
アムコー リミテッドにより出願された特許
1 - 10 / 10
真空に関連した力に反応する容器の底部構造
【課題】ホットパック充填によって発生する真空圧を調節することができ、かつ実質的な構造を持たない側壁を備えたガラス容器の外観を模倣して、滑らかなガラス様の外観を可能にする改良版のプラスチック容器を得る。
【解決手段】真空圧力吸収に適応した底部40を備えたプラスチック容器10である。底部40は、その表面で容器を支える接触リング34と、起立壁と、中心部とを備えている。起立壁は、接触リング34と隣り合い、接触リング34をほぼ取り囲んでいる。中心部は、中心上げ底部40と、中心上げ底部40をほぼ取り囲む反転リング42とによって少なくとも部分的に形成されている。中心上げ底部40および反転リング42は、容器内に発生した真空力を調節するために可動である。
(もっと読む)
真空に関連した力に反応する容器の底部構造

【課題】ホットパック充填によって発生する真空圧を調節することができ、かつ実質的な構造を持たない側壁を有するガラス容器の外観を模倣して、滑らかなガラス様の外観を可能にする改良版の容器を提供する。
【解決手段】真空圧力吸収に適応した底部20を備えたプラスチック容器である。底部は、その表面で容器を支える接触リング34と、起立壁44と、中心部36とを備えている。起立壁は、接触リングに近接し、接触リングをほぼ取り囲んでいる。中心部は、中心上げ底部40と、中心上げ底部をほぼ取り囲む反転リング42とによって少なくとも部分的に形成されている。中心上げ底部および反転リングは、容器内に発生した真空力を調節するために可動である。
(もっと読む)
減圧による力に応答する容器ベース構造
プラスチック容器は、減圧の吸収に適応したベース部を有する。ベース部は、前記容器を支持する接触リングと、直立壁と、中央部とを含む。前記直立壁は、前記接触リングに隣接し、かつ、概ね取り囲む。前記中央部は、押上部と押上部を概ね取り囲む反転リングとによって、少なくともある程度規定される。前記押上部および前記反転リングは、前記容器内に発生した減圧による力に対応するように変位可能である。  (もっと読む)
(もっと読む)
酸素排除性を持つドライブレンド、及び単層包装物品を作るためのその使用
【課題】 O2排除性を持つ単層包装物品を作るためのドライブレンドを提供する。
【解決手段】 このドライブレンドは(A)少なくとも一種の第一遷移金属触媒(A2)を被覆されたポリアミドペレット(A1)、好ましくは(B)第二遷移金属触媒、及び(C)ポリエステルをドライブレンドすることにより調製され、かつこのドライブレンド(A/C)または(A/B/C)は単層包装物品を形成するために加工される。好ましくは、(A)の量はドライブレンド[(A/C)または(A/B/C)]の合計重量の1重量%〜4重量%であり、かつ第一(A2)及び第二(B)遷移金属触媒の合計量はポリアミドペレット(A1)の合計重量の1重量%〜15重量%である。
(もっと読む)
一体化された取手を持つボトルタイプのプラスチック容器
【課題】 一体化された取手(2)を持つ中空体を含むボトル形状プラスチック容器(1)を提供する。
【解決手段】 前記取手(2)は手の平凹所(20)と二つの対向した指凹所(21)により構成され;前記手の平凹所(20)は好ましくは少なくとも5mmの深さを持ち;前記二つの対向した指凹所は手の平凹所(20)の底部(202)の延長部であり、かつ前記手の平凹所(20)の底部(202)は指凹所(21)に延びるリブ(23)を含む。
(もっと読む)
液圧又は水圧ブロー成型
プラスチック容器の形成および充填を同時に行うための装置及び方法が提供される。鋳型空洞は、内部表面を規定し、予備成型体を受け入れるようになっている。圧力源は、入り口及びピストン状装置を含む。ピストン状装置は、液体を入り口を通って圧力源内に引き込む第1の方向及び液体を予備成型体に向かわせる第2の方向に移動可能である。ブロー・ノズルは、圧力源から液体を受け取り、液体を高圧で予備成型体内に送り、それによって予備成型体を鋳型空洞の内部表面に向かって拡大させ、結果として得られる容器を作るようになっている。この液体は容器内に最終製品として残る。  (もっと読む)
(もっと読む)
ねじ切りされた溝を有するプリフォーム及び容器
プラスチック容器用のフィニッシュ、及びプラスチック容器内に成形されるようになされたプリフォーム。フィニッシュ及びプリフォームは、上方部分を備え、上方部分は、容器内への開口部を画成する口部を有する。上方部分の径方向側壁の周りに、少なくとも1つの溝が画成される。溝は、径方向側壁に沿い、終端部へと徐々に下向きに傾斜する。  (もっと読む)
(もっと読む)
ねじ溝を有するブロー成形された容器
ブロー成形されたプラスチック容器は、フィニッシュを有する、上方部分と、本体部分と、基部とを備える。フィニッシュの径方向側壁内に、少なくとも1つの溝が形成される。溝は、径方向側壁に沿って、容器内への開口部から離れて徐々に下向きに傾斜する。ブロー成形されたプラスチック容器の製作方法は、本体形成区域と、フィニッシュ形成区域と、モイル形成区域とを画成する面を有する、金型キャビティ内にプリフォームを配置することを含む。プリフォームは、本体部分と、フィニッシュと、モイル部分とを有する中間容器を形成するように、金型表面に押し付けてブローされる。モイルは、容器内への開口部を画成するために、フィニッシュから切り離される。閉鎖部材は、容器上のフィニッシュと選択的に結合するようになされる。閉鎖部材上に、少なくとも1つのねじ山が形成される。  (もっと読む)
(もっと読む)
真空に関連した力に反応する容器の底部構造
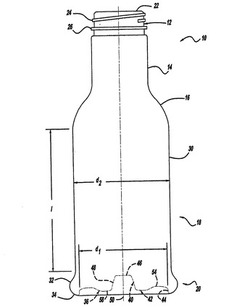
真空圧力吸収に適応した底部(20)を備えたプラスチック容器である。底部は、その表面で容器を支える接触リング(34)と、起立壁(44)と、中心部(36)とを備えている。起立壁は、接触リングに近接し、接触リングをほぼ取り囲んでいる。中心部は、中心上げ底部(40)と、中心上げ底部をほぼ取り囲む反転リング(42)とによって少なくとも部分的に形成されている。中心上げ底部および反転リングは、容器内に発生した真空力を調節するために可動である。 (もっと読む)
真空に関連した力に反応する容器の底部構造
真空圧力吸収に適応した底部を備えたプラスチック容器である。底部は、その表面で容器を支える接触リングと、起立壁と、中心部とを備えている。起立壁は、接触リングと隣り合い、接触リングをほぼ取り囲んでいる。中心部は、中心上げ底部と、中心上げ底部をほぼ取り囲む反転リングとによって少なくとも部分的に形成されている。中心上げ底部および反転リングは、容器内に発生した真空力を調節するために可動である。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]