
株式会社フロウエルにより出願された特許
1 - 10 / 15
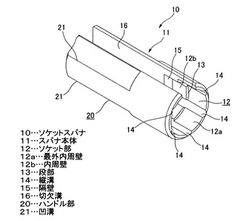
ソケットスパナ
【課題】継手本体にチューブを固定する作業に関して、チューブが障害となることがなく施工場所の制約もなく、限られた狭い作業スペースでも非常に簡単に作業を行うことが可能で、コストも大幅に低減することができるソケットスパナを提供する。
【解決手段】軸方向に延びる形状のスパナ本体11を有し、該スパナ本体11の軸方向一端に、同軸上に配したナット40が嵌入するソケット部12が設けられ、該ソケット部12からスパナ本体11の軸方向他端にかけて、外周壁を手指で掴み軸心周りに回転させるハンドル部20と成り、スパナ本体11には、全長に亘り外周壁から中心部に向かって凹む切欠溝16が形成され、該切欠溝16を通じてナット40に貫通しているチューブ50を軸方向と交差する方向から自由に出し入れすることができる。
(もっと読む)
チューブ継手

【課題】施工作業を簡易化して迅速に行うことを可能とし、コスト低減を実現できると共に、品質の信頼性を向上させることができるチューブ継手を提供する。
【解決手段】チューブ11の一端部12にリング40を予め圧入することで、該一端部12は拡径した状態に保持される。このリング40内に継手本体20の内筒部22を挿入しつつ、前記一端部12を凹溝21の奥まで圧入した際に、外筒部23がリング40の最肉厚部41まで覆う状態となる。この状態で継手本体20に袋ナット30を螺合して、外筒部23を介してリング40の最肉厚部41が前記一端部12と共に内筒部22に押圧され、かつ、リング40によりチューブ11の屈折部12cに、袋ナット30の差込孔34の孔周縁34aが圧接する。
(もっと読む)
チューブの接合構造、チューブ端部の加工方法および加工装置
【課題】外周面側にバリア層が形成されたチューブを継手に対して、確実かつ強固に加熱溶着することができ、チューブと継手の接合強度を向上させることができるチューブの接合構造を提供する。
【解決手段】チューブ10の端部12は、軸方向における所定長さで外周面側のバリア層11が切削され、該切削された部位に熱可塑性の材質が露出する切削周面13を有し、チューブ10の端部12を継手20の管端部21に嵌入させた状態で、チューブ10の端部12における切削周面13と、同じく熱可塑性の材質からなる継手20の管端部21における内周面22とを、互いに加熱溶着して接合した。
(もっと読む)
チューブ継手の施工治具、および施工方法
【課題】施工作業を簡易化して迅速に行うことを可能とし、コスト低減を実現できると共に、品質の信頼性を向上させることができるチューブ継手の施工治具、および施工方法を提供する。
【解決手段】治具本体60において、その開口部63より、内部に保持したナット30のねじ孔31内におけるチューブ11の一端部12であって、予め一時的に拡径した先端口に、継手本体20の筒状端部21の先端を押し込みながら、該継手本体20の雄ねじ部22をナット30の雌ねじ部32に噛み合わせる。雄ねじ部22と雌ねじ部32が噛み合い始めた状態で、継手本体20に対して治具本体60と共にナット30を回転させ、雄ねじ部22と雌ねじ部32の螺合による治具本体60内への継手本体20の移動に伴い、継手本体20の筒状端部21がチューブ11の一端部12を直接拡径しつつ、該一端部12に圧入される。
(もっと読む)
チューブ継手、およびその施工方法
【課題】施工作業を簡易化して迅速に行うことを可能とし、コスト低減を実現できると共に、品質の信頼性を向上させることができるチューブ継手、およびその施工方法を提供する。
【解決手段】チューブ11の一端部12にリング40を予め圧入することで、該一端部12は拡径した状態に保持され、リング40を介してチューブ11の一端部12が継手本体20に外嵌し、ナット30におけるチューブ11の差込孔34にチューブ11が貫通した状態で、継手本体20の雄ねじ部22にナット30の雌ねじ部32が螺合し、リング40により拡径し終わるチューブ11の途中部位に、ナット30の差込孔34の孔周縁が圧接するまで締め付けて成る。
(もっと読む)
溶着装置および樹脂継手
【課題】樹脂継手と樹脂チューブ材を溶着する際に、樹脂継手がずれないように固定できるようにした樹脂継手の溶着装置を提供する。
【解決手段】溶着装置1は、外周に位置決め突出部110を形成した樹脂継手100と樹脂チューブ材200との接合部Jを両側から挟んで加熱する溶着ヘッド10を備え、溶着ヘッド10は、樹脂継手100を位置決め保持可能なクランパ30と、接合部Jを加熱する加熱部40とを有し、クランパ30は、樹脂継手100の位置決め突出部110に嵌合する継手保持部31を有して継手保持部31が位置決め突出部110と嵌合するように閉じた閉じ位置と、その嵌合を解除可能に開いた開き位置との間を揺動可能に支持され、加熱部40は、閉じ位置で接合部Jを囲むように配設され、継手保持部31によって樹脂継手100を位置決めした状態に保持しながら加熱部40によって接合部Jを加熱して溶着する。
(もっと読む)
チューブ材の施工装置、チューブ材の施工方法および本体収容ケース
【課題】チューブ材の端部の拡径加工における操作の負担軽減と作業能率の向上とができるチューブ材の施工装置を提供する。
【解決手段】施工装置1は、所定位置に保持されたチューブ材Tの端部T1へ加工部材40を進出させて端部T1を加工する装置であり、端部T1に向けて加工部材40を進退させる本体3と、チューブ材Tを所定位置に保持するクランプ機構20とを備え、本体3は、作動ロッド12を空気圧で進退させるエアシリンダーを有するヘッド部13、これから延設されたグリップ14を有し、ヘッド部13は、作動ロッド12の先端側に加工部材40を着脱可能に保持し、グリップ14は、エアシリンダーに圧縮空気を送る空気流路90と該空気流路90をエアシリンダーよりも上流側で開閉する流路開閉弁100を内部に備え、流路開閉弁100を開閉操作する開閉スイッチ110を外部に備え、開閉スイッチ110の操作により加工部材40が進退する。
(もっと読む)
樹脂継手の溶着方法および樹脂継手の接合部構造
【課題】溶着した樹脂継手の接合部内壁側でビードに因る流体の滞留が生じたり、流体の流れの圧力損失が増加したりしない、樹脂継手の溶着方法を提供する。
【解決手段】樹脂継手10の溶着方法は、加熱溶着性の樹脂継手10と同じく加熱溶着性の樹脂チューブ材20とのそれぞれの端面同士を当接させた接合面12,21を含む接合部30を加熱溶着する方法であり、接合部30のうち少なくとも接合面12,21を含む部分の外周面10aが露出するように樹脂継手10と樹脂チューブ材20とを配置し、溶着のための熱源60を接合部30から離隔して配置し、熱源60からの輻射熱によって接合部30を加熱して溶着する。
(もっと読む)
チューブ材の接合構造、チューブ材の接合方法、および管端部切断方法
【課題】溶着部分に空隙を発生させることなく、溶着部分の内側にビードの膨出や凹みを発生させることなく加熱溶着して接合することができるチューブ材の接合構造を提供する。
【解決手段】チューブ材2の接合構造は、管端部10の内側に複数の面11,12,13から成る端面を有する熱可塑性樹脂の継手1に管端部20を挿入し、管端部10,20同士を加熱溶着して接合する熱可塑性樹脂のチューブ材2の端面に、継手1に挿入したときに継手1の複数の面12,13との間に内壁面10b、20bに向かって拡がる間隙30a,30bを形成する複数の切断面22,23を有し、複数の切断面22,23と継手1の端面とは、加熱中の膨張によって互いに接触面を拡げながら間隙30a,30bをなくして、空気を押し出すように逃がす。
(もっと読む)
保持冶具
【課題】大きな保持力でチューブ材を保持することができる保持冶具を提供する。
【解決手段】保持冶具1は、熱可塑性樹脂によって成形されたチューブ材Tを加工、施工等する際に締め付けて保持するために、チューブ材Tの外側面に接離可能であり、該外側面に圧接して狭持するクランプ10を備え、クランプ10は、チューブ材Tの外側面に接触する接触面13の少なくとも一部に、粗面化して摩擦係数を大きくした粗面化部分13aを有する。
(もっと読む)
1 - 10 / 15
[ Back to top ]