
株式会社ヤシマ精工により出願された特許
1 - 9 / 9
合成樹脂製多重容器とこの製造方法
【課題】容器のデザイン性能を大きく向上できるとともに、容器の外観不良を防止できるようにする。
【解決手段】内側容器部(2)とこの内側容器部(2)の外表面へ一体に射出成型された外側容器部(3)を有する合成樹脂製多重容器(1)であって、内側容器部(2)と外側容器部(3)との間に表示手段(4)を配置する。このため外側容器部(3)の外表面と表示手段(4)の表示内容が同一の面からずれて目視されるので、外側容器部(3)の外表面の光沢等の演出の奥に表示内容が目視され、表示内容の表示を合成樹脂製多重容器(1)の内部で立体的に演出でき、容器のデザイン性能を大きく向上できる。
(もっと読む)
合成樹脂製多重容器とこの製造方法

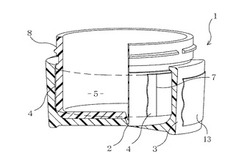
【課題】外側容器部を成型する際に、内側容器部を確実に把持でき、成型品を金型から取り出せる。
【解決手段】射出成型された内側容器部(2)と、内側容器部(2)の外表面へ一体に射出成型された外側容器部(3)とを備え、内側容器部(2)に、外側容器部(3)を射出成型する際に、コア側金型に内側容器部(2)が係止される被係止部(13)を形成する。このため、コア側金型に内側容器部(2)が保持されるとともに、コア側金型(15)に被係止部(13)が係止されて、外側容器部(3)とキャビティ側金型との間に抵抗が生じても、内側容器部(2)がコア側金型から抜け落ちない。
(もっと読む)
合成樹脂製二重容器
【課題】容器壁等を厚く形成して質感を良好にできるうえ、収容物の品質を良好に維持でき、しかも白化現象の発生を抑制して良好な外観を得ることができるようにする。
【解決手段】PET樹脂などの結晶性合成樹脂材料を成形材料として射出成型により内側容器部分(8)を形成する。内側容器部分(8)の外表面に、シクロヘキサンジメタノール系ポリエステル樹脂などの非結晶性合成樹脂材料を成形材料とする外側容器部分(9)を射出成型により形成する。内側容器部分(8)は蓋との装着部(7)を備える。外側容器部分(9)は、内側容器部分(8)の装着部(7)を除いた外表面に一体化している。
(もっと読む)
広口容器本体
【課題】肩部の内周面にアンダーカットを有しながら、円滑に無理抜できて口頸部を所定の寸法形状に形成でき、この口頸部へキャップを確りと蓋できるようにする。
【解決手段】熱可塑性樹脂からなり、口頸部(3)の外周面に雄ねじ(5)を備え、キャップ(4)の外径と略等しい外径の胴部(6)を有する。胴部(6)上端の肩部(7)には内周面にアンダーカットを有する。口頸部(3)の肉厚(T1)は0.8mm以上で、肩部(7)内周面のアンダーカット幅(D)は2mm以下に設定してある。口頸部(3)の肉厚(T1)とアンダーカット幅(D)との和が3mm未満である。雄ねじ(5)は割型の外側金型(10)により形成され、胴部(6)内面は無理抜きされる内側金型(9)により形成される。
(もっと読む)
長尺体用スプール
【課題】長尺体の太さや厚みにかかわらず、始端部をスプールへ簡単に固定して長尺体を巻装部へ容易に巻付けることができ、しかも簡単な構造で安価に実施できるようにする。
【解決手段】円筒状に形成された胴部(2)と、胴部(2)の両側端から径方向外側へ延設した一対のフランジ部(3)とを備え、両フランジ部(3)間で胴部(2)の周囲に巻装部(5)を形成する。巻装部(5)に臨む胴部(2)に挿通孔(10)を透設し、長尺体(4)の始端部(4a)を巻装部(5)の内側から巻装部(5)の外方へ挿通する。挿通孔(10)の開口形状は長尺体(4)の巻付け方向(D)に沿って長く形成する。挿通孔(10)の開口に、開口幅(W)が長尺体(4)の太さ又は厚みよりも広い広幅開口部(12)を形成する。広幅開口部(12)より巻付け方向下手側ほど開口幅(W)を狭くする。
(もっと読む)
長尺体用スプール
【課題】扉部を容易に開き姿勢と閉じ姿勢とに切換でき、閉じ姿勢に切換えた扉部により任意の位置で長尺体の端部を確実に保持できるうえ、巻装部の収容容積を大きくできるようにする。
【解決手段】円筒状に形成された胴部(2)と、胴部(2)の両側端から径方向外側へ延設した一対のフランジ部(3)とを備え、両フランジ部(3)間で胴部(2)の周囲に巻装部(5)を形成する。フランジ部(3)の外周縁部(6)に環状の扉部(7)を延設し、扉部(7)の基端側に薄肉の凹溝部(8)を環状に形成する。凹溝部(8)で屈曲させることにより、扉部(7)の先端側を他方のフランジ部(3)側へ変位させた閉じ姿勢(X)と他方のフランジ部(3)から離隔させた開き姿勢(Y)とに切換える。
(もっと読む)
長尺体用スプール
【課題】扉部を容易に開き姿勢と閉じ姿勢とに切換できるうえ、閉じ姿勢に切換えた扉部により任意の位置で長尺体の端部を確実に保持できるようにする。
【解決手段】円筒状に形成された胴部(2)と、胴部(2)の両側端から径方向外側へ延設した一対のフランジ部(3)とを備え、両フランジ部(3)間で胴部(2)の周囲に巻装部(5)を形成する。一方のフランジ部(3a)を他方のフランジ部(3b)よりも大径に形成する。小径フランジ部(3b)の外周縁部(6b)に環状の扉部(7)を延設し、扉部(7)の先端側を大径フランジ部(3a)側へ変位した閉じ姿勢(X)と大径フランジ部(3a)から離隔した開き姿勢(Y)とに切換える。扉部(7)の外径を大径フランジ部(3a)の外径よりも大きく形成する。閉じ姿勢(X)の扉部(7)を、先端周縁(9)から内方へ入り込んだ位置で大径フランジ部(3a)の外周縁部(6a)へ当接させる。
(もっと読む)
スプール
【課題】簡素で安価な構成により糸の巻き始め端末または巻き終わり端末を確実に係止することのできるスプールが望まれている。
【解決手段】スプール1は、糸巻き胴部2の両側にフランジ部3,4が形成され、釣糸などの糸端末を挟持する糸挟持溝10が、少なくとも一方のフランジ部3の外周縁からスプール半径方向に切り欠かれているものであって、フランジ部3が、糸挟持溝10の隣接部に、糸挟持溝10に向かってフランジ部3の他の部分よりテーパ状に薄肉となる薄肉部12を備えている。薄肉部12はフランジ部3の内面側を切り欠いて形成されている。糸挟持溝10からの糸を糸巻き胴部2に案内する糸案内面13が、糸巻き胴部2と薄肉部12との間のフランジ部3に当該内面側を切り欠いて形成されている。
(もっと読む)
厚肉樹脂容器の製造方法及び金型
【課題】本発明の目的は、積層数と金型数との一致を不要とすることで、必要な可動金型の種類及びその数を減らし、金型の可動スペースを小さくすると共に、生産性を向上させ、さらに成形品のそりの発生を抑制し高精度の成形品を得ることである。
【解決手段】本発明に係る厚肉樹脂容器の製造方法は、容器形状で段階的に厚肉化された複数個のキャビティを並列配置する工程と、最小キャビティ内に熱可塑性樹脂を射出し、並行して、最小キャビティを除いた各キャビティに、予めそれぞれ一段小さいキャビティで成形した容器を収容しておき、各キャビティの残りの空間内に熱可塑性樹脂を射出する工程と、固化する工程と、最大キャビティから厚肉の製品容器を取り出し、並行して、最大キャビティを除いた各キャビティで成形された容器をそれぞれ一段大きいキャビティに収容する工程と、を有することを特徴とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]