M比が小さい (冷却速度が遅い) と、金属間化合物が粗大化しやすく、また、後述する熱間加工によっても、Al基合金組織における、金属Alのプールの最大長さを小さくできない可能性が高い。
【0083】
このようなスプレイフォーミング法より得られたAl基合金は、このAl基合金プリフォーム体を一旦真空容器中に密封した状態でCIPやHIP処理を行なうか、あるいは、そのままのプリフォーム体の状態で、熱間にて、鍛造、押出、圧延のいずれかで加工する。また、前記急冷粉末冶金法によって得られた粉末も、CIPやHIPで一旦固化成型したAl基合金(プリフォーム体)を、上記熱間加工することが好ましい。但し、HIP処理は、高温に3時間以上の長時間Al基合金(プリフォーム体)を曝すことになるので、金属間化合物が粗大化しやすく、平均サイズが5μmを超えやすくなる。このため、本発明では、HIP処理はしない方が好ましい。
【0084】
前記鍛造、押出、圧延のいずれかの熱間加工を行なう場合、前記した通り、金属間化合物の表面が凹凸形状を有するように制御するためには、熱間加工における、温度範囲と保持時間とを制御する必要がある。
【0085】
即ち、金属間化合物の表面凹凸形状を本発明のように制御するためには、前記スプレイフォーミング法などにより得られたAl基合金のプリフォーム体を、400〜550℃の温度範囲で熱間加工する必要がある。但し、この際、加工前の加熱を含めた熱間加工における、その温度範囲での保持を30分〜3時間以内として、HIP、鍛造、押出、圧延などの熱間加工を行なう必要もある。これらの保持時間とは、厳密には、熱間加工前の加熱処理における加熱温度到達時から、熱間加工時間を含め、熱間加工後に400℃未満の温度まで冷却される合計時間である。
【0086】
これらの鍛造、押出、圧延の熱間加工温度が400℃未満では、熱間加工が困難となるとともに、熱間加工による、金属間化合物の表面凹凸形状制御効果が得られない。また、金属Alのプールの大きさの微細化効果や、金属Alのプールと金属間化合物相との微細均一分散効果も得られない。
【0087】
一方、熱間加工温度が550℃を超えた場合も、熱間加工による、金属間化合物の表面凹凸形状制御効果が得られない。また、金属Alのプールの大きさが粗大化する。金属Alのプールの粗大化防止の観点からは、熱間加工温度が450℃以下であることが好ましい。
【0088】
また、熱間加工に際しての、Al基合金のプリフォーム体の前記高温での保持時間は重要で、金属間化合物と金属Alマトリックスとの界面において、非平衡状態(界面拡散の過渡期)で止め、金属間化合物の表面を本発明のような凹凸形状とするためには、熱間加工前の加熱処理時間を含めて、前記した通り、400〜550℃の温度範囲での保持を30分〜3時間とする必要がある。このため、熱間加工前の加熱処理時間や熱間加工時間を短くするとともに、熱間加工後に急冷することが好ましい。
【0089】
この高温での保持時間が、3時間を超えて保持した場合には、本発明のように、金属間化合物相の体積分率が多い場合(合金元素量が多い場合)、金属間化合物と金属Alマトリックスとの界面において、金属Alマトリックス中から金属間化合物への合金元素の析出が進み過ぎて、平衡状態に達してしまう。因みに、通常のHIP、鍛造、押出、圧延などの熱間加工では、高温での保持時間は、熱間加工前の加熱処理時間を含めると、3時間を超えることが普通である。このため、前記界面において、金属Alマトリックス中から金属間化合物への合金元素の析出が進み過ぎて、平衡状態に達してしまい、金属Alマトリックスとの界面である金属間化合物の表面は平滑(平坦)となってしまう。この結果、Alマトリックスと金属間化合物相との界面強度が弱くなり、律速し、弾性変形域で破断しやすくなる。
【0090】
一方、その温度範囲での保持が30分未満では、その温度範囲への均一加熱や熱間加工自体が困難となる。この結果、実質的に、熱間加工による、金属間化合物の表面凹凸形状制御効果が得られなくなる。
【0091】
また、HIPを除く、これらの条件範囲の、鍛造、押出、圧延などの熱間加工によって、Al基合金組織における、金属Alのプールの大きさが微細化されるとともに、金属Alのプールと金属間化合物相とが、微細均一に分散される。また、Alマトリックス中に固溶する前記添加元素の固溶量が確保され、析出している金属間化合物粒子の粗大化を防止できる。
【0092】
このように熱間加工されたAl基合金は、そのまま、あるいは、機械加工など適宜の処理が施されて、製品Al基合金とされる。
【0093】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0094】
下記表1に示すA〜Jの成分組成のAl合金の溶湯を、表2に示す溶解温度で溶解し、この溶湯をスプレイ開始温度まで100℃/h以上の冷却速度で冷却し、その後表2に示す温度で溶湯のスプレイを開始して、表2に示すG/M比でスプレイフォーミング(使用ガス:N2 )し、種々のプリフォームを作製した。
表1において、A〜EおよびI、JはCr−Fe−Ti系組成、FはMn−Fe−Si系組成、GはFe−V−Si系組成、HはCr−Fe−Ti−Mn−Si−V系組成である。
【0095】
得られた各プリフォーム(表2に示す発明例1〜9、比較例10〜16)を、表2に示す、加熱温度、保持時間(加熱+熱間加工)の条件で、発明例はそのまま熱間鍛造、比較例はHIPあるいは熱間鍛造加工した。なお、高温での保持時間は、熱間加工前の400℃以上の温度での加熱保持時間、熱間加工時間、熱間加工後に400℃未満の温度まで冷却される時間とし、この高温での保持時間を各々調節した。各例とも、熱間鍛造の歪み速度は10-4/s、圧下率80%と同じにした。
【0096】
表2に示すHIP処理は、各プリフォーム体をSUS製の缶に装填し、13kPa(100Torr)以下に減圧した状態で、575℃の加熱温度で2時間保持して脱気し、缶を密封してカプセルを形成した。得られたカプセルを550℃に再加熱して、HIP処理[圧力:100MPa(1000気圧)、保持時間:2時間]して、Al基合金を得た。これら一連のHIP処理における400℃以上の温度での保持時間は約5時間である。
【0097】
これら熱間加工後のAl基合金およびHIP処理後の試験材の特性を以下のようにして評価した。これらの結果を各々表3に示す。
【0098】
(金属間化合物のL2 /Sの評価解析方法)
15000倍の組織のFE−TEM(日立製作所製、HF−2000電界放射型透過電子顕微鏡)の観察像より、画像解析のソフトウェアとして、MEDIACYBERNETICS社製Image−ProPlusを用い、金属間化合物の面積と周長を画像解析により求めた。即ち、視野内に存在する0.5μm以上の粒径を有する個々の金属間化合物粒子像の面積(S)とその周囲長(L)を画像解析し、金属間化合物相のL2 /Sを各々求めた。そして、視野内に存在する0.5μm以上の粒径を有する各金属間化合物 (個数) の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の (個数) を求めて、割合(%)を求めた。なお、視野数は5として、この平均を求めた。
【0099】
(金属間化合物相の同定)
前記視野内の各金属間化合物相を、X線回折およびTEMの電子線回折パターンから、金属間化合物相の結晶構造を解析した。その結果、表2の発明例1〜6、比較例10〜12、15、16のCr−Fe−Ti系Al合金組成を用いた例では、金属間化合物相は、Al−Cr系、Al−Fe系、Al−Ti系の二元系を主相とする金属間化合物と金属Alマトリックスで構成されていることを確認した。
【0100】
また、表2の発明例7、比較例13のMn−Fe−Si系Al合金組成を用いた例では、金属間化合物相は、Al−Mn−Fe−Si系の四元系を主相とする金属間化合物相と金属Alマトリックスとで構成されていた。更に、表2の発明例8、比較例14のFe−V−Si系Al合金組成を用いた例では、金属間化合物相は、Al−Fe−V−Si系などの四元系を主相とする金属間化合物相と金属Alマトリックスとで構成されていた。また、表2の発明例9のCr−Fe−Ti−Mn−Si−V系Al合金組成を用いた例では、金属間化合物相は、Al−Cr−Fe−Ti−Mn−Si−V系などの多元系を主相とする金属間化合物相と金属Alマトリックスとで構成されていた。
【0101】
したがって、表3に示す金属間化合物相の体積分率は、上記Al合金組成に応じた各主相の体積分率の総和を表す。例えば、Cr−Fe−Ti系Al合金組成を用いた例では、Al−Cr系、Al−Fe系、Al−Ti系の二元系の各金属間化合物の体積分率の総和を表す。また、Mn−Fe−Si系Al合金組成を用いた例では、Al−Mn−Fe−Si系の四元系の金属間化合物相の体積分率を表す。更に、Fe−V−Si系Al合金組成を用いた例では、Al−Fe−V−Si系などの四元系の金属間化合物相の体積分率を表す。また、Cr−Fe−Ti−Mn−Si−V系Al合金組成を用いた例では、金属間化合物相は、Al−Cr−Fe−Ti−Mn−Si−V系などの多元系の金属間化合物相の体積分率を表す。
【0102】
(金属間化合物相の体積分率)
Al基合金組織の金属間化合物相の体積分率は、前記金属Alのプールの最大長さの測定方法と同様に、500倍または1000倍のSEMにより、約500μm×約500μm程度の各10視野のAl基合金の組織観察および画像処理した視野内の組織の、金属Al相と金属間化合物相との区別を、EDX(Kevex社製、Sigmaエネルギー分散型X線検出器:energy dispersive X- ray spectrometer)によって行った上で、視野内の金属間化合物相の体積分率を測定した。また、金属Alプールの最大長さが1μm未満のものは測定対象から外して足切りした。
【0103】
(金属Alのプールの最大長さ)
金属Alのプールの最大長さ(μm)の測定は、試験材を鏡面研磨し、研磨面の組織を、前記した通り、最大長さレベルに応じて、500倍または1000倍のSEM(日立製作所製:S4500型電界放出型走査電子顕微鏡FE−SEM:Field Emissionn Scanninng Electron Microscoppy)により、約200μm×約150μm程度の大きさの各10視野のAl基合金の組織観察した。この反射電子像の観察により、金属Alプール(金属Al相)は、前記図4のように、黒い像として観察される。
【0104】
そして、視野内のこれら黒い像の領域をトレースし、画像解析のソフトウエアとして、MEDIACYBERNETICS社製のImage-ProPlus を用いて、各金属Alのプール(黒い像)の最大長さ(重心直径の最大値)を画像解析により求めた。測定対象とする、視野内の金属Alプールの最大長さは1μm以上とし、この1μm以上の全ての金属Alプールの最大長さを各々求めて、視野内の金属Alプールの最大長さとして平均化した。なお、金属Alプールの最大長さが1μm未満のものは測定が困難であり、却って誤差を生じるために、測定対象から外して足切りした。そして、この観察を10視野で行い、更に平均化した。なお、組織観察においては、SEM写真における金属Al相と金属間化合物相との区別をEDXによって行った。また、金属間化合物相を明瞭に観察するため、上記反射電子により観察した。
【0105】
(金属間化合物相の平均サイズ)
金属間化合物(金属間化合物粒子)の平均サイズの測定は、5000〜15000倍のTEM(透過型電子顕微鏡)により行なった。即ち、TEMの視野内の観察組織像から、金属間化合物をトレースし、画像解析のソフトウエアとして、MEDIACYBERNETICS社製のImage-ProPlus を用いて、各金属間化合物の重心直径を求め、平均化して求めた。測定対象視野数は10とし、各視野の平均サイズを更に平均化して、金属間化合物の平均サイズとした。ただ、あまり観察倍率が高倍率になり過ぎると、観察箇所による金属間化合物相の疎密の差が大きく、試料全体の状態を表さなくなる。一方、低倍率になり過ぎると、サブμmレベルの金属間化合物相の存在状態を検知できなくなる。このため、更に、EDXを併用して金属間化合物相と金属Al相との区別を容易とした。
【0106】
(金属間化合物相への元素の固溶量)
因みに、表2の発明例1〜9、比較例10〜16のCr−Fe−Ti系Al合金組成を用いた例において、Al−Cr系金属間化合物相に固溶したFe、Tiなどの元素の固溶量を測定したところ、程度差はあるが、Fe、Ti含有量の内の、5〜10%程度のFe、Tiが固溶していた。元素の固溶量測定は、上記TEMおよび、このTEMに付随の、45000倍のEDX(Kevex社製、Sigmaエネルギー分散型X線検出器:energy dispersive X- ray spectrometer)により、前記視野内のAl−Cr系金属間化合物相を各々10点測定し、平均化した。
【0107】
(高温強度)
これらAl基合金の高温強度を測定した。平行部Φ4×15mmLとした各Al基合金の試験片を400℃に加熱して15分この温度に保持後、試験片をこの温度で高温引張試験を行なった。引張速度は0.5mm/minとし、歪み速度5×10-4(1/s)とした。高温引張強度は250MPa以上のものを高温強度乃至耐熱性が合格として評価した。
【0108】
(耐磨耗性)
高温での耐磨耗性試験は、ピンオンディスク磨耗試験で行なった。ピン材(Φ7mm×15mm長さ、約1g)に各試験材をセットし、磨耗相手側である試験ディスク材はFC200(鋳鉄)とした。試験温度は400℃とし、荷重10kgf、ピンの回転半径0.02mで、回転する前記試験ディスク材に、試験材を、潤滑無しで10分間接触させた。この際の各試験材の摩耗による質量減少率、(試験前質量−試験後質量)/試験材の試験前質量で評価した。この質量の摩耗減少率が0.2g以下のものを高温での耐磨耗性が合格として評価した。
【0109】
(高温疲労強度)
高温疲労特性は、小野式回転曲げ疲労試験機を用い、平行部Φ8×30mmL、全長90mmLとした各Al基合金の試験片を400℃に加熱して15分この温度に保持後、高温試験片を回転数3000rpm、繰り返し数107 回で高温回転曲げ疲労試験を行ない、疲労強度を求めた。高温疲労強度は135MPa以上のものを高温疲労特性が合格として評価した。
【0110】
表3から明らかなように、発明例1〜9は、各製造条件が前記した好ましい範囲内であり、Al基合金組織が、本発明で規定する、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成されている。また、これら金属間化合物相を構成する金属間化合物の平均サイズが5μm以下である。更に、表2から明らかなように、発明例1〜9は、熱間鍛造加工における高温での保持時間が3時間以内である。このため、表3に示すように、0.5μm以上の粒径を有する各金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が40%以上である。
【0111】
この結果、発明例1〜9は、表3から明らかなように、高温強度、耐摩耗性、高温疲労強度に優れている。
【0112】
ただ、同じ合金Aを用いたもの同士である発明例1と2との比較において、金属間化合物相にて区切られた金属Alのプールの最大長さの平均が、発明例1は40μm以下であるのに対して、発明例2は40μmを超える。このため、金属Alのプールの最大長さの平均が小さい発明例1の方が高温疲労強度がより優れている。
【0113】
これに対して、比較例10、12〜15は、表2から明らかなように、熱間鍛造にせよ、HIPにせよ、高温での保持時間が3時間を超えて長過ぎる。このため、表3から明らかなように、0.5μm以上の粒径を有する各金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が40%未満である。この結果、高温強度や耐摩耗性、そして、特に高温疲労強度が発明例に比して、著しく劣っている。
【0114】
これら比較例の中でも、同じ合金例Aを用いた比較例10〜12は、Al基合金組織が、本発明で規定する体積分率で50〜90%の金属間化合物相を有するものの、0.5μm以上の粒径を有する各金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が40%未満である。この結果、高温強度や耐摩耗性、そして、特に高温疲労強度が発明例に比して、著しく劣っている。
【0115】
これら比較例10〜12の中でも、金属Alのプールの最大長さの平均が40μm以下である比較例11、12は、金属Alのプールの最大長さの平均が50μmを超える比較例10に比べれば、特に高温疲労強度の低下が比較的抑えられている。
【0116】
また、熱間鍛造せずにHIP処理のみを行なった比較例10、13、14は、高温での保持時間が長過ぎることもあり、熱間鍛造材のように、金属間化合物が表面凹凸形状を有さない。このため、他の比較例に比較しても、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が著しく少ない。
【0117】
比較例15は、合金量が好ましい範囲を外れて少な過ぎる合金例Iを用いており、金属間化合物相の体積分率が50%未満と少な過ぎる。このため、高温強度や耐摩耗性、特に高温疲労強度が発明例に比して、著しく劣っている。
【0118】
比較例16は、合金量が好ましい範囲を外れて多過ぎる合金例Jを用いており、金属間化合物相の体積分率が90%を超えて高過ぎる。このため、熱間鍛造時に割れを生じており、高温強度や高温疲労強度が発明例に比して、著しく劣っている。
【0119】
以上の結果から、本発明の各要件、金属間化合物相の体積分率、金属間化合物の平均サイズ、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合、金属Alのプールの最大長さなどの、高温疲労強度を向上させるための臨界的な意義が分かる。
【0120】
【表1】

【0121】
【表2】
【0122】
【表3】
【産業上の利用可能性】
【0123】
以上説明したように、本発明は、軽量であり、高温強靱性や耐摩耗性とともに、更に、高温疲労特性にも優れた耐熱性Al基合金を提供できる。したがって、自動車や航空機などの、ピストン、コンロッドなどの耐熱特性が求められる種々の部品に適用することができる。
【図面の簡単な説明】
【0124】
【図1】本発明耐熱性Al基合金の組織を示す、図面代用写真である。
【図2】図1の金属間化合物を示す模式図である。
【図3】比較例の耐熱性Al基合金の組織を示す、図面代用写真である。
【図4】本発明の耐熱性Al基合金の組織を示す、図面代用写真である。
【技術分野】
【0001】
本発明は、高温強靱性(耐熱性)や耐摩耗性とともに、更に、疲労特性にも優れた耐熱性Al基合金であって、自動車や航空機などのエンジン部品(ピストン、コンロッド)などのような、耐熱強度と軽量性を要求される機械部品に用いて好適なAl基合金に関するものである。
【背景技術】
【0002】
自動車や航空機などのエンジン部品では、300〜400℃程度までの高温強靱性(耐熱性)や耐摩耗性、更には、このような高温領域での疲労特性も要求される。
【0003】
先ず、耐熱性について、従来の溶解鋳造合金では、Al−Cu系合金(2618などの2000系Al合金)を始め、種々の耐熱合金が開発されているが、使用温度が150℃を超える高温下では、十分な高温強度を得ることができなかった。Al−Cu系合金では時効硬化による微細析出物で強度を確保しているため、使用温度が150℃を超えると、この析出物相が粗大化し、著しく強度が低下するからである。
【0004】
そこで、従来から、急冷凝固法を適用したAl基合金が開発されてきた。急冷凝固法の一つである急冷粉末冶金法によれば、Fe、Cr、Mn、Ni、Ti、Zrなどの合金元素の添加量を、前記溶解鋳造Al合金よりも増すことができる。したがって、これら合金元素を多量に添加したAl合金を急冷凝固によって粉末化し、これを固化成型することで、使用温度が150℃を超える高温下でも、高温強度に優れたAl基合金を得ることができる(特許文献1、2参照)。これは、前記合金元素によって、高温でも安定なAlとの金属間化合物を組織中に分散させて、高温強度を高くしている。
【0005】
更に、前記金属間化合物の微細化により、金属間化合物の分率を増加させ、高強度化を図る技術も提案されている(特許文献3参照)。また、急冷凝固法の一つであるスプレイフォーミング法による、Fe、V、Mo、Zr、Tiなどの合金元素を添加し、これら合金元素とAlとの金属間化合物を微細化させた、軽量化耐熱Al基合金も開発されており、過剰のSiを添加し、初晶のSiを微細化させて、耐磨耗性を兼備させた高強度Al基合金も開発されている(特許文献4参照)。
【0006】
次ぎに、Al基合金の疲労特性について、前記した自動車や航空機などのエンジン部品用に、マトリックスを構成するAl結晶粒の平均粒径を微細化させて、疲労特性を向上させることが知られている。例えば、Si;4〜12重量%、Cu;0〜7重量%、Mg;0〜0.5重量%、Ti;0.15〜0.5重量%、Fe;0〜0.7重量%、Mn;0〜0.7重量%、残部Al及び不純物からなり、基地相と該基地相より弾性率が高い晶出物または硬質粒子とからなる亜共晶組織を有する合金であって、上記合金の結晶粒度は、上記晶出物または硬質粒子によって取り囲まれた基地相の単位セルサイズの24倍以下であることを特徴とする耐疲労特性に優れたAl基合金が提案されている(特許文献5参照)。
【0007】
また、合金元素としてFe、TiおよびSiを含有し、残部がAlよりなるAl合金であって、Fe、TiおよびSiの含有量がそれぞれ4原子%≦Fe≦6.8原子%、0.5原子%≦Ti≦1.2原子%、1.5原子%≦Si≦2.5原子%であり、マトリックスを構成するAl結晶粒(面心立方構造)の平均粒径D1 がD1 ≦1μmであり、さらに金属間化合物の平均粒径D2 がD2 ≦0.5μmであるAl基合金が提案されている(特許文献6参照)。
【特許文献1】特許2911708号公報(特許請求の範囲)
【特許文献2】特公平7−62189号公報(特許請求の範囲)
【特許文献3】特開平5−195130号公報(特許請求の範囲)
【特許文献4】特開平9−125180号公報(特許請求の範囲)
【特許文献5】特開平11−199960号公報(特許請求の範囲、表4)
【特許文献6】特許3151590号公報(特許請求の範囲、表4、7、9)
【発明の開示】
【発明が解決しようとする課題】
【0008】
前記特許文献1、2などの急冷粉末冶金法によれば、合金元素の添加量を増せば、Al基合金の高温強度を高くできる。しかし、合金元素の添加量を増加し過ぎると、金属間化合物の粗大化を招くため、300℃で300MPa程度の高温強度しか得られていない。これは、金属間化合物の微細化により、金属間化合物の分率を増加させた、前記特許文献3でも同様である。更に、前記特許文献4などのスプレイフォーミング法によるAl基合金でも、同様の高温強度しか得られていない。
【0009】
更に、前記した特許文献5、6の疲労特性は、300〜400℃程度での高温疲労特性は低くならざるを得ない。例えば、特許文献5における熱疲労試験は、40〜260℃程度の温度でしかなく、また、高サイクル疲労試験(試験片に一定の引張り−圧縮繰返し応力を付与)も室温における評価であり、しかも、応力繰返し数107 回の疲労強度は、80MPaレベル程度と低い。
【0010】
また、特許文献6でも、200℃程度の比較的低温における、高サイクル疲労試験での応力繰返し数107 回の疲労強度は、180MPaレベル程度と低い。したがって、Al基合金のマトリックスを構成するAl結晶粒の平均粒径を微細化させて、疲労特性を向上させることには限界がある。
【0011】
本発明は、かかる問題に鑑みなされたもので、自動車や航空機などのエンジン部品の要求特性を満足する、高温強靱性や耐摩耗性とともに、更に、高温疲労特性にも優れた耐熱性Al基合金を提供することを目的とする。
【課題を解決するための手段】
【0012】
この目的を達成するために、本発明の高温疲労特性に優れた耐熱性Al基合金の要旨は、Al基合金組織が、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成され、前記金属間化合物相を構成する金属間化合物の平均サイズが5μm以下であるとともに、視野内に存在する0.5μm以上の粒径を有する金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在することである。
【0013】
本発明の高温疲労特性に優れた耐熱性Al基合金の好ましい組成としては、前記金属間化合物相を形成する元素として、Cr、Fe、Ti、Mn、V、Siから選択される元素を、これら元素の総和で15〜50質量%含むことである。
【0014】
また、これらの金属間化合物相を形成する元素の内から選択される、疲労特性をより向上させる組み合わせとしては、特に、質量%で、Cr:5〜30%、Fe:1〜20%、Ti:1〜15%、を各々含む組成が好ましい。このような組成では、前記体積分率で50〜90%の金属間化合物相が、Al−Cr系、Al−Fe系、Al−Ti系の二元系の金属間化合物から構成され、高温疲労特性を一層向上できる点で好ましい。
【0015】
更に、高温疲労特性をより向上させるためには、前記Al基合金組織における、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均が40μm以下であることが好ましい。
【0016】
本発明の耐熱性Al基合金において、前記0.5μm以上の粒径を有する金属間化合物の内の50%以上を、L2 /Sが13以上の表面凹凸形状を有するものとするためには、スプレイフォーミング法により得られるAl基合金のプリフォーム体を、400〜550℃の温度範囲で、かつ、この温度範囲での保持時間を、加工前の加熱を含めて、30分〜3時間以内とした、HIP、鍛造、押出、圧延から選択される熱間加工を施されたものとすることが好ましい。
【発明の効果】
【0017】
従来の耐熱Al基合金は、高温疲労特性を向上させるために、Al基合金のマトリックスを構成するAl結晶粒の平均粒径を微細化させている。これに対して、本発明に係るAl基合金は、400℃レベルのさらに高温での耐熱性を向上させるために、金属間化合物相の体積分率を50〜90%と大きくした上で、前記金属間化合物相を構成する金属間化合物の表面形状を、高温疲労特性向上効果を有する形状に制御する。
【0018】
金属Alマトリックスと金属間化合物相とで構成されているAl基合金において、金属Alマトリックスは軟らかく、金属間化合物相は硬く、軟らかい金属Alマトリックス中に、硬い金属間化合物相が分散した組織となっている。このようなAl基合金組織に、耐熱機械部品としての使用中に、応力が負荷された場合に、Al基合金の変形によって、軟らかい金属Alマトリックスから硬い金属間化合物が剥離し、硬い金属間化合物が破壊の起点となりやすい。この傾向は、耐熱性向上のために、多量の金属間化合物相を有している場合には、特に顕著となる。このように、硬い金属間化合物が破壊の起点となりやすい場合、高温疲労特性は当然低下してしまう。
【0019】
即ち、合金元素の添加量が多くなり、金属間化合物相が多くなると、Al基合金の高温疲労特性は、Alマトリックスと金属間化合物相の界面の強度が律速するようになる。そして、この界面強度が弱いと、弾性変形域で破断し、高温疲労特性が低下するという問題が新たに生じる。
【0020】
したがって、Al基合金において、高温疲労特性を高めるためには、硬い金属間化合物が、軟らかい金属Alマトリックスから剥離しにくい界面強度(金属間化合物の金属Alマトリックスとの界面強度)を有することが必要となる。
【0021】
このため、本発明では、Al基合金において、前記金属間化合物相を構成する金属間化合物の表面が凹凸形状を有するように制御する。この金属間化合物の界面強度は、後述する通り、金属間化合物の表面が凹凸形状を有する(金属間化合物の表面がデコボコ、あるいはギザギザである)ほど高くなり、金属間化合物の表面が平滑(金属間化合物の表面が平坦)であるほど低くなる。
【0022】
金属間化合物の表面が凹凸形状を有することによって、金属間化合物の金属Alマトリックスとの界面強度が高まり、高温で応力が負荷された場合でも、金属間化合物が金属Alマトリックスから剥離しにくく、破壊の起点となりにくくし、Al基合金の高温疲労特性を高めることができる。
【0023】
スプレイフォーミング法など急冷凝固法により得られたままのAl基合金組織における金属Alのプールと金属間化合物相の分散状態では、金属間化合物の表面は平滑になりやすい。また、急冷凝固法により得られたままのAl基合金を、更にHIP(熱間静水圧プレス)で固化成型した場合も、金属間化合物の表面は平滑になりやすい。常法により、HIP処理した場合、後述する通り、加熱時間を含めた高温保持時間が長くなり、組織自体は緻密化されるものの、金属間化合物の表面が平滑になりやすいからである。また、HIP処理した場合、上記高温保持時間が長くなることで、金属間化合物のサイズが粗大化する可能性が高い問題もある。
【0024】
金属間化合物の表面が平滑な場合、合金元素の添加量が多くなり、金属間化合物相が多くなると、前記した、Alマトリックスと金属間化合物相との界面強度は弱くなる。このため、高温疲労特性が低下し、弾性変形域で破断してしまう可能性が高くなる。前記した特許文献5の高温疲労強度が低いのはこのためである。また、これら従来の耐熱Al基合金のように、Al基合金のマトリックスを構成するAl結晶粒の平均粒径を微細化させても、金属間化合物の表面が凹凸になるわけではなく、表面が平滑な状態はそのまま維持される。
【0025】
これに対して、前記した特許文献6では、エアアトマイズした粉末をCIPにてビレットに成形して、このビレットを熱間押出加工している。但し、後述する通り、常法により、熱間押出加工した場合、加熱時間を含めた高温保持時間が長くなり、金属間化合物の表面が平滑になりやすい。また、特許文献6では、Fe、TiおよびSiの含有量が少なく、前記金属間化合物相が、体積分率で50%を超える大きな割合とはならない。このため、金属Alの体積分率が大きくなり、金属間化合物によって仕切られる金属プールの大きさが必然的に大きくなる。金属間化合物相が少なく、前記金属Alのプールの大きさが大きくなるほど、耐熱機械部品としてのAl基合金使用中に、強度の低い金属Alのプール部分に応力が集中する。このように、強度の低い金属Alのプール部分に高温で応力が集中した場合、疲労特性は当然低下してしまう。
【発明を実施するための最良の形態】
【0026】
(Al基合金組成)
先ず、本発明のAl基合金の好ましい化学成分組成(単位:質量%)について、各元素の限定理由を含めて、以下に説明する。
【0027】
本発明では、400℃レベルのさらに高温での耐熱性を向上させるために、合金元素量を多く、金属間化合物量を体積分率で50〜90%と大きくした、分散粒子強化型とする必要がある。このような、高温疲労特性に優れた耐熱性Al基合金の好ましい組成としては、前記金属間化合物相を形成する元素として、Cr、Fe、Ti、Mn、V、Siから選択される元素を、これら元素の総和で15〜50質量%含み、残部がAl及び不可避的不純物からなることが好ましい。
【0028】
これら、Cr、Fe、Ti、Mn、V、Siから選択される元素が、これら元素の総和が15質量%の下限未満では、金属間化合物相(体積分率)が各々不足する。このため、Al基合金の耐熱性と耐磨耗性、また高温疲労強度を向上させることができない。一方、これら元素の総和が50質量%の上限を超えた場合、靱性が低下して脆くなり、耐熱機械部品に用いることができない。
【0029】
そして、これらの金属間化合物相を形成する元素の内から選択される、疲労特性をより向上させる組み合わせとしては、特に、質量%で、Cr:5〜30%、Fe:1〜20%、Ti:1〜15%、を各々含む組成が好ましい。このような組成において、後述する通り、スプレイフォーミング法による急冷凝固法によって、プリフォーム体を制作すれば、このプリフォーム体組織の前記体積分率で50〜90%の金属間化合物相が、Al−Cr系、Al−Fe系、Al−Ti系の二元系を主相とする金属間化合物から構成され、高温疲労特性を一層向上できる。
【0030】
また、これらCr、Fe、Tiは、スプレイフォーミング法による急冷凝固法によって、Al−Cr系、Al−Fe系、Al−Ti系などの金属間化合物相のいずれかに、当該金属間化合物を構成する元素以外のいずれかの元素が更に固溶して、Al基合金の耐熱性と耐磨耗性とを向上させることができる。
【0031】
Al−Cr系、Al−Fe系、Al−Ti系などの二元系の金属間化合物相のいずれかに、当該金属間化合物を構成する元素以外のCr、Fe、Tiいずれかが固溶した場合、当該金属間化合物およびAl基合金の強度、靱性、硬さ(耐熱強度、耐磨耗性)を向上させることができる。より具体的な例としては、Al−Cr系金属間化合物相に、Fe、Tiのいずれか、また両方が固溶していることを言う。
【0032】
これら当該金属間化合物を構成する元素以外のCr、Fe、Tiいずれかが固溶した金属間化合物は、例えば、Al−Cr金属間化合物にFe、Tiの元素が固溶されないような場合に比して、耐熱強度と耐磨耗性とのバランスに優れている。このため、Al基合金の強度、靱性、硬さを一層向上させることができる。
【0033】
Cr、Fe、Tiの上記各含有量の下限未満、およびCr、Fe、Tiの含有量総和が、上記15質量%の下限未満では、Al−Cr系、Al−Fe系、Al−Ti系などの金属間化合物相(体積分率)と、これら各金属間化合物に、当該金属間化合物を構成する元素以外のいずれかの元素の固溶量が各々不足する。このため、Al基合金の耐熱性と耐磨耗性、また高温疲労強度を向上させることができない。
【0034】
一方、Cr、Fe、Tiの上記各含有量の上限を超えた場合、およびCr、Fe、Tiの含有量総和が、上記50質量%の上限を超えた場合、上記金属間化合物相と、これら各金属間化合物に、当該金属間化合物を構成する元素以外のいずれかの元素が固溶した組織が得られたとしても、靱性が低下して、脆くなる。このため、耐熱機械部品に用いることができない。
【0035】
したがって、Cr、Fe、Tiを各々含む組成において、Crは5〜30%、Feは1〜20%、Tiは1〜15%の各含有量範囲とし、Cr、Fe、Tiの含有量の総和も15〜50%の範囲とする。
【0036】
この他、Mn:5〜30%、Fe:1〜20%、Si:1〜10%を各々含む組成か、Fe:1〜20%、V:0.5〜5%、Si:1〜10%を各々含む組成、とすることもできる。このような組成では、後述する通り、スプレイフォーミング法による急冷凝固法によって、プリフォーム体を制作すれば、このプリフォーム体組織の前記体積分率で50〜90%の金属間化合物相が、Al−Mn−Fe−Si系、あるいはAl−Fe−V−Si系などの四元系を主相とする金属間化合物相から構成され、高温疲労特性を一層向上できる。
【0037】
これら、Mn、Fe、Si、Vの上記各含有量の下限未満、およびMn、Fe、Si、Vの含有量総和が、上記15質量%の下限未満では、四元系の金属間化合物相(体積分率)が各々不足する。このため、Al基合金の耐熱性と耐磨耗性、また高温疲労強度を向上させることができない。
一方、Mn、Fe、Si、Vの上記各含有量の上限を超えた場合、およびMn、Fe、Si、Vの含有量総和が、上記50質量%の上限を超えた場合、靱性が低下して、脆くなる。このため、耐熱機械部品に用いることができない。
【0038】
(金属間化合物相)
本発明Al基合金組織は、体積分率で50〜90%の前記金属間化合物相と、残部が金属Alマトリックスとで構成される。Cr、Fe、Tiを各々を含む前記組成では、Al−Cr系、Al−Fe系、Al−Ti系の二元系を主相とする金属間化合物相が体積分率で50〜90%を占めるようにする。また、Mn、Fe、Siを各々含む前記組成では、Al−Mn−Fe−Si系の四元系を主相とする金属間化合物相が体積分率で50〜90%を占めるようにする。更に、Fe、V、Siを各々含む前記組成では、Al−Fe−V−Si系などの四元系を主相とする金属間化合物相が体積分率で50〜90%を占めるようにする。なお、本発明Al基合金組織において、これら主相に対して、これら主相以外の金属間化合物相を含むことも、Al基合金の特性を阻害しない範囲で許容する。
【0039】
金属Alマトリックスと金属間化合物相とで構成されているAl基合金において、金属Alマトリックスは軟らかく、金属間化合物相は硬い。Al基合金では、このような、軟らかい金属Alマトリックス中に、硬い金属間化合物相が分散した組織となっている。そして、この硬い金属間化合物相が、Al基合金に、耐熱性と耐磨耗性、また、高温疲労強度を持たせる主相となる。一方、軟らかい金属Alマトリックスは、これら硬い金属間化合物相のバインダー、あるいは、これら硬い金属間化合物相の土台となって、金属間化合物相の機能を発揮させる役割を担う。
【0040】
金属間化合物の量が少ないときには、金属間化合物は単独で存在しているものが多いが、本発明Al基合金のように、体積分率を50%以上と、金属間化合物の量を多くすると、複数の金属間化合物が互いに隣接して集合体(連続体:金属間化合物相)を形成しやすくなる。このため、Al基合金に、耐熱性と耐磨耗性、また、高温疲労強度を持たせる主相としての機能をより発揮しやすくなり、特に、高温疲労強度が向上する。
【0041】
また、体積分率を50%以上と金属間化合物の量を多くして、上記金属間化合物相を形成すると、これら金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を小さくできる。
【0042】
前記金属間化合物相の体積分率が50%未満では、Al基合金に、耐熱性と耐磨耗性、また、高温疲労強度を持たせる主相となる金属間化合物相が不足し、これらの特性が低下する。また、金属間化合物相の量が少なくなる一方で、金属Alの体積分率が大きくなり、金属間化合物相にて区切られた金属プールの大きさが必然的に大きくなる。この結果、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均も、必然的に40μmを超えて大きくなる。このため、耐熱性と耐磨耗性、また、特に高温疲労強度が低くなる。
【0043】
一方、前記金属間化合物相の体積分率が90%を超えた場合、金属Alの量が少なくなりすぎ、Al基合金の靱性が低下して、脆くなる。このため、耐熱Al基合金として使用できなくなる。
【0044】
(金属間化合物の平均サイズ)
本発明Al基合金においても、金属間化合物相を形成する個々の金属間化合物(金属間化合物粒子)の平均サイズは小さいほど好ましい。本発明のように、金属間化合物の量を多くしたAl基合金では、金属間化合物量が少ないAl基合金に比して、高温強度や耐摩耗性は大きく向上するものの、金属間化合物の平均サイズの靱性への影響が大きくなる。この点、金属間化合物の平均サイズが5μmを超えて大きくなった場合には、Al基合金の靱性が大幅に低下する。したがって、本発明では、金属間化合物相を形成する金属間化合物(粒子)の平均サイズを5μm以下と規定する。本発明では、これら金属間化合物粒子の集合体乃至連続体を、金属間化合物相と総称し、これら金属間化合物粒子の平均サイズを上記のように規定する。金属間化合物の平均サイズの測定は、後述する通り、5000〜15000倍の透過型電子顕微鏡(TEM)にてAl基合金組織を観察して行なう。
【0045】
(金属間化合物の表面形状)
本発明では、高温疲労特性を向上させるために、金属間化合物相を構成する金属間化合物(粒子)の表面が凹凸形状を有するように制御する。具体的には、金属間化合物の大きさに応じて、5000〜15000倍の透過型電子顕微鏡(TEM)にてAl基合金組織を観察した際の、視野内に存在する0.5μm以上の粒径を有する各金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在するように制御する。
【0046】
本発明Al基合金では、体積分率が50%以上の多量の金属間化合物を形成するために、Al中に多量の合金元素を添加している。このため、金属Alマトリックスに過飽和に固溶した合金元素は、金属間化合物を形成して(析出して)平衡状態になろうとする傾向が強い。一旦形成された金属間化合物と金属Alマトリックスとの界面でも、金属Alマトリックス中から合金元素が金属間化合物に析出(移行)して、平衡状態になろうとする傾向が強い。
【0047】
金属間化合物と金属Alマトリックスとの界面において、合金元素が金属Alマトリックス側から金属間化合物側に移行、析出して、平衡状態に達した場合、金属Alマトリックスとの界面である、金属間化合物の表面は平滑(平坦)となる。前記した通常のAl基合金の金属間化合物の表面が平滑であるのは、このためである。このように、前記界面が平衡状態になると、Alマトリックスと金属間化合物相との界面強度が弱くなり、弾性変形域で破断しやすくなり、高温疲労特性は低下する。
【0048】
この表面が平滑な金属間化合物の、Al基合金組織を15000倍のTEMで観察した際の組織写真を図3に示す。図3において、点在する球状物が金属間化合物であり、例えば、図3の中央部にある黒い金属間化合物の表面は、凹凸があまり無い平滑であることが分かる。
【0049】
これに対して、本発明のような、金属間化合物の表面が凹凸形状を有する(金属間化合物の表面がデコボコ、あるいはギザギザである)場合は、金属間化合物と金属Alマトリックスとの界面において、前記平衡状態に達してはいない、界面拡散の過渡期で止まった状態となっている。即ち、この界面(金属間化合物の表面)では、金属Alマトリックスから金属間化合物にかけて、金属間化合物に移行(析出)しようとする合金元素の濃度が連続的に変化する、濃度勾配がついた非平衡状態になっているものと推考される。
【0050】
したがって、金属間化合物の表面が凹凸形状を有するか否かは、単に物理的なアンカー効果などの凹凸形状効果ではなく、上記したような、冶金的な非平衡状態効果を示している。即ち、この非平衡状態における合金元素の濃度勾配によって、高温での変形によっても、硬い金属間化合物が、軟らかい金属Alマトリックスから剥離しにくい界面強度が保持されているものと推考される。したがって、金属間化合物の界面強度は、金属間化合物の表面が凹凸形状を有するほど、非平衡状態となって高くなる。一方、金属間化合物の界面強度は、金属間化合物の表面が平滑であるほど、平衡状態となって低くなる。
【0051】
この表面が凹凸形状を有する金属間化合物の、Al基合金組織を15000倍のTEMで観察した際の組織写真を図1に示す。図1において、前記図3と同様に、図の中央にある大きな球状物が金属間化合物であるが、これらの金属間化合物の表面は、前記図3の金属間化合物表面のように平滑ではなく、表面が凹凸形状を有することが分かる。
【0052】
但し、金属間化合物のサイズの大きさには種々有り、サブミクロン単位のサイズの極端に小さいものは表面の形状の判別が難しい。また、これらサイズの小さなものは、サイズの大きなものに比して、より剥離しにくく、破壊の起点になりにくい。更に、サイズの大きい金属間化合物表面が凹凸形状を有するように制御すれば、サイズの小さな金属間化合物表面も凹凸形状を有する方向にいき、高温疲労特性向上の方向に向かう。したがって、本発明では、より破壊の起点になりやすく、高温疲労特性により影響度が大きな、サイズの大きな金属間化合物表面が凹凸形状を有するように制御する。このため、本発明では、このサイズの比較的大きな金属間化合物として、0.5μm以上の粒径を有する金属間化合物を選択する。
【0053】
そして、これら0.5μm以上の比較的大きな粒径を有する金属間化合物の表面の凹凸形状を、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の形状と規定する。
【0054】
前記図1の金属間化合物を模式化して示す図2において、個々の金属間化合物の周長Lが、金属間化合物表面の凹凸形状を形成している。したがって、金属間化合物の周長Lは、金属間化合物表面の凹凸長さを表す。これらの金属間化合物面積Sに対して、周長Lが長いほど、凹凸の長さが長く、金属間化合物表面の凹凸が大きいことを示している。金属間化合物の断面が真円の場合、(2πr)2 で表される金属間化合物の周長Lの2乗とπr2 で表される面積Sとの比L2 /Sは、(2πr)2 /πr2 =4π(約13)となる。したがって、金属間化合物面積Sに対して周長Lが長い、表面が凹凸の状態とは、L2 /Sが4π=約13以上のことを言う。この金属間化合物の表面の凹凸形状に関わるL2 /Sが13未満では、凹凸の長さが短くなって(凹凸が小さくなって)、金属間化合物の外周が円に近づき、従来の表面が平滑な金属間化合物と大差なくなる。このため、界面強度が低いなり、高温疲労特性を向上できない。
【0055】
本発明では、更に、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の数を保障して、高温疲労特性向上を保障するために、前記TEM視野内に存在する0.5μm以上の金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在するように規定する。
【0056】
このL2 /Sが13以上である0.5μm以上の金属間化合物の数は多いほど好ましく、前記TEM視野内に存在する0.5μm以上の金属間化合物が全てL2 /Sが13以上であれば良い。但し、表面凹凸形状を有する金属間化合物を制御するための、製造の限界や製造コストの問題もあり、L2 /Sが13以上である0.5μm以上の金属間化合物の数は高温疲労特性を向上させるに足る量であれば良い。この点、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合は、好ましくは45%以上、より好ましくは50%以上である。
【0057】
例えば、前記図1において、TEM視野内に存在する0.5μm以上の金属間化合物が20個とすれば、このうちの好ましくは9個以上、より好ましくは10個以上のL2 /Sが13以上とする。一方、L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%未満では、界面強度が低い従来の表面が平滑な金属間化合物(破壊の起点となる金属間化合物)が多過ぎ、高温疲労特性向上を保障できない。
【0058】
本発明では、このように、金属間化合物の表面凹凸形状の制御によって、金属間化合物の金属Alマトリックスとの界面強度を高めて、高温で応力が負荷された場合でも、金属間化合物が金属Alマトリックスから剥離しにくくし、金属間化合物を破壊の起点となりにくくしている。この結果、Al基合金の高温疲労特性を高めることができる。
【0059】
このように、金属間化合物の表面凹凸形状を制御するためには、後述する通り、スプレイフォーミング法により得られるAl基合金のプリフォーム体を、400〜550℃の温度範囲で、但し、加工前の加熱を含めた熱間加工における、その温度範囲での保持が30分〜3時間以内として、HIP、鍛造、押出、圧延から選択される熱間加工を行なう。
【0060】
(金属Alのプールの最大長さ)
本発明耐熱性Al基合金では、特に、高温疲労特性を向上させるために、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を40μm以下とすることが好ましい。
【0061】
金属Alマトリックス中に金属間化合物相が分散した組織となっているAl基合金の場合に、前記金属間化合物相にて区切られた金属Alのプールの大きさが大きくなるほど、前記した通り、耐熱機械部品としてのAl基合金使用中に、強度の低い金属Alのプール部分に応力が集中する。このように、強度の低い金属Alのプール部分に高温で応力が集中した場合、疲労特性は当然低下してしまう。
【0062】
また、前記金属Alのプールの大きさが大きくなるほど、前記した通り、Al基合金組織における金属Alのプールと金属間化合物相の分散状態も、どうしても不均一とならざるを得ない。このため、Al基合金組織において、金属間化合物相が集中する部分と、金属間化合物相が無い、あるいは疎となる部分とが多く生じる。このように、硬い金属間化合物相と軟らかい金属Alのプールとが不均一に分散する結果、高サイクルの疲労など、製品Al基合金に、引張り−圧縮の繰返し応力が高温で付与された場合には、疲労強度は著しく低くならざるを得ない。また、耐熱性や耐磨耗性も低くならざるを得ない。
【0063】
この傾向は、前記金属Alのプールの大きさが大きくなって、この金属Alのプールの最大長さの平均が40μmを超えた場合に顕著となる。このため、前記金属Alのプールの大きさが大きくなると、前記した金属間化合物の表面凹凸形状制御による高温疲労特性向上効果を減らす可能性がある。したがって、本発明では、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を40μm以下とすることが好ましく、より好ましくは30μm以下とする。
【0064】
金属間化合物相の体積分率が少なすぎるか、金属Alの体積分率が大きくなりすぎる場合に、前記金属間化合物相にて区切られた軟らかい金属Alのプールの大きさは、最大長さの平均40μmを超えて大きくなりやすい。
【0065】
また、たとえ金属間化合物相の体積分率が多くても、スプレイフォーミング法など急冷凝固法により得られたままの、プリフォーム体などのAl基合金組織では、金属Alのプールの大きさが最大長さの平均40μmを超えて大きくなりやすい。これは、急冷凝固法により得られたプリフォーム体などのAl基合金を、更にCIPやHIPで固化成型した場合でも同様である。
【0066】
このため、金属間化合物相の体積分率を多くした上で、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均を40μm以下とするためには、急冷凝固法により得られたAl基合金を、熱間にて、鍛造、押出、圧延から選択される熱間加工を行なうことが好ましい。これらの熱間加工(塑性加工)によって、Al基合金組織における、金属Alのプールの大きさが微細化されるとともに、金属Alのプールと金属間化合物相とが、微細均一に分散される。なお、前記HIPあるいはCIPでは、このような金属Alのプールの微細化効果は無い。
【0067】
(金属Alのプールの最大長さ測定)
本発明では、測定誤差を少なくして再現性あるものとするために、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さを、目安として、最大長さが20μm以上のレベルにある場合には、500倍の走査型電子顕微鏡(SEM)にて、また、最大長さが20μm以下のレベルにある場合には、1000倍の走査型電子顕微鏡(SEM)にて、後述する実施例にて詳細を記載する通り、測定する。このSEMの倍率は、金属Alのプールの最大長さに応じて決めており、倍率が大き過ぎると、視野の大きさが前記金属Alのプールの最大長さよりも小さくなり、倍率が小さ過ぎると、金属Alのプール自体の識別が不明瞭となる。
【0068】
図4は、耐熱Al基合金の1000倍のSEMによる組織写真である。図4は、金属Alのプールの最大長さの平均が40μm以下である、本発明耐熱Al基合金(後述する実施例表3における発明例1)である。
【0069】
図4において、多数の白い点々が金属間化合物(粒子)であり、黒い筋状の模様が、金属Alのプール部分(Alマトリックッス部分)である。本発明耐熱Al基合金では、この視野内にある黒い筋状の模様である、個々の(各)金属Alのプール部分の最も長い部分を、後述する通り計測して平均化する。
【0070】
図4の通り、本発明Al基合金では、金属間化合物相を、体積分率を50%以上と多くしているので、複数の金属間化合物が互いに隣接して集合体(金属間化合物相)を形成しているのが分かる。言い換えると、金属Alのプール部分が、細かく、金属間化合物相によって区切られている(仕切られている)ことが分かる。そして、このような金属間化合物相が多く、金属Alのプール部分が細かい組織状態が、Al基合金の耐熱性と耐磨耗性、また、高温疲労強度を保障する。
【0071】
(製造方法)
以下に、本発明Al基合金の製造方法を説明する。本発明Al基合金は、合金元素量が多いために、金属間化合物相を多く析出させるために、通常の溶解鋳造方法ではなく、急冷凝固法によって、プリフォーム体を制作することが好ましい。また、急冷凝固法のうち、急冷粉末冶金法によっても製造可能であるが、好適にはスプレイフォーミング法で製造される。
【0072】
急冷凝固法の一つである急冷粉末冶金法によって、本発明Al基合金を製造する場合、上記本発明成分組成のAl合金のアトマイズ粉末の内、平均粒径が20μm以下、好ましくは10μm以下の微粒粉を分級して使用する。平均粒径が20μm以下の微粒粉のみをCIPやHIPで固化成型する。平均粒径が20μmを越えるアトマイズ粉末は、冷却速度が遅いため、金属間化合物相が粗大化する可能性がある。
【0073】
スプレイフォーミング法は、通常の溶解鋳造法( インゴットメイキング) よりも、格段に速い冷却・凝固速度を有するために、晶出核生成頻度が高く、各金属間化合物相を多量に、かつ微細に、組織中に析出させることができる。また、個々の金属間化合物粒子の成長速度が相対的に小さいために、隣接粒と接触する頻度も小さくなり、金属間化合物相である金属間化合物の連続体の寸法も小さくなる。
【0074】
この際、Cr、Fe、Tiを各々含む組成では、Al−Cr系、Al−Fe系、Al−Ti系などの金属間化合物相のいずれかに、当該金属間化合物を構成する元素以外のいずれかの元素を強制固溶させて、Al基合金の耐熱性と耐磨耗性とをより向上させることができる。
【0075】
但し、スプレイフォーミング法でも、その冷却・凝固速度の最適化は必要である。スプレイフォーミング法による好ましい態様は、上記本発明成分組成のAl合金を、溶解温度1100〜1600℃で溶製した後、溶湯のスプレイを開始して、スプレイフォーミング法によりプリフォームを作製する。
【0076】
溶解温度を1100℃以上としたのは、上記本発明成分組成のAl合金において、各金属間化合物相を完全に溶解させるためである。また、各合金元素の含有量が多いほど、各金属間化合物相を完全に溶解させるためには、溶解温度を1100℃以上のより高い温度とすることが好ましいが、1600℃を超える温度とする必要は無い。
【0077】
溶湯のスプレイを開始する際、好ましくは、前記溶湯を、スプレイ開始温度まで100℃/h以上の冷却速度で冷却し、その後900〜1200℃で、この溶湯のスプレイを開始する。前記高温で溶解するのは、金属間化合物相を完全に溶解させるためであるが、ここで一旦溶湯を冷却してからスプレイを開始するのは、金属間化合物をある程度晶出させ、晶出した金属間化合物を核として、スプレイフォーミング中に、他の金属間化合物を微細に晶出させる効果があるためである。また、低温からスプレイを開始すると、スプレイの冷却速度を上げ、晶出する金属間化合物が更に微細化される効果がある。
【0078】
このように、一旦溶湯を冷却する際に、溶湯のスプレイ開始温度までの前記冷却速度が100℃/h未満では、上記した、スプレイ開始までに、金属間化合物をある程度晶出させ、晶出した金属間化合物を核として、スプレイフォーミング中に、他の金属間化合物を微細に晶出させることができず、晶出する金属間化合物を微細化できない可能性が高い。
【0079】
溶湯のスプレイ開始温度は、スプレイ過程(スプレイフォーミング過程)における、冷却・晶出速度に影響する。即ち、溶湯のスプレイ開始温度は、低温の方が冷却速度を速くしやすい。しかし、スプレイ開始温度が900℃未満では、スプレイ過程前に、溶湯中に金属間化合物が晶出してしまい、ノズルが閉塞しやすくなる。一方、スプレイ開始温度が1200℃を超えると、スプレイ過程中での冷却速度が遅くなり、スプレイフォーミング法により作製されたプリフォームの金属間化合物を微細化できない可能性が高い。
【0080】
スプレイ過程(スプレイフォーミング過程)では、冷却速度を十分に速くすることが重要となる。冷却速度を十分に速くすると、金属間化合物の晶出核生成頻度が多くなるために金属間化合物粒子の粗大化を防止でき、金属間化合物相を微細化できる。また、金属間化合物粒子が微細化されるために、隣接粒と接触する頻度も小さくなり、金属間化合物相の外郭寸法も小さくできる。
【0081】
スプレイフォーミングにおける(スプレイ過程中の)冷却速度は、例えば、ガス/メタル比(G/M比:単位質量あたりの溶湯に吹き付けるガスの量)によって制御できる。本発明では、G/M比が高いほど、冷却速度を速くでき、本発明で規定するような微細な金属間化合物相が得られ、後述する熱間加工によって、最終的にAl基合金組織における、金属Alのプールの最大長さを小さくできる。また、金属間化合物相に、前記した金属間化合物を構成する以外の元素を強制固溶させられる。
【0082】
これらの条件を満足するG/M比の下限は、例えば、3Nm 3/kg以上、好ましくは5Nm 3/kg以上、さらに好ましくは6Nm3 /kg以上であり、G/M比の上限は、例えば、20Nm3 /kg以下、好ましくは15Nm3 /kg以下とすることが推奨される。これよりG/M比が小さい (冷却速度が遅い) と、金属間化合物が粗大化しやすく、また、後述する熱間加工によっても、Al基合金組織における、金属Alのプールの最大長さを小さくできない可能性が高い。
【0083】
このようなスプレイフォーミング法より得られたAl基合金は、このAl基合金プリフォーム体を一旦真空容器中に密封した状態でCIPやHIP処理を行なうか、あるいは、そのままのプリフォーム体の状態で、熱間にて、鍛造、押出、圧延のいずれかで加工する。また、前記急冷粉末冶金法によって得られた粉末も、CIPやHIPで一旦固化成型したAl基合金(プリフォーム体)を、上記熱間加工することが好ましい。但し、HIP処理は、高温に3時間以上の長時間Al基合金(プリフォーム体)を曝すことになるので、金属間化合物が粗大化しやすく、平均サイズが5μmを超えやすくなる。このため、本発明では、HIP処理はしない方が好ましい。
【0084】
前記鍛造、押出、圧延のいずれかの熱間加工を行なう場合、前記した通り、金属間化合物の表面が凹凸形状を有するように制御するためには、熱間加工における、温度範囲と保持時間とを制御する必要がある。
【0085】
即ち、金属間化合物の表面凹凸形状を本発明のように制御するためには、前記スプレイフォーミング法などにより得られたAl基合金のプリフォーム体を、400〜550℃の温度範囲で熱間加工する必要がある。但し、この際、加工前の加熱を含めた熱間加工における、その温度範囲での保持を30分〜3時間以内として、HIP、鍛造、押出、圧延などの熱間加工を行なう必要もある。これらの保持時間とは、厳密には、熱間加工前の加熱処理における加熱温度到達時から、熱間加工時間を含め、熱間加工後に400℃未満の温度まで冷却される合計時間である。
【0086】
これらの鍛造、押出、圧延の熱間加工温度が400℃未満では、熱間加工が困難となるとともに、熱間加工による、金属間化合物の表面凹凸形状制御効果が得られない。また、金属Alのプールの大きさの微細化効果や、金属Alのプールと金属間化合物相との微細均一分散効果も得られない。
【0087】
一方、熱間加工温度が550℃を超えた場合も、熱間加工による、金属間化合物の表面凹凸形状制御効果が得られない。また、金属Alのプールの大きさが粗大化する。金属Alのプールの粗大化防止の観点からは、熱間加工温度が450℃以下であることが好ましい。
【0088】
また、熱間加工に際しての、Al基合金のプリフォーム体の前記高温での保持時間は重要で、金属間化合物と金属Alマトリックスとの界面において、非平衡状態(界面拡散の過渡期)で止め、金属間化合物の表面を本発明のような凹凸形状とするためには、熱間加工前の加熱処理時間を含めて、前記した通り、400〜550℃の温度範囲での保持を30分〜3時間とする必要がある。このため、熱間加工前の加熱処理時間や熱間加工時間を短くするとともに、熱間加工後に急冷することが好ましい。
【0089】
この高温での保持時間が、3時間を超えて保持した場合には、本発明のように、金属間化合物相の体積分率が多い場合(合金元素量が多い場合)、金属間化合物と金属Alマトリックスとの界面において、金属Alマトリックス中から金属間化合物への合金元素の析出が進み過ぎて、平衡状態に達してしまう。因みに、通常のHIP、鍛造、押出、圧延などの熱間加工では、高温での保持時間は、熱間加工前の加熱処理時間を含めると、3時間を超えることが普通である。このため、前記界面において、金属Alマトリックス中から金属間化合物への合金元素の析出が進み過ぎて、平衡状態に達してしまい、金属Alマトリックスとの界面である金属間化合物の表面は平滑(平坦)となってしまう。この結果、Alマトリックスと金属間化合物相との界面強度が弱くなり、律速し、弾性変形域で破断しやすくなる。
【0090】
一方、その温度範囲での保持が30分未満では、その温度範囲への均一加熱や熱間加工自体が困難となる。この結果、実質的に、熱間加工による、金属間化合物の表面凹凸形状制御効果が得られなくなる。
【0091】
また、HIPを除く、これらの条件範囲の、鍛造、押出、圧延などの熱間加工によって、Al基合金組織における、金属Alのプールの大きさが微細化されるとともに、金属Alのプールと金属間化合物相とが、微細均一に分散される。また、Alマトリックス中に固溶する前記添加元素の固溶量が確保され、析出している金属間化合物粒子の粗大化を防止できる。
【0092】
このように熱間加工されたAl基合金は、そのまま、あるいは、機械加工など適宜の処理が施されて、製品Al基合金とされる。
【0093】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0094】
下記表1に示すA〜Jの成分組成のAl合金の溶湯を、表2に示す溶解温度で溶解し、この溶湯をスプレイ開始温度まで100℃/h以上の冷却速度で冷却し、その後表2に示す温度で溶湯のスプレイを開始して、表2に示すG/M比でスプレイフォーミング(使用ガス:N2 )し、種々のプリフォームを作製した。
表1において、A〜EおよびI、JはCr−Fe−Ti系組成、FはMn−Fe−Si系組成、GはFe−V−Si系組成、HはCr−Fe−Ti−Mn−Si−V系組成である。
【0095】
得られた各プリフォーム(表2に示す発明例1〜9、比較例10〜16)を、表2に示す、加熱温度、保持時間(加熱+熱間加工)の条件で、発明例はそのまま熱間鍛造、比較例はHIPあるいは熱間鍛造加工した。なお、高温での保持時間は、熱間加工前の400℃以上の温度での加熱保持時間、熱間加工時間、熱間加工後に400℃未満の温度まで冷却される時間とし、この高温での保持時間を各々調節した。各例とも、熱間鍛造の歪み速度は10-4/s、圧下率80%と同じにした。
【0096】
表2に示すHIP処理は、各プリフォーム体をSUS製の缶に装填し、13kPa(100Torr)以下に減圧した状態で、575℃の加熱温度で2時間保持して脱気し、缶を密封してカプセルを形成した。得られたカプセルを550℃に再加熱して、HIP処理[圧力:100MPa(1000気圧)、保持時間:2時間]して、Al基合金を得た。これら一連のHIP処理における400℃以上の温度での保持時間は約5時間である。
【0097】
これら熱間加工後のAl基合金およびHIP処理後の試験材の特性を以下のようにして評価した。これらの結果を各々表3に示す。
【0098】
(金属間化合物のL2 /Sの評価解析方法)
15000倍の組織のFE−TEM(日立製作所製、HF−2000電界放射型透過電子顕微鏡)の観察像より、画像解析のソフトウェアとして、MEDIACYBERNETICS社製Image−ProPlusを用い、金属間化合物の面積と周長を画像解析により求めた。即ち、視野内に存在する0.5μm以上の粒径を有する個々の金属間化合物粒子像の面積(S)とその周囲長(L)を画像解析し、金属間化合物相のL2 /Sを各々求めた。そして、視野内に存在する0.5μm以上の粒径を有する各金属間化合物 (個数) の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の (個数) を求めて、割合(%)を求めた。なお、視野数は5として、この平均を求めた。
【0099】
(金属間化合物相の同定)
前記視野内の各金属間化合物相を、X線回折およびTEMの電子線回折パターンから、金属間化合物相の結晶構造を解析した。その結果、表2の発明例1〜6、比較例10〜12、15、16のCr−Fe−Ti系Al合金組成を用いた例では、金属間化合物相は、Al−Cr系、Al−Fe系、Al−Ti系の二元系を主相とする金属間化合物と金属Alマトリックスで構成されていることを確認した。
【0100】
また、表2の発明例7、比較例13のMn−Fe−Si系Al合金組成を用いた例では、金属間化合物相は、Al−Mn−Fe−Si系の四元系を主相とする金属間化合物相と金属Alマトリックスとで構成されていた。更に、表2の発明例8、比較例14のFe−V−Si系Al合金組成を用いた例では、金属間化合物相は、Al−Fe−V−Si系などの四元系を主相とする金属間化合物相と金属Alマトリックスとで構成されていた。また、表2の発明例9のCr−Fe−Ti−Mn−Si−V系Al合金組成を用いた例では、金属間化合物相は、Al−Cr−Fe−Ti−Mn−Si−V系などの多元系を主相とする金属間化合物相と金属Alマトリックスとで構成されていた。
【0101】
したがって、表3に示す金属間化合物相の体積分率は、上記Al合金組成に応じた各主相の体積分率の総和を表す。例えば、Cr−Fe−Ti系Al合金組成を用いた例では、Al−Cr系、Al−Fe系、Al−Ti系の二元系の各金属間化合物の体積分率の総和を表す。また、Mn−Fe−Si系Al合金組成を用いた例では、Al−Mn−Fe−Si系の四元系の金属間化合物相の体積分率を表す。更に、Fe−V−Si系Al合金組成を用いた例では、Al−Fe−V−Si系などの四元系の金属間化合物相の体積分率を表す。また、Cr−Fe−Ti−Mn−Si−V系Al合金組成を用いた例では、金属間化合物相は、Al−Cr−Fe−Ti−Mn−Si−V系などの多元系の金属間化合物相の体積分率を表す。
【0102】
(金属間化合物相の体積分率)
Al基合金組織の金属間化合物相の体積分率は、前記金属Alのプールの最大長さの測定方法と同様に、500倍または1000倍のSEMにより、約500μm×約500μm程度の各10視野のAl基合金の組織観察および画像処理した視野内の組織の、金属Al相と金属間化合物相との区別を、EDX(Kevex社製、Sigmaエネルギー分散型X線検出器:energy dispersive X- ray spectrometer)によって行った上で、視野内の金属間化合物相の体積分率を測定した。また、金属Alプールの最大長さが1μm未満のものは測定対象から外して足切りした。
【0103】
(金属Alのプールの最大長さ)
金属Alのプールの最大長さ(μm)の測定は、試験材を鏡面研磨し、研磨面の組織を、前記した通り、最大長さレベルに応じて、500倍または1000倍のSEM(日立製作所製:S4500型電界放出型走査電子顕微鏡FE−SEM:Field Emissionn Scanninng Electron Microscoppy)により、約200μm×約150μm程度の大きさの各10視野のAl基合金の組織観察した。この反射電子像の観察により、金属Alプール(金属Al相)は、前記図4のように、黒い像として観察される。
【0104】
そして、視野内のこれら黒い像の領域をトレースし、画像解析のソフトウエアとして、MEDIACYBERNETICS社製のImage-ProPlus を用いて、各金属Alのプール(黒い像)の最大長さ(重心直径の最大値)を画像解析により求めた。測定対象とする、視野内の金属Alプールの最大長さは1μm以上とし、この1μm以上の全ての金属Alプールの最大長さを各々求めて、視野内の金属Alプールの最大長さとして平均化した。なお、金属Alプールの最大長さが1μm未満のものは測定が困難であり、却って誤差を生じるために、測定対象から外して足切りした。そして、この観察を10視野で行い、更に平均化した。なお、組織観察においては、SEM写真における金属Al相と金属間化合物相との区別をEDXによって行った。また、金属間化合物相を明瞭に観察するため、上記反射電子により観察した。
【0105】
(金属間化合物相の平均サイズ)
金属間化合物(金属間化合物粒子)の平均サイズの測定は、5000〜15000倍のTEM(透過型電子顕微鏡)により行なった。即ち、TEMの視野内の観察組織像から、金属間化合物をトレースし、画像解析のソフトウエアとして、MEDIACYBERNETICS社製のImage-ProPlus を用いて、各金属間化合物の重心直径を求め、平均化して求めた。測定対象視野数は10とし、各視野の平均サイズを更に平均化して、金属間化合物の平均サイズとした。ただ、あまり観察倍率が高倍率になり過ぎると、観察箇所による金属間化合物相の疎密の差が大きく、試料全体の状態を表さなくなる。一方、低倍率になり過ぎると、サブμmレベルの金属間化合物相の存在状態を検知できなくなる。このため、更に、EDXを併用して金属間化合物相と金属Al相との区別を容易とした。
【0106】
(金属間化合物相への元素の固溶量)
因みに、表2の発明例1〜9、比較例10〜16のCr−Fe−Ti系Al合金組成を用いた例において、Al−Cr系金属間化合物相に固溶したFe、Tiなどの元素の固溶量を測定したところ、程度差はあるが、Fe、Ti含有量の内の、5〜10%程度のFe、Tiが固溶していた。元素の固溶量測定は、上記TEMおよび、このTEMに付随の、45000倍のEDX(Kevex社製、Sigmaエネルギー分散型X線検出器:energy dispersive X- ray spectrometer)により、前記視野内のAl−Cr系金属間化合物相を各々10点測定し、平均化した。
【0107】
(高温強度)
これらAl基合金の高温強度を測定した。平行部Φ4×15mmLとした各Al基合金の試験片を400℃に加熱して15分この温度に保持後、試験片をこの温度で高温引張試験を行なった。引張速度は0.5mm/minとし、歪み速度5×10-4(1/s)とした。高温引張強度は250MPa以上のものを高温強度乃至耐熱性が合格として評価した。
【0108】
(耐磨耗性)
高温での耐磨耗性試験は、ピンオンディスク磨耗試験で行なった。ピン材(Φ7mm×15mm長さ、約1g)に各試験材をセットし、磨耗相手側である試験ディスク材はFC200(鋳鉄)とした。試験温度は400℃とし、荷重10kgf、ピンの回転半径0.02mで、回転する前記試験ディスク材に、試験材を、潤滑無しで10分間接触させた。この際の各試験材の摩耗による質量減少率、(試験前質量−試験後質量)/試験材の試験前質量で評価した。この質量の摩耗減少率が0.2g以下のものを高温での耐磨耗性が合格として評価した。
【0109】
(高温疲労強度)
高温疲労特性は、小野式回転曲げ疲労試験機を用い、平行部Φ8×30mmL、全長90mmLとした各Al基合金の試験片を400℃に加熱して15分この温度に保持後、高温試験片を回転数3000rpm、繰り返し数107 回で高温回転曲げ疲労試験を行ない、疲労強度を求めた。高温疲労強度は135MPa以上のものを高温疲労特性が合格として評価した。
【0110】
表3から明らかなように、発明例1〜9は、各製造条件が前記した好ましい範囲内であり、Al基合金組織が、本発明で規定する、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成されている。また、これら金属間化合物相を構成する金属間化合物の平均サイズが5μm以下である。更に、表2から明らかなように、発明例1〜9は、熱間鍛造加工における高温での保持時間が3時間以内である。このため、表3に示すように、0.5μm以上の粒径を有する各金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が40%以上である。
【0111】
この結果、発明例1〜9は、表3から明らかなように、高温強度、耐摩耗性、高温疲労強度に優れている。
【0112】
ただ、同じ合金Aを用いたもの同士である発明例1と2との比較において、金属間化合物相にて区切られた金属Alのプールの最大長さの平均が、発明例1は40μm以下であるのに対して、発明例2は40μmを超える。このため、金属Alのプールの最大長さの平均が小さい発明例1の方が高温疲労強度がより優れている。
【0113】
これに対して、比較例10、12〜15は、表2から明らかなように、熱間鍛造にせよ、HIPにせよ、高温での保持時間が3時間を超えて長過ぎる。このため、表3から明らかなように、0.5μm以上の粒径を有する各金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が40%未満である。この結果、高温強度や耐摩耗性、そして、特に高温疲労強度が発明例に比して、著しく劣っている。
【0114】
これら比較例の中でも、同じ合金例Aを用いた比較例10〜12は、Al基合金組織が、本発明で規定する体積分率で50〜90%の金属間化合物相を有するものの、0.5μm以上の粒径を有する各金属間化合物の内、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が40%未満である。この結果、高温強度や耐摩耗性、そして、特に高温疲労強度が発明例に比して、著しく劣っている。
【0115】
これら比較例10〜12の中でも、金属Alのプールの最大長さの平均が40μm以下である比較例11、12は、金属Alのプールの最大長さの平均が50μmを超える比較例10に比べれば、特に高温疲労強度の低下が比較的抑えられている。
【0116】
また、熱間鍛造せずにHIP処理のみを行なった比較例10、13、14は、高温での保持時間が長過ぎることもあり、熱間鍛造材のように、金属間化合物が表面凹凸形状を有さない。このため、他の比較例に比較しても、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合が著しく少ない。
【0117】
比較例15は、合金量が好ましい範囲を外れて少な過ぎる合金例Iを用いており、金属間化合物相の体積分率が50%未満と少な過ぎる。このため、高温強度や耐摩耗性、特に高温疲労強度が発明例に比して、著しく劣っている。
【0118】
比較例16は、合金量が好ましい範囲を外れて多過ぎる合金例Jを用いており、金属間化合物相の体積分率が90%を超えて高過ぎる。このため、熱間鍛造時に割れを生じており、高温強度や高温疲労強度が発明例に比して、著しく劣っている。
【0119】
以上の結果から、本発明の各要件、金属間化合物相の体積分率、金属間化合物の平均サイズ、L2 /Sが13以上の表面凹凸形状を有する金属間化合物の割合、金属Alのプールの最大長さなどの、高温疲労強度を向上させるための臨界的な意義が分かる。
【0120】
【表1】
【0121】
【表2】
【0122】
【表3】
【産業上の利用可能性】
【0123】
以上説明したように、本発明は、軽量であり、高温強靱性や耐摩耗性とともに、更に、高温疲労特性にも優れた耐熱性Al基合金を提供できる。したがって、自動車や航空機などの、ピストン、コンロッドなどの耐熱特性が求められる種々の部品に適用することができる。
【図面の簡単な説明】
【0124】
【図1】本発明耐熱性Al基合金の組織を示す、図面代用写真である。
【図2】図1の金属間化合物を示す模式図である。
【図3】比較例の耐熱性Al基合金の組織を示す、図面代用写真である。
【図4】本発明の耐熱性Al基合金の組織を示す、図面代用写真である。
【特許請求の範囲】
【請求項1】
Al基合金組織が、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成され、前記金属間化合物相を構成する金属間化合物の平均サイズが5μm以下であるとともに、視野内に存在する0.5μm以上の粒径を有する金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在することを特徴とする高温疲労特性に優れた耐熱性Al基合金。
【請求項2】
前記金属間化合物相を形成する元素として、Cr、Fe、Ti、Mn、V、Siから選択される元素を三種、これら三種の元素の総和で15〜50質量%含む組成を有する請求項1に記載の高温疲労特性に優れた耐熱性Al基合金。
【請求項3】
前記金属間化合物相を形成する元素として、質量%で、Cr:5〜30%、Fe:1〜20%、Ti:1〜15%、を各々含む組成を有し、前記金属間化合物相がAl−Cr系、Al−Fe系、Al−Ti系の金属間化合物からなる請求項1または2に記載の高温疲労特性に優れた耐熱性Al基合金。
【請求項4】
前記Al基合金組織が、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均が40μm以下である請求項1乃至3のいずれか1項に記載の高温疲労特性に優れた耐熱性Al基合金。
【請求項1】
Al基合金組織が、体積分率で50〜90%の金属間化合物相と、残部が金属Alマトリックスとで構成され、前記金属間化合物相を構成する金属間化合物の平均サイズが5μm以下であるとともに、視野内に存在する0.5μm以上の粒径を有する金属間化合物の内、金属間化合物面積Sと金属間化合物の周長Lとの関係L2 /Sが13以上の表面凹凸形状を有する金属間化合物が40%以上存在することを特徴とする高温疲労特性に優れた耐熱性Al基合金。
【請求項2】
前記金属間化合物相を形成する元素として、Cr、Fe、Ti、Mn、V、Siから選択される元素を三種、これら三種の元素の総和で15〜50質量%含む組成を有する請求項1に記載の高温疲労特性に優れた耐熱性Al基合金。
【請求項3】
前記金属間化合物相を形成する元素として、質量%で、Cr:5〜30%、Fe:1〜20%、Ti:1〜15%、を各々含む組成を有し、前記金属間化合物相がAl−Cr系、Al−Fe系、Al−Ti系の金属間化合物からなる請求項1または2に記載の高温疲労特性に優れた耐熱性Al基合金。
【請求項4】
前記Al基合金組織が、前記金属間化合物相にて区切られた前記金属Alのプールの最大長さの平均が40μm以下である請求項1乃至3のいずれか1項に記載の高温疲労特性に優れた耐熱性Al基合金。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−104562(P2006−104562A)
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願番号】特願2004−296346(P2004−296346)
【出願日】平成16年10月8日(2004.10.8)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願日】平成16年10月8日(2004.10.8)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]