
株式会社プラコーにより出願された特許
1 - 8 / 8
パリソン形成方法とこの形成方法で形成したパリソンを用いるブロー成形方法
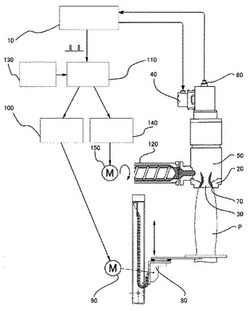
【課題】パリソンの肉厚制御と相俟って、ブロー成形に必要な長さと肉厚輪郭形状及び所望重量のパリソン安定化方法を提供する。
【解決手段】パリソンリフター80の下降速度切換位置をプログラマー10のプロファイル画面で指定されたポイントをパルス信号としてPLC演算装置110に出力する。PLC演算装置110において、パリソンリフター速度設定部130から入力されるパリソンリフター速度設定値とポイントに基づいてポイントに対応するモーター速度を求め、モータードライバー100にモーター速度指令信号を出力する。次いで、モータードライバー100で速度指令信号に基づいてサーボモーター90を駆動制御して、前記パリソンリフター80の下降速度切換位置毎で、パリソンリフター80の下降速度を増減する。この下降速度の増減と、コア30の位置変位による肉厚制御都により、所望輪郭、長さ、肉厚寸法のパリソンPを形成する。
(もっと読む)
樹脂成形機

【課題】溶融樹脂を均一状態にすることにより製品の品質を向上させる樹脂成形機を提供する。
【解決手段】
本発明に係るインフレーション成形機1は、ホッパー11から供給された樹脂材料を溶融するとともに、溶融された溶融樹脂を押し出す押出機10と、押出機10から押し出された溶融樹脂を受容するとともに、溶融樹脂を内部に形成された凹部22,ブレーカー孔22通過させて濾過するブレーカープレート20と、ブレーカープレート20において濾過された溶融樹脂を受容して、所望形状に成形する成形ダイ30とを備えて構成されている。ブレーカープレート20には、複数の焼結粒子26が集積されて形成されたゲルミキサー25が、凹部22,ブレーカー孔22を塞ぐように配設されている。ブレーカープレート20は、溶融樹脂をルミキサー25の焼結粒子26の間隙を通過させて、溶融樹脂を濾過する構成となっている。
(もっと読む)
パネル状の発泡ブロー成形品の成形方法と発泡ブロー成形品。
【課題】発泡ビ−ズを充填することなく、簡易に軽量で剛性のあるパネル状の発泡ブロー成形品を製造可能とする。
【解決手段】ブロー型におけるパネル状のキャビティ内に収めた発泡パリソンの中空部へ圧縮エアを吹き込んで膨らませ、圧縮エアの内圧によりブロー型のキャビティ内面に発泡パリソンの外面を付形させパネル状成形体14とする。次いで、パネル状成形体14の中空部13の内圧を外部に開放して外部気圧と略同等とし、所定時間この状態を維持し、パネル状成形体14の中空部13内面を形成する発泡樹脂の各セルを成長させ、この成長時に歪み硬化性伸長粘度がセル内圧力より大きいことによりセルの破泡を招くことなく均一かつ独立したセル構造に発達させて、隣接する成長したセル同士を少なくとも融着させて連接して、中空部13内部を成長したセルで形成する。
(もっと読む)
発泡ブロー成形方法およびこの方法を実施する発泡ブロー成形装置
【課題】定量式のポンプおよび冷却器として冷凍機を用いた熱交換機を不要として、コストを上げることなく、発泡ブロー成形に必要な炭酸ガスを押出機に供給可能とする。
【解決手段】押出機Eに炭酸ガスが注入される部分の樹脂圧力を圧力計12により測定し、この測定された樹脂圧力より若干高く炭酸ガスの注入圧力を予め圧力調整装置13により設定する。この状態で、ガスボンベGに封入されている二酸化炭素を、ガスボンベGの開放と共にガス化し炭酸ガスとする。更に炭酸ガスの流量を流量計14により測定し、この測定した流量を電気制御回路16により設定値と比較し、その比較の結果に応じて流量制御弁15の開度を調整し、炭酸ガスの流量および圧力を所定の設定値として、押出機Eに供給する。このようにして押出機Eに供給された炭酸ガスを使用して、発泡ブロー成形機Aにより、発泡ブロー成形を行う。
(もっと読む)
型締め方法とこの方法を実施するための合成樹脂成形機における型締装置
【課題】 オス側のロッドの駆動装置を簡略化を図り、構造を簡素化する。
【解決手段】型板13を前記ロック型締め機構30により前記型締開始位置において型開き方向へ移動しないようにロックする際に、前記ロック型締め機構30に配備された少なくとも1対4組のメス、オスの着脱可能な掛け合い部31、32を先端に有するロッド33、34を軸線方向で相互に接近させ、各組の一対のロッド33、34先端に設けたメス、オスの掛け合い部31、32を嵌め合わせ、この後、前記メス側のロッド34をその軸線周りに回転させ、そのメスの掛け合い部32を前記オス側の掛け合い部31に相互に係合し一体に連結し、型締めする。
(もっと読む)
インフレーションフイルム成形用エアリングと、このエアリングを備えるインフレーションフイルム成形装置。
【課題】隣接するエア供給路間でエアが相互に流れる間隙を形成し、この間隙で分流するエアの連絡路が形成されていることにより、隣接する区分間でエアの一部を相互に分流させ、隣接する区分の吹出口間におけるエア流の風量不足を解消し、これに伴いバブルの冷却不足箇所を解消し、白筋の発生を解消する。
【解決手段】隣接するエア供給路52間でエアが相互に流れる間隙57を形成し、この間隙57で分流するエアの連絡路が形成されていることにより、連絡路でバブル全周にわたる薄膜の冷却エア層が形成されているため、隣接するエア供給路52間の位置においての風量が不足する領域が解消され、更にこのバブル全周にわたる冷却エア層と隣接して、各区分されたエア供給路52から送られる大量の冷却エアで吹出口50に対面するバブルの表面を冷却する。
(もっと読む)
破砕方法とこの方法に用いられる一軸式破砕装置
【課題】 フラップドアを閉止状態から開放状態に移動させることにより、機械後方の受け刃と回転刃間に噛み込んだ異物を積極的に除去可能とする。
【解決手段】 ローター12の回転駆動を停止し、破砕位置からフラップドア17をその基部18を支点として噛み合い部に対して上方でローター12の周面に沿い内側に回動させ、ホッパー15の傾斜した側壁を開口させ、フラップドア17を異物除去位置にセットし、噛み合い部を露出してこの噛み合い部に噛み込んだ異物を除去する。
(もっと読む)
熱可塑性樹脂シート又はフイルムの製造方法及びその装置
【目的】 押出された膜状の熱可塑性樹脂をキャストドラムと金属無端ベルトで挟圧しながら冷却してシート状とすることにより、光沢、表面平滑性などの外観特性に優れた熱可塑性樹脂シート又はフイルムを製造可能とする
【構成】 Tダイ1から溶融状態で押出された膜状の熱可塑性樹脂(例えばポリプロピレン)を第1の金属ローラ5に掛合された金属無端ベルト4とキャストドラム3で挟圧しながら冷却してシート状とする。このようにして製造された熱可塑性樹脂シート又はフイルム9の光沢、表面平滑性を良好とし、外観特性を向上させることができる。
(もっと読む)
1 - 8 / 8
[ Back to top ]