
株式会社ナノテムにより出願された特許
1 - 10 / 11
真空チャック
【課題】吸着物の表面に対し周辺部が相対的に湾曲しているシート状被吸着物であっても、その全体を吸着パッドの表面に沿って確実に位置決め保持する真空チャックを提供する。
【解決手段】シート状被吸着物の周辺部を位置決め保持する吸着パッドの表面の部位に吸気領域VEを設定し、吸気領域の単位面積あたりのコンダクタンスCn1を、吸気領域を除く吸着パッドの表面の単位面積あたりのコンダクタンスCn2より大きくすることにより、周辺部が吸着パッドの表面から離れていても、吸気領域VEを通過する通気量を増加いさせて表面への吸着力を増加させる。
(もっと読む)
研磨装置

【課題】
高い加工精度を実現する固定砥粒を用いた研磨装置を提供する。
【解決手段】
被加工物の被加工面を研磨する研磨装置は、第1の回転軸を中心に回転する定盤と、定盤の上面に取り付けられ、被加工物の被加工面と接触する加工面が設けられ、砥粒、結合材及び気孔を有する多孔質砥石と、第1の回転軸とずれた第2の回転軸を中心に回転し、定盤上の多孔質砥石の加工面と被加工物の被加工面を接触させた状態で多孔質砥石と被加工物とを相対的に摺動させながら複数の被加工物を保持する保持部と、定盤に形成され且つ定盤の上面に開口し、多孔質砥石の気孔を介して多孔質砥石の加工面と連通する通水用流体通路と、通水用流体通路と接続し、通水用流体通路に加圧された水を供給するポンプと、定盤と保持部の回転を停止させる停止信号を検出すると、ポンプを作動させ、ポンプから供給された水を通水用流体通路、さらには気孔を介して加工面に吐出させる制御部とを備える。
(もっと読む)
真空チャック
【課題】真空チャックに求められる吸着力で、吸着面の一部に載置される被吸着物を確実に吸着する真空チャックを提供する。
【解決手段】大気圧をP1、真空チャック1に求められる最小吸着力をFminとし、到達圧力がPu、排気効率がSeの真空ポンプ5で背面側が吸引される吸着パッド2が、吸着パッドの単位表面積と該単位表面積内に露出する貫通孔の総開口面積との比である開口率nと、多数の貫通孔による吸着パッド全体のコンダクタンスCが、
を満たす。(1)式を満たす真空チャック1は、被吸着物に覆われない吸着パッド2の一部から空気漏れがあっても、Fmin以上の吸着力で被吸着物を確実に吸着保持する。
(もっと読む)
研削砥石の製造方法
【課題】 砥粒と結合材との結合力が強く、目立て性、目こぼれ性、目詰まり性、目潰れ性等がバランス良く制御され、高能率、高精度、高品位加工を一度に実現できる砥石の提供。
【解決手段】 砥粒としての超砥粒と、結合材としての金属粉末とを混合して得られた粉粒体からなる研削砥石製造原料でシート状に成形し乾燥して予備成形体を製造し、該予備成形体を所望の形状に切断し、焼結し、焼結されたシート切断片を、複数枚用いて研磨砥石として所望の形状になるように配置し、各焼結されたシート切断片の隙間は金属粉末からなる結合材を用いて充填し、再度焼結して砥石を得ることを特徴とする研削砥石の製造方法。
(もっと読む)
真空チャック
【課題】多孔質の吸着体を有する真空チャックにおける吸着体の変形発生を防止し、吸着面と被加工物との間に液体を供給して被加工物を真空チャックから取り外すことができるようにする
【解決手段】この真空チャック10は、無機質材料の粉粒体からなる骨材と骨材相互を連結する結合材とを焼結して形成され、表面に被加工物を吸着保持する吸着面13が設けられた多孔質吸着体12を有している。多孔質吸着体12の内部には、吸着面13に透過して連通する流体案内路16が形成されている。流体案内路16に真空ポンプ24により負圧空気を供給することにより被加工物は吸着面13に吸着保持され、流体案内路16に加圧ポンプ32から正圧流体を供給すると、被加工物は真空チャックから取り外される。
(もっと読む)
研磨方法および研磨装置
【課題】被加工物に対して砥石から大きな押し付け力を加えることなく、短時間で効率的に被加工面の研磨加工を行うことができるようにする。
【解決手段】被加工物Wの被加工面Sにはブラスト加工機14により粉粒体が吹き付けられ、被加工面Sは砥石25の表面よりも粗い凹凸面となった粗面にブラスト加工される。ブラスト加工により粗面に加工された後の被加工面Sは砥石25により研磨加工される。予めブラスト加工機14により被加工面を粗面に加工した後に砥石25により研磨加工することにより、砥石25から被加工物Wに大きな押し付け力を加えることなく、短時間で所定の研磨量で研磨加工することができる。研磨量が大きい場合にはブラスト加工と研磨加工とを複数回繰り返す。
(もっと読む)
板材の加工方法および装置
【課題】切溝のエッジ部にチッピングが発生することを抑制し、簡単な構造の砥石を用いて切溝を加工し得るようにする。
【解決手段】高脆性材料からなる板材Wの表面には、板材Wから切り出される小片Pに対応する部分がその外周部を露出させてマスキング工程においてマスキング材Mにより覆われる。板材Wを移動させると、ブラストノズル21から噴出される粉粒体によってマスキング材Mが覆われていない露出面はブラスト処理されて粗面化された後に、砥石17によりハーフカットまたはフルカットの切溝が加工される。ブラスト処理した表面を砥石17により切溝加工することにより切溝のエッジにはチッピングの発生が抑制されて、高品質の切溝を加工することができる。
(もっと読む)
砥石
【課題】高精度の研磨加工を行うことができる砥石を提供する。
【解決手段】この砥石10は砥粒、結合材および気孔を有する多孔質体により形成されており、内部には流体流路17,18が形成されている。砥石10は加工面11から所定の厚みの部分は研磨層15となっており、それよりも基端面12側の部分は砥石基部16となっており、砥石基部16には流体流路17,18が形成されている。砥石基部16に形成された給排口19を介して流体流路17,18内に加圧ポンプ29からの研磨液等の流体を供給したり、真空ポンプ25を作動させて流体流路17,18内を負圧状態とすると、加工面11と被加工物Wの被加工面との間には、流体の流れが生成される。
(もっと読む)
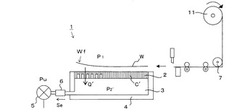
研磨装置および研磨方法
【課題】 砥石および被加工物の冷却効率を高めて高品質の研磨加工を行い得るとともに砥石の加工面のドレッシング頻度を少なくして砥石寿命を高め、砥石の砥粒に加わる面圧を調整し加工能率を向上する。
【解決手段】 多孔質の砥石Gの加工面Gaと被加工面Waとを接触させた状態のもとで、砥石Gと被加工物Wとを相対的に摺動させながら、被加工面Waと加工面Gとの間に形成される研磨空隙に、砥石Gの気孔を介して流体の流れを形成する。さらに、気孔を介して研磨空隙内に加圧流体の流れを発生させた状態のもとで被加工面Waを加工面Gaにより研磨加工し、気孔を介して研磨空隙内に負圧流体の流れを発生させた状態のもとで被加工面Waを加工面Gaにより研磨加工する。
(もっと読む)
ダイヤモンド粉末の表面処理方法
【課題】二酸化炭素を溶解した水溶液を用いることで、化学薬品を用いて処理したダイヤモンドと同等の表面状態を有した表面改質ダイヤモンド粒子とその製造方法を提供する。
【解決手段】温水中に二酸化炭素を溶解した二酸化炭素飽和水溶液を用いることを特徴とする表面改質工程が提供される。表面改質工程では、適正温度20℃〜100℃、適正処理時間1h〜24hである。
(もっと読む)
1 - 10 / 11
[ Back to top ]