
天理化工株式会社により出願された特許
1 - 2 / 2
熱可塑性樹脂シートの連続成形方法
【課題】 旧シート原反と新シート原反の継ぎ目部を有する不良品を効率的に排出しながら、成形品、特に発泡成形品を連続成形する。
【解決手段】 繰り出されたシート原反を成形装置に供給すると共に、先行シート原反11の末端部に待機シート原反12の先端部を継ぐ原反継ぎ機120を備えた原反供給装置100と、原反供給装置100から供給された樹脂シート10に成形を施す成形装置200と、成形装置200で成形された樹脂シート10を、成形1ショットの成形品部分を含む切断単位毎に切断するカッター部301を備えた切断装置300を少なくとも含む成形ラインにおいて、
原反継ぎ機120によって継がれた先行シート原反11と待機シート原反12との継ぎ目部を含む樹脂シート10を、成形装置200で成形することなく空送りさせ、前記切断単位と同じ切断位置で切断し、切断されたこの継ぎ目部を含む未成形の樹脂シートを前記成形ラインから除く。
(もっと読む)
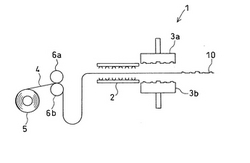
発泡ポリエチレンテレフタレートシートの成形方法
【課題】 発泡ポリエチレンテレフタレートシートを用いて製品を成形する際に、厳しい成形条件であっても、引き込みしわが表面に形成されないようにし、常に外観の綺麗な成形品を得ることのできるようにする。
【解決手段】 発泡ポリエチレンテレフタレートシート4を表層の結晶化が促進する温度で加熱ロール6aにより表面処理する。室温程度に高温した後、結晶化は促進しないがシートの成形は可能となる温度に加熱部2により加熱する。加熱された発泡ポリエチレンテレフタレートシート4を該加熱されたシートの温度より低い温度に維持された一対の成形型3a,3bで挟持して所定形状に成形する。
(もっと読む)
1 - 2 / 2
[ Back to top ]