
フジオーゼックス株式会社により出願された特許
1 - 10 / 14
中空エンジンバルブの製造方法及び製造装置
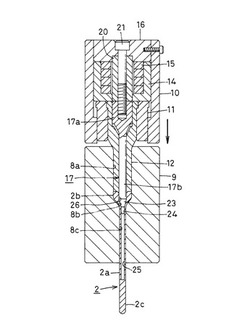
【課題】軸部を中空とした中空バルブを、極めて容易に、かつ低コストで効率よく製造する。
【解決手段】上方に開口する有底孔を中心部に有する素材を形成する工程と、ダイ9の型孔8に挿入した素材をパンチ12により下方に押し出すとともに、ピン17の下部を型孔の小径孔部8cの上部まで下降させ、素材を、ピン17の下部と小径孔部8cとの間の隙間を介して下方に塑性流動させることにより、軸部2aの上端に拡径頭部2bを有し、かつそれらの内部に中空孔25、26が形成された第1次中間品2を成形する工程とを備えるものとする。
(もっと読む)
ベーン式バキュームポンプ

【課題】簡単な手段で、ベーンを傷付けたり、摩耗させたりするのを極力抑えうるようにし、低コストで耐久性の高いベーン式バキュームポンプを提供する。
【解決手段】ロータ2におけるベーン支持部21の軸部22側の端面21bと軸部22の外周面とが連続するコーナー部に、ベーン支持部21側に向かって求心方向に斜めに凹入する環状溝31を設けることにより、ベーン溝3の溝底面3aの両端角部E、Eに、軸部22の外周面側に向かって互いに拡開する傾斜面32、32を形成する。
(もっと読む)
ベーン式バキュームポンプ
【課題】全体を可及的に軽量化しながら、温度が上昇しても、所期のシール性を確保して、ポンプ効率の向上を図ることができ、かつ各部材の耐摩耗性の向上も図ことができるベーン式バキュームポンプを提供する。
【解決手段】ハウジング1およびロータ2を、共に同種の非鉄金属により形成し、かつこれら非鉄金属製のハウジング1とロータ2との互いの接触面の少なくともいずれか一方に、硬質の表面処理膜42、43を形成する。
(もっと読む)
ベーン式バキュームポンプ
【課題】 本来の負圧発生機能を十分に保ちつつ、材料ロスの削減による低コスト化を図るとともに、ロータ重量、ひいては、ポンプ全体重量を可能な限り低減できるベーン式バキュームポンプを提供する。
【解決手段】 ハウジング1内に回転可能に支持されるロータ2におけるベーン溝3を有する円筒状ベーン支持部21のうち、ベーン溝3を挟んで回転方向で相対向する一対のベーン摺接面部21a,21aを強度上およびベーン4の安定摺動上で必要な厚さ(幅)tに形成するとともに、このベーン摺接面部21a、21aを除く部分21b,21bをベーン摺接面部の厚さtよりも薄肉の厚さt1の中空円筒構造に形成するとともに、ロータ2における軸部22の中央部分に凹部22aを形成して該軸部22も薄肉の中空円筒構造に形成する。
(もっと読む)
エンジンバルブの変位測定装置、及びそれを備えるエンジン
【課題】小型のエンジンにも容易に組み込み、エンジンバルブの変位を高精度で測定しうる、エンジンバルブの変位測定装置を提供する。
【解決手段】外周面にセンサーコイル16が巻回されたボビン17と、このボビン17の内周面に沿って上下動しうる円筒状のコア18とからなる差動トランス式の変位センサ15を、ボビン17を支持する支持筒19をシリンダヘッド2に、かつコア18の上端部を、スプリングリテーナ6の外周部に、それぞれエンジンバルブ1と同心をなすように固定することにより、バルブスプリング9を囲むようにして設ける。
(もっと読む)
内燃機関用スプリングリテーナ及びその製造方法
【課題】全体を板金により形成したにも拘らず、高い剛性や疲労強度を有するようにし、もって、可能な限り軽量化を図れるようにしたスプリングリテーナを提供する。
【解決手段】スプリングリテーナ1の筒部2とばね受けフランジ3とを板金により一体成形するとともに、ばね受けフランジ3おけるバルブスプリングの上端が当接する外周部側を、基部内周側よりも上位となるように水平を保って上向きに折曲することにより、ばね受けフランジ3の中間部に、上向きに立ち上がる環状のガイド部8を形成し、かつ筒部2とばね受けフランジ3と連設部9の肉厚を、筒部2の肉厚よりも大とするとともに、連設部9の隅部外周面10を、ほぼ円弧状曲面とする。
(もっと読む)
エンジンバルブの肉盛部の検査方法
【課題】エンジンバルブの母材と肉盛部との境界に生じる隙間欠陥を確実に検出して、肉盛部の剥離を未然に防止する。
【解決手段】バルブシートに当接するエンジンバルブ1の傘部12のバルブフェース122に耐摩耗性金属材の肉盛を施したエンジンバルブの肉盛部の検査方法であって、超音波探触子21からの点集束超音波ビームUSを、平面状のバルブ傘表124の表面に入射させて、当該表面で屈折した超音波ビームUSを肉盛部13と傘部12の母材との境界に対し略直角でかつ所定範囲に集束するように入射させ、境界からの反射波の状態より肉盛部13の良否を判定する。
(もっと読む)
プレス成形品の連続熱処理装置
【課題】プレス装置より、1個または複数個ずつ成形されてくるワークを、連続して、均一に熱処理することができるとともに、処理時間を、従来のものより、著しく短縮しうるようにしたプレス成形品の連続熱処理装置を提供する。
【解決手段】 プレス装置によりプレス成形されたワークを、低速で回走される広幅の耐熱搬送手段4上に載置して、熱処理炉1内を通過させるようにしたプレス成形品の連続熱処理装置において、耐熱搬送手段4の入り口側の上方に、先端部が耐熱搬送手段4のほぼ全幅に亘って往復移動するようにした首振り搬送手段8を設け、この首振り搬送手段8の基端部に、プレス装置によりプレス成形されたワークを搬送する第1搬送手段18の排出端部を接続する。
(もっと読む)
内燃機関用バルブスプリングリテーナ
【課題】 筒部とばね受けフランジ部との連設隅部に応力が集中することのないようにし、かつ連設隅部にバルブスプリングの上端の内周縁が接触するのを防止することにより、ばね受けフランジ部の強度および、剛性を高めた内燃機関用スプリングリテーナを提供する
【解決手段】 エンジンバルブ1の軸端部に止着され、バルブスプリング7の上端部が嵌合される筒部5と、この筒部5の上端部より外向きに延出し、バルブスプリング7の上端の座巻き端部7aが圧接するばね受けフランジ部6とを有する内燃機関用スプリングリテーナにおいて、筒部5の上端部外周面に、半径方向に凹入する環状凹溝10を、その上端が、ばね受けフランジ部6の下面に、座巻き端部7aの圧接部よりも内方において連続するようにして設ける。
(もっと読む)
チタン合金製エンジンバルブの製造方法
【課題】搾出−型打ち鍛造法によるチタン合金製のエンジンバルブの製造において、バルブの各部分が好ましい組織、すなわち傘部は針状組織、軸部は等軸組織を有するものを、鍛造後に特段の加熱処理を行なうことなく、鍛造と同時に実現する。
【解決手段】バブル形状を備えた上下一対で鍛造用の金型を加熱して用い、軸部の径より太い径をもつスラグの端面面取りを行なって(α+β)域の温度に加熱したものを傘部の側から挿入し、スラグの下部を前方押出して軸部を搾出成形し、続いてスラグの上部を型打ちして材料を横方向に展開させて傘部を成形する。傘部の組成変形によって生じる熱を利用して、傘部の周辺部の温度をそのチタン合金のβトランザス温度を超える温度とし、その部分の組織を針状(α+β)組織とする。Ti−6Al−4V合金(βトランザス温度:980℃)では、スラグの加熱温度を800℃以上、好ましくは900℃以上とする。
(もっと読む)
1 - 10 / 14
[ Back to top ]