
ネッツタール マシーネン アクチエンゲゼルシャフトにより出願された特許
1 - 5 / 5
プラスチック容器並びに製造方法
本発明は、バリアシートを有する容器壁を備えたプラスチック容器を製造する方法であって、製造しようとするプラスチック容器の容器壁の少なくとも一部分に対応する形状を有するバリアシートからシートボディを形成し、シートボディを射出成形型内に配置し、プラスチック容器の内側又は外側に対応する前記シートボディの第1の側に、第1のプラスチック層を提供し、プラスチック容器の外側又は内側に対応するシートボディの第2の面に、第2のプラスチック層を提供する、ステップを有する。また、本発明は、バリアシートを有する容器壁を備えたプラスチック容器であって、バリアシートは内側のプラスチック層と外側のプラスチック層との中間に配置されている。 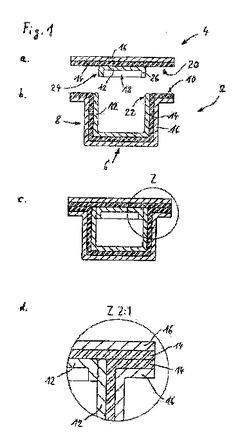 (もっと読む)
(もっと読む)
直線運動式の軸の制御のための方法及び装置
本発明は、直動式の軸の制御、特に射出成形機用の射出スクリュー(43)又は溶融ピストンの制御のための方法及び装置に関する。射出成形機は、液圧式に直動駆動可能なピストン並びにピストン室(A)(61)及びロッド室(B)(62)を有している。本発明に基づく構成によれば、少なくとも1つの工程段階は、2つの並列の比例弁、つまり1つの射出弁(1)及び1つの調量弁(2)を介して制御又は調整される。両方の比例弁は、互いに並列に若しくは組み合わせて接続される。駆動されるピストン(45)の制御又は調整は、有利にはデジタル式に行われる。これによって、エネルギー消費の著しい節減、並びに液圧式の直動駆動部における複数の工程段階間の衝撃のない移行を達成することができる。  (もっと読む)
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 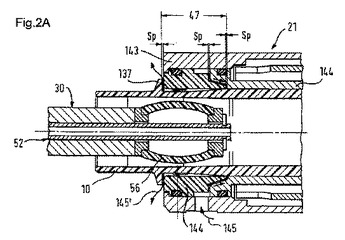 (もっと読む)
(もっと読む)
可塑化スクリューの組立及び分解のための方法及び装置
本発明は、可塑化スクリュー(1)と射出成形機のスクリュー駆動装置の駆動端部(11)とを締め付け連結部(10)によって組立及び分解するための方法及び装置に関する。スクリュー駆動装置は可塑化シリンダー(1)の制御された直線運動及び回転運動を生ぜしめるように形成されている。連結は締め付け手段を介して行われ、締め付け手段は有利には機械式の締め付け連結部(10)として形成されており、回転駆動力及びスクリュー戻し力は摩擦結合に基づき伝達され、かつ軸線方向の射出力はストッパーに基づき伝達される。組立過程及び分解過程はスクリュー駆動装置の制御によって支援される。可塑化スクリュー(1)はさらに熱収縮式結合部若しくは液圧式の締め付け装置(23)による解離可能な締まり嵌め結合部によって連結され若しくは連結解除されるようになっていてよく、この場合に可塑化スクリュー(1)は連結に際してストッパーに当接されるようになっている。  (もっと読む)
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]