
ユーロコプター・ドイッチェランド・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツングにより出願された特許
1 - 4 / 4
航空機用ドアアセンブリ及びかかる航空機用ドアアセンブリを備えた航空機機体
ドア開口とドア枠4とを有する機体2を備えた航空機の航空機用ドアアセンブリであって、ドア枠4に嵌合可能な航空機用ドア6を備えている。航空機用ドア6は、外板8を有するドア構成体を備えている。航空機用ドア6は、ロック状態閉扉位置から昇動することによってロック解除状態閉扉位置へ移動可能であり、このロック解除状態閉扉位置から揺動することによって、ドア枠4の外部にあって機体2の外側に位置する開扉位置へと移動可能である。航空機用ドア6は、開扉位置から揺動することによってロック解除状態閉扉位置へ復帰移動可能であり、このロック解除状態閉扉位置から降下することによってロック状態閉扉位置へ復帰移動可能である。航空機用ドア6がロック状態閉扉位置にあるときに、ドア枠4とドア辺縁部6aとの間にドア間隙16が存在しており、このドア間隙は航空機用ドア6を昇降可能とするために必要とされる余裕空間を提供している。航空機用ドア6は、その外側面のドア辺縁近傍領域6bに、ドア間隙カバー部材18を備えている。ドア間隙カバー部材18は、航空機用ドア6がロック状態閉扉位置にあるときに、ドア間隙16の上から航空機機体2の外側面の上にまで亘って延在してドア間隙16を覆っている。ドア間隙カバー部材18は、外板8の外側面に対して相対的に移動可能な状態でドア構造体に取付けられている。
(選択図)図2 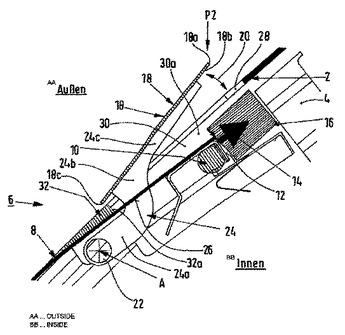 (もっと読む)
(もっと読む)
繊維複合材料から成る航空機の予圧キャビン用ドア
高さ方向(X)、幅方向(Y)、及び厚さ方向(Z)を有する航空機の予圧キャビン用ドアであり、繊維複合材料から成る一体構造のドア構造体ユニット(2)を備え、該ドア構造体ユニット(2)は、外板(4)と、該外板(4)の内側面に設けられたドア骨組とを備えている。このドア骨組は、実質的な支持力提供部材として、複数本の辺縁支持部材(6a、6b)と、該辺縁支持部材どうしの間を前記幅方向(Y)に延在する複数本の縦走支持部材(8a〜8f)とを備えている。前記外板(4)の内側面と、前記複数本の辺縁支持部材(6a、6b)と、前記複数本の縦走支持部材(8a〜8f)とで画成された、複数のドア骨組間空間(2a)が、該ドアの内面側へ向かって開放した形状で形成されている。
(選択図)図1  (もっと読む)
(もっと読む)
3次元的に屈曲した繊維複合材料製の構造部材の製造方法
3次元的に屈曲した繊維複合材料製の構造部材の製造方法である。その構造部材は、曲げ荷重を支持するのに適した所定の断面形状を有し、少なくとも1つのウェブ部と該ウェブ部に接続した少なくとも1つのフランジ部とを備え、該フランジ部が0度配向の繊維を含んで成るものである。この製造方法は、
a)平坦形状であって少なくとも1つの平面内において屈曲可能な、ベースをなす繊維積層体を用意し、
b)用意した前記繊維積層体の一部分の上に、0度配向の繊維を含んで成る一軸配向の繊維積層体テープ材を配置して、該繊維積層体テープ材が、製造しようとする繊維複合材料製の構造部材の前記少なくとも1つのフランジ部に位置するようにし、
c)少なくとも1本の第1縫着線に沿って、前記繊維積層体テープ材を、ベースをなす前記繊維積層体に縫着することによって、一軸配向の前記繊維積層体テープ材を含んでいるフランジ部形成ストリップ材部分と一軸配向の前記繊維積層体テープ材を含んでいないウェブ部形成ストリップ材部分とを有する、平坦形状のプレハブ材としての繊維積層体ストリップ材を形成し、
d)平板形状のプレハブ材としての前記繊維積層体ストリップ材を作業平面の上に用意し、
e)プレハブ材としての前記繊維積層体ストリップ材を、製造しようとする3次元的に屈曲した繊維複合材料製の構造部材の目標形状に合わせて屈曲させ、
その際に、前記繊維積層体ストリップ材の前記フランジ部形成ストリップ材部分を、前記ウェブ部形成ストリップ材部分に対して角度を成すようにして前記作業平面から起立させて、少なくとも1本の屈曲軸心の周りに一軸的に屈曲させるようにし、該少なくとも1本の屈曲軸心は、前記0度配向の繊維の延在方向に対して垂直に、且つ、一軸配向の前記繊維積層体テープ材のテープ面に対して平行に延在する軸心であり、
更にその際に、前記繊維積層体ストリップ材の前記ウェブ部形成ストリップ材部分を実質的に前記作業平面内のみにおいて屈曲させ、それに伴って該ウェブ部形成ストリップ材部分の繊維配列がひずみ変形するようにし、
f)少なくとも1本の第2縫着線に沿って、プレハブ材としての前記繊維積層体ストリップ材を、少なくとも1つの平面内で屈曲した支持材に縫着し、前記第2縫着線は、前記フランジ部形成ストリップ材部分と前記ウェブ部形成ストリップ材部分との境界部分の前記ウェブ部形成ストリップ材部分の側だけに設定される縫着線であり、それによって、形状安定性を有し、製造しようとする繊維複合材料製の構造部材に合わせて3次元的に屈曲した第1の部分的繊維積層体プリフォームを形成する、
ことを特徴とする方法である。
(もっと読む)
繊維複合材料製部品の製造方法及びその製造方法のための中間生産物
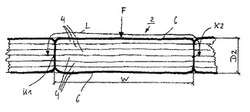
繊維複合材料製部品の製造方法であって、この方法においては、複数枚の強化繊維層(4)を、縫目(6)が所定の糸張力を付与された糸(6)で縫着し互いに結合させて、強化繊維プレフォーム(2)を製作し、その縫着により前記強化繊維プレフォーム(2)を圧縮するようにしており、また、前記強化繊維プレフォーム(2)を射出成形型の中に装填し、該射出成形型を閉塞し、該射出成形型の中へ樹脂を射出注入して該樹脂を硬化させるようにしている。この方法の特徴は、先ず、複数層の強化繊維層(4)を縫着する際に、前記強化繊維プレフォーム(2)を予圧縮寸法にまで予圧縮し、続いて、前記射出成形型の中に装填した前記溶加繊維プレフォーム(2)を、前記射出成形型の閉塞に際して、最終圧縮寸法(D2)にまで最終圧縮し(F)、前記最終圧縮が行われることにより、所定の糸張力が付与されていた前記縫目(6)に張力減失が生じるようにすることにある。 (もっと読む)
1 - 4 / 4
[ Back to top ]