
株式会社コムコにより出願された特許
1 - 7 / 7
パイプベンダー、およびパイプベンダーの曲げ加工制御方法
【課題】生産効率が良く、高精度に曲げ加工を行うことができるパイプベンダの曲げ加工制御方法を提供する。
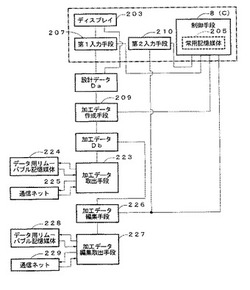
【解決手段】パイプ曲げ加工製品の設計データDaと、該設計データを加工することにより作成された制御用の加工データDbに基づいてパイプPの複数の曲げ予定部に曲げ加工を順次自動的に行うパイプベンダーの曲げ加工制御方法において、ベンダーBを任意に動作させることによりベンダーの各構成部材の各動作を目視により確認して設計データに基づいて加工データDbを制御手段8にティーチングしながら作成する加工データ作成手段209と、該加工データに各構成部材の動作の追加や変更をする等、編集する加工データ編集手段226と、を通じて自動的に制御、駆動されてパイプに曲げ加工を施す。
(もっと読む)
パイプベンダー

【課題】パイプの曲げ加工条件に応じて、各構成部材を高精度にしてきめ細かに干渉することなく駆動でき、信頼性が高く、製品の生産効率、製作精度を向上するパイプベンダーを提供する。
【解決手段】パイプPを把持するチャック2、パイプPの曲げを案内して回動する曲げ型手段3、パイプPを曲げ型手段3に押付けて共に回動するクランプ型手段4、パイプPを曲げ型手段に押圧保持するプレッシャ型手段5、パイプPを管軸方向Iに移動する移動手段1、パイプPを回動軸6を中心に回動する回動手段7、制御手段8、パイプPを管軸方向Iに移動可能となす管軸方向作動機構部9、パイプPを管芯方向Jに移動可能となす管芯方向作動機構部10とを備える。移動手段、回動手段がモータM1、M2、・・・にて駆動され、モータ制御手段により始動、停止、正転、逆転、速度、トルク等が制御される。
(もっと読む)
多重管のかしめ固定装置
【課題】本発明は多重管のかしめ固定装置に係り、自動車用空気調和装置の冷凍サイクルのコンプレッサからコンデンサを経てエバポレータに到る配管内を流れる高圧冷媒と、エバポレータからコンプレッサに到る配管内を流れる低圧冷媒との熱交換効率が良好に行える外管と内管とよりなる二重管構造の金属配管をかしめ固定するものである。
【解決手段】外管2と、内管3を具備する被加工管1の挿入空間部Kに連なる入口・出口用切欠部4を開設して加工台上5に立設した保持ベース板6と、回動変位板8と、即動シリンダー9により半径方向Rに進退可能に同心円的に設けられ、複数個のチャック爪体10A,10B,10C・・・10Fと、受動カムローラ11,11・・・11と、該受動カムローラに圧接されて求心方向Oへ押圧力を付勢しながら回動されて被加工管にかしめ力を付与する案内押壁部12,12・・・12を同心円的に設けるかしめ固定機構部13とを備えた。
(もっと読む)
金属管のバーリング用加工装置、およびバーリング用加工具
【課題】本発明は金属管のバーリング用加工装置、およびバーリング用加工具に関し、自動車用空気調和装置に備える冷凍サイクルのコンプレッサからコンデンサを経てエバポレータに到る金属配管内を流れる高圧冷媒と、エバポレータからコンプレッサに到る金属配管内を流れる低圧冷媒との熱交換効率が行える金属管に冷却媒体導入パイプと冷却媒体導出パイプを溶接するためのバーリングを効率的に精度良く加工する。
【解決手段】被加工管1の外周にパイプ2A,2Bを接続するバーリング加工部3,3′を形成する金属管のバーリング加工装置において、被加工管1の管端1a,1b内に選択的に進退可能に加工台4上に設けた穿孔用芯金部材5と、バーリング用芯金部材6と、穿孔用芯金部材に昇降可能で被加工管1の外周を穿孔7する穿孔具8と、バーリング用芯金部材6の外周に突設され穿孔内に内周側から強挿されるバーリング治具ピン9を有する。
(もっと読む)
金属管の溝加工装置、および金属管の溝加工方法
【課題】本発明は金属管の溝加工装置、および金属管の溝加工方法に関し、例えば自動車用空気調和装置に備えられる冷凍サイクルのコンプレッサからエバポレータに到る配管内を流れる高圧冷媒と、エバポレータからコンプレッサに到る配管内の低圧冷媒との熱交換効率が良い二重管構造の熱交換器の内管の外周に溝加工するのに最適である。
【解決手段】金属製の被加工管2の一端2aを把持する第1のチャック手段と、被加工管の他端2b、または外周略中腹部を選択的に把持、固定する第2のチャック手段と、被加工管の外周を圧接するころがり溝加工部材を被加工管の半径方向Rに進退可能に設けた加工ヘッド5を備え、サーボモータM1の回転方向、回転速度を制御して被加工管または加工ヘッドのうち一方を他方に対して相対的に回転して一方を他方に対して軸方向に移動して被加工管の外周に溝Mを形成する溝加工装置、および溝加工方法である。
(もっと読む)
パイプベンダー、およびパイプ曲げ加工方法
【課題】本発明はパイプベンダー、およびパイプ曲げ加工方法に関し、特に対象パイプの最終の曲げ予定部の曲げ加工が迅速かつ効率的に行え、構造が簡単にして部品数も少なく製作および組立は簡単にして製作コスト、設備費等を安価に製作しようとする。
【解決手段】対象パイプPの管端部P1の押込み操作によりチャック1内に収容されるプッシュロッド50は、対象パイプPの管端部P1とチャックの外部前方Fに少なくとも前方の大半部が位置して置き去りにされ、続いて前記クランプ台3とプレッシャ台4とによりプッシュロッドを介してチャックにより対象パイプを中心軸芯方向Iに押圧しながらクランプ台を曲げ型2と一体に前記プレッシャ台からの離間側に回動させて最終の曲げ予定部に曲げ加工を施す。
(もっと読む)
配管部材の製造方法
【課題】曲り形状をなす金属パイプ間にゴムホースを介在させて成る配管部材を、簡単な工程でしかも少ない工程数で容易に製造でき、製品コストを安価となし得るとともに生産性を飛躍的に高めることのできる配管部材の製造方法を提供する。
【解決手段】直線状をなす金属パイプ12A,14A,16Aとゴムホース18,20とを予め接続状態に一体に組み付けて、全体として直線状をなす組付品10Aを製造し、その後において組付品10Aをパイプベンダーにセットし、金属パイプ12A,14A,16Aを順次曲げ加工して行くことで、全体として所要の曲り形状を有する配管部材を製造する。
(もっと読む)
1 - 7 / 7
[ Back to top ]