
京都機械工具株式会社により出願された特許
1 - 10 / 12
トルクレンチ及びこれを備えた締め付け装置
【目的】 本発明の目的は、締め付け作業時に締め付けトルク値を得ることが可能なトルクレンチ及びこれを備えた締め付け装置を提供する。
【構成】 トルクレンチWは、締め付け部10が着脱自在であるヘッド部21を有するレンチボディと、前記レンチボディ内に設けられており且つ締め付け部10に係合可能な第1端部と、前記第1端部の反対側の第2端部とを有するトルク伝達部と、前記トルク伝達部の第2端部に当接しており且つ当該トルク伝達部を通じて前記締め付け部にかかる荷重を受け、電気信号に変換して出力可能なロードセルとを備えている。
(もっと読む)
ウォームホイール及びその製造方法並びに電動パワーステアリング装置

【課題】小型、安価で耐久性に優れたウォームホイールを提供すること。
【解決手段】鍛造成形品からなるウォームホイール31である。金属素材の荒鍛造によりはすば形状の歯面を形成した後、放射状に配列された複数の仕上げ鍛造用スライドコアを、これらスライドコアの側面が互いに密接するように縮径移動させて、歯部にウォームホイール歯面を仕上げる。各歯部32の歯先面34に対応して、鍛造時に隣接する仕上げ鍛造用スライドコアの歯先形成面の合わせ部分が位置されることにより、歯先面34に鍛造時のパーティングライン35の痕35aが形成される。
(もっと読む)
減速ギヤ及びその製造方法並びに電動パワーステアリング装置
【課題】成形が容易で耐久性に優れた減速ギヤおよびその製造方法を提供すること。
【解決手段】ウォームと噛み合わせるための減速ギヤ31であり、鍛造により成形されている。減速ギヤ31の各歯部32は、互いに対向する一対の歯面34,35を有している。歯面34,35は、基準の歯形形状として、はすば歯形形状をなす主体部36,38と、歯面34,35の一部(ウォームとの歯当たり領域に相当する)に形成されウォームホイール歯形形状をなす凹部37,39とを有している。鍛造金型の歯形成形部として、はすば歯形形状とウォームホイール歯形形状とを合算した形状を用いる。
(もっと読む)
歯科インプラント用の締め付け装置
【目的】 本発明の目的は、手動操作時にすべり現象の発生を抑止できる歯科インプラント用の締め付け装置を提供する。
【構成】 締め付け装置は、トルクレンチWとすべり検出装置Dとを具備する。トルクレンチWは、締め付け部と、締め付け部10が設けられたヘッド部21と、ハンドル部22とを有するレンチ本体20と、締め付けトルクを検出するロードセル30とを備える。すべり検出装置Dは、締め付けトルクの変化量を所定時間t毎にサンプリングし、先の所定期間tの締め付けトルクの変化量と、その直後の所定期間tの締め付けトルクの変化量とを順次比較し、後者の変化量が前者の変化量よりも小さいか否かを判定するすべり判定部52と、すべり判定部52に後者の変化量が前者の変化量よりも小さいと判定されたときに、締め付け状態がすべり現象発生の直前であることを報知するブザー93とを備える。
(もっと読む)
ソケットホルダー
【課題】
レンチ用ソケット等の四角凹部を備えた工具を整理収納するためのソケットホルダーにおいて、結合ピンを装着したソケットを整理収納することができ、また、紛失しやすい結合ピンを単体で整理収納することができるソケットホルダーを明らかにするものである。
【解決手段】
レールと、弾性材料を成形して形成し、前記レールにスライド可能に係止したホールド部から構成され、前記ホールド部は前記レールに係止される基台部と、前記基台部に一体に成形された四角凸部を備えていることとするソケットホルダーにおいて、前記凸部上面に、直行する二本の基台部方向の溝を形成し、前記溝の一方又は両方の底部に結合ピンの係止部を備える。
(もっと読む)
トルクレンチ
【課題】操作容易性と測定の高精度化との双方を図るようにする。
【解決手段】ラチェット等の締付部10と、前側カバー部21と後側グリップ部22とを有したハウジング20と、ハウジング20内に収容されており且つ先端部に締付部10を取替可能に連結する軸状の起歪体と、締付けトルクTを測定するために起歪体に軸方向に離れて配置された第1の歪みセンサ及び第2の歪みセンサと、締付けトルク設定値等を設定するための設定部70と、第1の歪みセンサ及び第2の歪みセンサの検出結果に基づいて力点位置の変動に伴う誤差を補正しつつ締付けトルクTを演算する等の機能を有したチップマイコンと、締付けトルクT等を出力する出力部300とを備えている。
(もっと読む)
エマルジョン燃料製造供給装置
【課題】水分離の懸念や、バッチ処理では必ず必要である貯蔵タンクが構造上不要になり、更に、小型化が可能となるエマルジョン燃料製造供給装置及び供給方法を提供する。
【解決手段】原料10が、原料タンク11から供給ポンプ12により混合槽14へ投入され、水10a、乳化剤10b、軽油10cが混ぜ合わされた混合流体13が作られる。混合流体13は、ポンプ15により乳化装置3へ送り出され、エマルジョン燃料8となって燃料ポンプ4によりエンジン2へ供給される。乳化装置3とエンジン2の配管の途中にリリーフ弁5を介して混合槽14へ繋がる配管が設定され、また、軽油タンク11cからは、混合槽14への配管途中で枝分かれし、燃料ポンプ4の直前に三方弁である供給弁6を介して接続されており、本装置1の始動停止時に、燃料を純粋な軽油10cとエマルジョン燃料8に適時切り替えることが出来る、エマルジョン燃料製造供給装置及び供給方法。
(もっと読む)
ベルト取付治具
【課題】ベルトの損傷及び異音を生じさせることなく、二段掛けプーリにベルトを簡単かつ確実に取り付けることのできるベルト取付治具を提供する。
【解決手段】手前側に突出する導入部5にベルト2の内側を引っ掛け、手前側プーリ3aの外周側を覆う円弧状の差渡しガイド6に沿ってベルト2を奥側プーリ溝4bまで案内する。奥側プーリ溝4bの上方に配置した押え片7により、挿通したベルト2の浮き上がりを押さえる。これにより、ベルト2を簡単かつ確実に奥側プーリ3bに取り付ける。さらに、差渡しガイド6により手前側プーリ3aの外周側を覆うので、その下側に位置する手前側プーリ溝4aや手前側フランジ10aとの擦れをなくし、ベルト2の損傷や異音の発生を防ぐ。さらに、ベルト2を奥側プーリ溝4bに挿通するとき、ベルト2の反力によりベルト取付治具1が二段掛けプーリ3から外れようとするのを取付部8によって阻止する。
(もっと読む)
機械部品の製造方法
【課題】従来の冷間鍛造による製造方法では、材料歩留まりが悪く製造コストの増加や環境への悪影響といった問題があった。一方で焼結による製造方法では、完成品が溶製材に比較して密度が低く、強度も十分でないため使用方法が限られるという問題点があった。本発明の製造方法は、焼結素材を材料とした冷間鍛造により、十分な密度と強度を有した機械部品を製造し、切削加工等の工程削減によるコスト削減および環境への悪影響の削減を図るものである。
【解決手段】冷間鍛造による機械部品の製造方法において、材料を焼結素材とし、素材の上方から第1型を規定位置まで下降させて第1予備成形を行い、続いて素材の下方から第2型が規定位置まで上昇して第2予備成形を行い、続いて素材の上方から第3型が規定位置まで下降して本成形を行う。
(もっと読む)
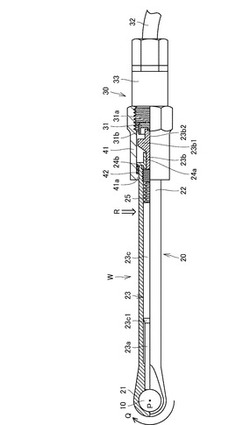
トルクレンチ
【課題】 締付けトルクの範囲に対応して有効長が異なるものでありながら、締付部以外の箇所の主要部品を共用することを可能にしたトルクレンチを提供する。
【解決手段】 ラチェット等の締付部10と、前側カバー部21と後側グリップ部22との二分割構造になったハウジング20と、ハウジング20内に設けられており且つ締付部10を取り替え可能に連結された起歪体30と、起歪体30に設けられ且つ締付部10の締付力に伴う起歪体30の歪み量を検出する歪みセンサ40と、予め用意されたトルク基準値及び歪みセンサ40の検出結果に基づいて締付部10の締付けトルクを演算する等の機能を有したチップマイコン100と、締付けトルク等を出力する出力部300とを具備している。
(もっと読む)
1 - 10 / 12
[ Back to top ]