
関西ペイント販売株式会社により出願された特許
1 - 3 / 3
塗装装置及び塗装方法
【課題】低粘度の塗料からある程度高粘度の塗料まで対応可能で、且つ塗装スピードを向上することができる塗布具及びこれを用いた塗装方法を提供する。
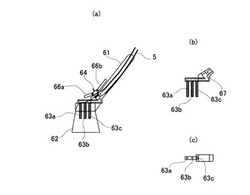
【解決手段】圧縮ガスの作用により塗料が供給される供給部材5に、着脱可能に接続される塗布具であって、供給部材5から供給される塗料が流れる流路を有する本体部と、流路から分岐する複数の吐出ノズル63a〜63cと、多数の毛が束ねられて構成されており、本体部に取り付けられて前記複数の吐出ノズル63a〜63cを収容するブラシ部62と、を備え、複数の吐出ノズル63a〜63cのうち、供給部材5から最も離れた吐出ノズル63aからの塗料の吐出量が、供給部材5に最も近い吐出ノズル63cからの塗料の吐出量よりも多くなるように構成されている。
(もっと読む)
亜鉛めっき処理鋼構造物の塗装方法
【課題】複層塗膜の膜厚が200μm以下の場合であっても素地との付着性や防食性に非常に優れた複層塗膜を形成できる亜鉛めっき処理鋼構造物の塗装方法を提供する。
【解決手段】亜鉛めっき処理された鋼構造物表面に、(A)1分子中にエポキシ基を2個以上
有するエポキシ樹脂、(B)変性樹脂、(C)アミン系硬化剤、(D)リン酸系防錆顔料及び(E)体質顔料を含有する下塗り塗料(I)を硬化膜厚で80〜150μmになるように塗装し、ついで
フッ素樹脂系塗料、アクリルシリコン樹脂系塗料及びポリウレタン樹脂系塗料から選ばれる少なくとも1種の上塗り塗料(II)を硬化膜厚で15〜60μmとなるように塗装する亜鉛めっき処理鋼構造物の塗装方法。
(もっと読む)
高粘度塗料の厚膜塗装に適した塗装装置及び塗装方法

【課題】 5〜50Pa・sの高粘度塗料を一度の刷毛塗りによって、ウェット時に450μm以上であって乾燥時に350μm以上という膜厚の塗膜に塗布することができる、高粘度塗料の厚膜塗装に適した塗装装置及び塗装方法を提供する。
【解決手段】 塗料タンク2内に摺動自在に収容されて該容器本体内を底側塗料室と天部側圧縮ガス室とに仕切るピストン体に、容器本体11内から取り出すための取手部を設けるとともに、塗料タンクと管接続された塗布具6の毛束部62に、厚み方向両側部の毛材が毛束部の内側から外側に向かうに従い毛丈が短尺となるように、斜めに刈り込みを形成した。
(もっと読む)
1 - 3 / 3
[ Back to top ]