
ブルースコープ・スティール・リミテッドにより出願された特許
11 - 15 / 15
Al/Znベースの合金被覆製品の処理
基材上のAl/Znベースの合金コーティングを含むAl/Znベースの合金被覆製品の処理方法を開示する。この方法は、合金コーティングを非常に短時間迅速に強熱する工程、およびこの合金コーティングを迅速に冷却する工程を含み、合金コーティングの変性結晶質ミクロ構造を生じる。 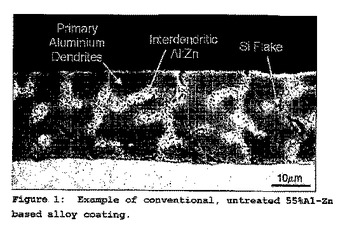 (もっと読む)
(もっと読む)
金属被覆スチールストリップ
ストリップの少なくとも一面に金属コーティングを有するスチールストリップが開示されている。このストリップは、コーティングがマグネシウムを含むアルミニウム−亜鉛−ケイ素合金を含み、コーティングが小さいサイズのスパングルを有することを特徴とする。  (もっと読む)
(もっと読む)
ラインパイプ用スチール
ホットストリップミルにおけるコイルプレートの製造方法を開示する。この方法は、熱間圧延コイルプレートストリップを、(a)Cr/Moカーバイドの沈着を最小化する温度または(b)いずれの生じるCr/Moカーバイドもこのストリップから製造されるコイルプレートの次の熱処理において溶液になるほど充分細かくなるような温度、から選択される温度においてコイル状に巻く工程を含む。  (もっと読む)
(もっと読む)
水性塗料コーティングを高速で硬化する方法
基材上に液体として塗布され、かつ基材上にペイントコーティングを形成する、水性塗料を硬化する方法を開示する。該方法は塗料において水の沸点以下(しかし好ましくはわずか5−10℃以下)の温度で被覆基材を加熱し、その温度を保持して、次に続く硬化段階(「溶媒煮沸」または「水煮沸」としても知られている)の間に塗料煮沸において水においてもたらされる、得られたペイントコーティング中にブリスターの形状において表面欠陥が実質上なくなるように塗料から塗料中の水の量を蒸留することを含む。方法はまた、前の段階の蒸発温度よりも高温で次に続く硬化段階で基材を加熱し、塗料を硬化することを含む。図1は、スチールストリップ上で金属コーティングおよびその後の水性塗料のペイントコーティングからの製造ラインを示すフローチャート図である。スチールストリップはコイラー(3)からコイルが巻き出され、金属コーティングセクション(5)、ペイントアプリケーターセクション(7)、および硬化セクション(9)を通じて連続的に送られる。硬化セクションは間隔をあけて離れている蒸発オーブン(11)および導入硬化オーブン(13)を含む。  (もっと読む)
(もっと読む)
溶融コーティング装置
Al−Zn合金浴(12)中で鋼ストリップ(100)をコーティングするための溶融コーティング装置(10)は、その微構造全体に実質的に均一に拡散したかなりの量の窒素を含むステンレス鋼で作られた構成部品(シンクロール14など)を含有する。窒素は、ステンレス鋼内に合金用添加物として含まれており、鋼の耐食性を改善し、長時間、金属浴中に浸漬したときの構成部品の孔食および薄層化を最小限に抑える。  (もっと読む)
(もっと読む)
11 - 15 / 15
[ Back to top ]