
株式会社三協システムにより出願された特許
1 - 6 / 6
包装機及び包装方法
【課題】運転と停止を繰り返す間欠運動ではなく、ノンストップでスムーズな稼働を行うことによって、安定した高速稼働が可能な包装機を提供することを目的とする。
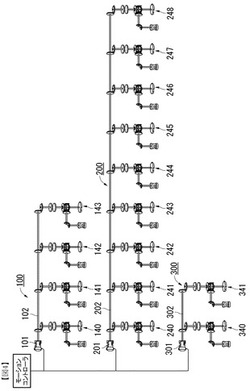
【解決手段】本実施形態に係る包装機30は、サーボコントローラ31、搬入部を構成するサーボ機構110〜113、包装部を構成するサーボ機構210〜218、横入れ部を構成するサーボ機構310,312を有する。サーボコントローラ31は、仮想サーボモータ101,201,301、仮想軸102,202,302を有する仮想制御系100,200,300によりサーボ機構のサーボモータを制御する。サーボコントローラ31は、製造機10に設置されたエンコーダ15からのパルス信号に基づき、包装機30の稼働速度を製造機10の稼働速度に同期させるように仮想制御系100,200,300によりサーボ機構を制御する。
(もっと読む)
熱融着装置及び熱融着方法

【課題】高速動作する包装機や速度可変の包装機にも対応可能な熱融着装置を提供する。
【解決手段】本実施形態に係る熱融着装置1は、発熱体12,22が設置された上側シール部材10と下側シール部材20とを備え、製品が入れられた包装袋の口を上側シール部材10と下側シール部材20との間に挟んで熱融着によりシールする熱融着装置1において、発熱体12,22の温度を測定する温度センサー15,25と、シールが良好に行われるように発熱体12,22の温度毎の発熱体への印加電圧を予め設定した電圧設定テーブルを記憶しておくメモリを有する制御器30であって、発熱体12,22への電圧印加時に、電圧設定テーブルを参照して電圧印加開始時の温度センサー15,25の測定温度に対応した電圧を発熱体12,22に印加するように制御する制御器30と、を備える。
(もっと読む)
振分装置
【課題】搬送経路における製品詰まりを抑えると共に高速化にも対応可能な簡易な構成の振分装置を提供する。
【解決手段】本実施形態に係る振分装置1は、搬送経路5上の製品に接触する搬送ベルト11,21,31を有して、製品を下流側に搬送させる搬送コンベア10,20,30と、下流側の搬送経路5に製品を案内する搬送位置と、搬送経路から下方へ製品を排出するように案内する排出位置との間で回転可能な振分板41と、振分板41を搬送位置と排出位置との間で回転させる駆動手段45と、を有する振分部40であって、振分板41の回転軸43が下流側に設置され、振分板41は上方に回転したときに排出位置となって先端側が搬送経路5に飛び出し、その下面に接触した製品が下方に落下して排出されるように構成されている振分部40と、を備える。
(もっと読む)
計数機
【課題】高速運転を確保しつつ、回転コンベアの収容空間へ確実に製品を収容することが可能な計数機を提供する。
【解決手段】本実施形態に係る計数機1は、所定の周回経路上で周回する周回部材20と、周回部材20に所定の間隔で設置された多数の仕切部材21とを有し、製品供給部25に落下してくる製品を仕切部材21間の収容空間に一枚ずつ収容させて搬送する回転コンベア装置10と、製品排出部29において所定の枚数単位で製品を押し出して排出する押出部材60と、周回経路と製品供給部25において上側で重なると共に製品排出部29において離れる所定の補助周回経路上で周回する補助周回部材40と、補助周回部材40に仕切部材21と同じ間隔で設置された多数の補助仕切部材41とを有し、補助仕切部材41が製品供給部25において仕切部材21の上側を同期して通過する補助装置30と、を備える。
(もっと読む)
包装袋供給装置
【課題】包装袋が連続してつながってロール状に巻かれた状態で供給される包装袋シートを、包装袋毎に切り分けて順次包装機に供給する包装袋供給装置において、ロール切れの際に包装袋の供給を停止することなく包装袋シートの切り替えを自動的に確実に行う。
【解決手段】本実施形態に係る包装袋供給装置1は、第一包装袋シート5を供給する第一包装袋シート供給ライン10と、第二包装袋シート7を供給する第二包装袋シート供給ライン20と、第一包装袋シート5又は第二包装袋シート7とを接合して、連結した包装袋シート9を形成する接合装置30と、この連結した包装袋シート9を搬送する包装袋シート搬送ライン40と、包装袋シート9をカットして一つ一つの包装袋に切り分ける包装袋切り分け部50と、包装袋供給装置1の動作を制御するための制御装置60を有している。
(もっと読む)
包装機及び包装方法
【課題】運転と停止を繰り返す間欠運動ではなく、ノンストップでスムーズな稼働を行うことによって、安定した高速稼働が可能な包装機を提供することを目的とする。
【解決手段】本実施形態に係る包装機30は、サーボコントローラ31、搬入部を構成するサーボ機構110〜113、包装部を構成するサーボ機構210〜218、横入れ部を構成するサーボ機構310,312を有する。サーボコントローラ31は、仮想サーボモータ101,201,301、仮想軸102,202,302を有する仮想制御系100,200,300によりサーボ機構のサーボモータを制御する。サーボコントローラ31は、製造機10に設置されたエンコーダ15からのパルス信号に基づき、包装機30の稼働速度を製造機10の稼働速度に同期させるように仮想制御系100,200,300によりサーボ機構を制御する。
(もっと読む)
1 - 6 / 6
[ Back to top ]