
大商硝子株式会社により出願された特許
1 - 5 / 5
ポンプ付容器用ストッパー
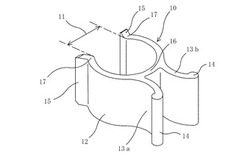
【課題】簡単な形状で容易に形成でき、着脱の際には流体吐出管と接触することなく容易に着脱できるようにする。
【解決手段】ポンプ付容器に用いられ、ポンプ付容器のヘッドが下動されることを阻止するポンプ付容器用ストッパー(10)である。縦割溝(11)の両側に形成された係止部(17)を有する円筒状に形成された本体部(12)を備える。本体部(12)の円周上で周面方向に所定の間隔で突出された一対のつまみ部(13a,13b)が形成してある。つまみ部(13a,13b)が互いに近接されると、両つまみ部(13a,13b)間の周壁部分(16)を支点に、係止部(17)が移動して互いに離隔する。これにより、溝部(11)の幅が広げられ、ストッパー(10)の着脱を容易にできる。
(もっと読む)
ダイレクトブロー成形装置およびダイレクトブロー成形方法

【課題】内周に形状精度の良い突条を有するダイレクトブロー成形された容器を得る。
【解決手段】本ダイレクトブロー成形装置1は、溶融状態の熱可塑性樹脂3をチューブ状に押し出してパリソン4を形成するためのパリソン形成ダイ8を有する。パリソン形成ダイ8は、溶融状態の熱可塑性樹脂3をチューブ状に押し出す際の軸型となるマンドレル18と、マンドレル18の周囲を環状通路19を設けて取り囲むパリソン形成ダイ本体20と、を含んでいる。マンドレル18の外周35に、パリソン4の内周406に突条407を成形するためにマンドレル18の軸方向A1に延びる凹溝36が形成されている。マンドレル18に、マンドレル18内部を貫通し凹溝36を通してパリソン4内に気体流を吹き込むための第1の通風路22が形成されている。
【効果】溶融状態の熱可塑性樹脂3が凹溝36を流れ易くなる。
(もっと読む)
広口容器本体
【課題】肩部の内周面にアンダーカットを有しながら、円滑に無理抜できて口頸部を所定の寸法形状に形成でき、この口頸部へキャップを確りと蓋できるようにする。
【解決手段】熱可塑性樹脂からなり、口頸部(3)の外周面に雄ねじ(5)を備え、キャップ(4)の外径と略等しい外径の胴部(6)を有する。胴部(6)上端の肩部(7)には内周面にアンダーカットを有する。口頸部(3)の肉厚(T1)は0.8mm以上で、肩部(7)内周面のアンダーカット幅(D)は2mm以下に設定してある。口頸部(3)の肉厚(T1)とアンダーカット幅(D)との和が3mm未満である。雄ねじ(5)は割型の外側金型(10)により形成され、胴部(6)内面は無理抜きされる内側金型(9)により形成される。
(もっと読む)
ガラスびん
【課題】落下や転倒などでびんに横方向の衝撃が加わった場合でも割れにくく、衝撃に強い広口びんを提供する。
【解決手段】肩部と直胴部の間にテーパ部を設け、テーパ部上端の外径をd2、直胴部の外径をd1としたときに、 0.0017d2≦d1−d2≦0.036d2 口部の外径をd3としたときに、 d3/d1≧0.7 テーパ部の長さをh2、直胴部とテーパ部の合計の長さをh1としたときに、 0.2≦h2/h1≦0.5とすることで、肩部がコンタクトポイントにならず、肩部のガラス強度が劣化せず、割れにくくなる。
(もっと読む)
広口容器のダイレクトブロー成形方法
【課題】バリ等の少ない良好な広口容器を形成するダイレクトブロー成形方法を提供すること。
【解決手段】ダイレクトブロー成形装置は、樹脂からチューブ状のパリソン30を形成するパリソン形成ダイ15を有するパリソン形成機と、容器型内のパリソン30の一端部を封止して加圧気体を吹き込み容器形状に膨張させる容器形成部20とを備えている。パリソン30では、胴部形成用の第2の部分32の肉厚が、口部形成用の第1の部分31の肉厚および底部形成用の第3の部分33の肉厚よりも厚くされている。容器形成部で形成される広口容器は、開口を有する筒状の口部と、この口部と肩部を介して連続する胴部と、この胴部の底を塞ぐ底部とを含み、口部の内径が40mm以上であって、胴部の内径が口部の内径の1.1〜1.5の範囲にある。
(もっと読む)
1 - 5 / 5
[ Back to top ]