
株式会社吉野機械製作所により出願された特許
1 - 2 / 2
曲げ部材の自動ハンドリング方法およびその装置
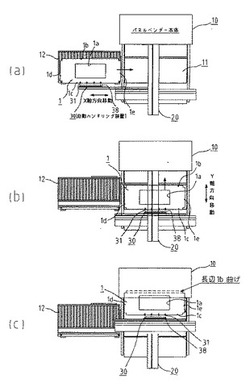
【課題】ワークのツカミ換えを最小回数に抑えることでワーク1枚当たりの加工タクトを大幅に短縮することにより、作業能率を高めて加工コストを低減できる曲げ部材の自動ハンドリング装置を提供する。
【解決手段】ワーク1の大きさと形状に応じて予めプログラムされたXY軸座標上の原点をハンドリング開始点として操作台テーブル11に設定する。自動ハンドリング装置30のワークグリップ機構31は搬入テーブル12上のワークの長辺1cを把持し、クランプ状態でハンドリング開始点まで移動させる。ハンドリング開始点から今度はクランプ状態でY軸方向をパネルベンダー本体10(の金型)に向けて前進させる。ワーク1の長辺1bを曲げ加工後にハンドリング開始点まで後退させる。自動ハンドリング装置30のグリップ保持板38を反時計廻り方向に90°旋回させ、短辺1eを曲げ加工する。そのようにして長短4つの辺を曲げ加工する。
(もっと読む)
パネル折り曲げ装置

【課題】ワーク曲げ径の違いによって金型を補填するごとにラム押圧力の不足を自動調整して補助できるようにすることで、高精度で信頼性の高いパネル折り曲げ装置を提供する。
【解決手段】駆動源20の動力を倍力機構7,8,9で倍加してラム2の上下動ストロークによる押圧力に変換し、ラムに保持されて一体に上下動する上型3を含む金型によってパネルを所要の形状に曲げ加工するパネル折り曲げ装置であって、上型を厚さの増大したものに変更することで厚さ増大分10だけ短くなるラムのストロークを、ストローク調整装置30によって最大の押圧力を発生する長さに補正する。
(もっと読む)
1 - 2 / 2
[ Back to top ]