
株式会社佐藤鉄工所により出願された特許
1 - 7 / 7
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法

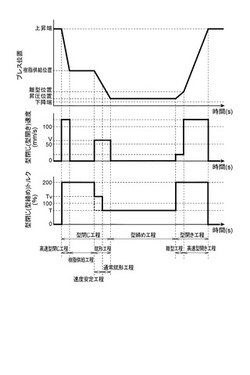
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
温度調節用ダイ
【課題】所望の温度の熱可塑性樹脂を短時間で得ることができる温度調節用ダイ及び温度調節用ダイを用いた樹脂成形体の製造方法を提供する。
【解決手段】本発明は、金型と金型に溶融状の熱可塑性樹脂を供給するための樹脂供給装置との間に配置され、金型に供給される溶融状の熱可塑性樹脂の温度を調節するための温度調節用ダイ1であって、溶融状の熱可塑性樹脂が流れる複数の流路Bを有するランド部4と、ランド部4に設けられ、流路Bを流れる熱可塑性樹脂の温度を変化させるカートリッジヒータ9及び/又は冷却水配管8と、を備え、ランド部4内の流路Bを形成する壁部11,4d、4eの少なくとも一部は、熱伝導率が180W/m・K以上の材料からなる。この温度調節用ダイ1によれば、効率良く熱可塑性樹脂の温度調節を行うことができ、処理能力が大きく向上するので、所望の温度の熱可塑性樹脂を短時間で得ることができる。
(もっと読む)
溶融樹脂整流装置
【課題】成形装置に対して溶融状態の合成樹脂を均一に供給できるようにする。
【解決手段】溶融樹脂供給路15の径に対応した幅を有する板材が当該板材の上流側の部分から当該板材の下流側の部分に向かうにつれて反時計回り方向/時計回り方向に180度ねじられた形状を有する左ねじり羽根60A/右ねじり羽根60Bのうちの一方と他方とを溶融樹脂供給路15の下流側に向かうにつれて交互に有する交互ねじり装置50を有する。隣接する左ねじり羽根60A/右ねじり羽根60B同士は連結されている。交互ねじり装置50の下流側には溶融樹脂供給路15における溶融樹脂の流れに対して抵抗を付与する多孔状抵抗材70を有する。
(もっと読む)
成形装置
【課題】低コストで効率良くかつ精度良く成形することができるようにする。
【解決手段】上型20に設けられた第1ナット23に螺合され第1モータ31によって駆動される第1ねじ軸24と、可動ベース40に設けられた第2ナット43に螺合され第2モータ32によって駆動される第2ねじ軸44と、上型20に設けられ上方に向かって延びる被固着軸26と、可動ベース40に設けられ、被固着軸26の長さ方向におけるいずれかの位置に対して着脱可能に固着する固着装置60とを有し、第1ねじ軸24が低トルクで高速で回転し、第2ねじ軸44が高トルクで低速で回転する。上型20が樹脂当接可能性位置と形状付与位置との間に位置する状態で固着装置60が被固着軸26に固着することによって、上型20は、離隔位置と樹脂当接可能性位置との間を小さな推進力で高速で移動し、樹脂当接可能性位置と形状付与位置との間を大きな推進力で低速で移動する。
(もっと読む)
繊維強化熱可塑性樹脂複合材料、その製造方法、及び、その製造装置
【課題】母材が熱可塑性樹脂である、強度向上した繊維強化樹脂複合材料、製造方法、及び、その製造装置を提供する。
【解決手段】強化用繊維によって強化された合成樹脂である繊維強化樹脂複合材料であって、熱可塑性樹脂によって形成された管状材12と、その内側に配設された束状の強化用繊維15からなる第1の紐状材10と、束状の強化用繊維からなる第2の紐状材20とが組まれて形成された組物である素材が、加熱加圧された後に冷却されて形成されている。
(もっと読む)
溶融樹脂供給装置
【課題】溶融状態の樹脂を移動型に対して能率良く供給できるようにする。
【解決手段】供給源接続流路形成部材10と、第1流路形成管30と、第2流路形成管50と、移動型接続流路形成部材70と、供給源接続流路形成部材10と第1流路形成管30との間に設けられ、第1流路形成管30が供給源接続流路形成部材10の下流端を中心に鉛直方向に沿って揺動可能となるように両者を接続する第1関節20と、第1流路形成管30と第2流路形成管50との間に設けられ、第2流路形成管50が第1流路形成管30の下流端を中心に鉛直方向に沿って揺動可能となるように両者を接続する第2関節40と、第2流路形成管50と移動型接続流路形成部材70との間に設けられ、第2流路形成管50が移動型接続流路形成部材70の上流端を中心に鉛直方向に沿って相対的に揺動可能となるように両者を接続する第3関節60とを有する。
(もっと読む)
1 - 7 / 7
[ Back to top ]