
株式会社デンケンにより出願された特許
1 - 3 / 3
義歯床射出成形装置
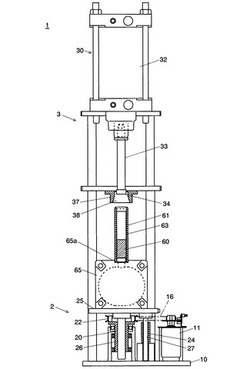
【課題】樹脂を封入したチューブを鋳型が形成されたフラスコ上に装填する際に、該チューブが若干傾いていても正常な加圧を行うとともに、チューブの傾きが大きく加圧ができない場合には速やかに作業者に報知する。
【解決手段】フラスコ65及びチューブ63が装填されたあと、まずモータ11の駆動力によりテーブル25を上昇させて、チューブ63上端をチューブガイド37の保持穴38に嵌合させる。保持穴38は下面開口の径が大きく、上にいくに従い内径が絞られているため、チューブ63が若干傾いていても上昇に伴いその姿勢が矯正され、直立した状態で上下から保持される。これにより、ピストンロッド33を下降させての加圧動作が確実に行える。一方、フラスコ65上に装填されたチューブ63の傾きが大きい場合には、テーブル25は上死点まで上昇しない。その場合には、テーブル25を下降させ、異常報知を行う。
(もっと読む)
歯科技工用鋳造装置

【課題】 金属を溶融させている間の待ち時間に行う別作業に作業者が集中できるようにしつつ、金属の十分な溶融が終了した時点で速やかに鋳込みが行えるようにする。
【解決手段】 本体装置1とは着脱自在ある携帯タイマ装置2を設け、携帯タイマ装置2が本体装置1に装着された状態で溶融加熱が開始されると、制御部40により算出された溶融終了までの残時間を示す情報を周期的に携帯タイマ装置2に送る。作業者が別室で別作業を行うために携帯タイマ装置2を本体装置1から取り外すと、それを検知した制御部3の副タイマ9はその直前に受信している残時間の計時から自走でダウンカウントを行い、残時間が所定値になるとブザー6を鳴動させて作業者に報知を行う。これにより、作業者が本体装置1から離れた場所で別作業を行っていても、溶融終了までの残時間を的確に知ることができる。
(もっと読む)
歯科技工用鋳造装置
【課題】 これまでに使用経験のない金属材料等を使用した鋳造の際の、作業者にとっての操作性・作業性を改善する。
【解決手段】 作業者が鋳込みに使用する金属の液相温度と金属量、及び鋳型の埋没材の材料の選択情報を操作部42より入力すると、プログラム作成部41は入力された情報に基づいて加熱炉の温度プログラムや鋳込み時の加圧タイミングなどを含む運転プログラムを自動的に作成し、制御部40はこの運転プログラムに従ってヒータ14による加熱温度やガス導入弁50の開閉などを制御する。金属の液相温度は金属メーカーから提供される説明書等に記載されており、金属量は作業者が実際に坩堝に収納する金属の重量であって簡単に求まる。したがって、こうした事項の入力は従来の装置で行われていた各種の温度や時間の設定に比べれば、作業者にとって軽微な負担であり、作業性が大きく改善される。
(もっと読む)
1 - 3 / 3
[ Back to top ]