
クワドラント エーペーペー アクチェンゲゼルシャフトにより出願された特許
1 - 3 / 3
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。 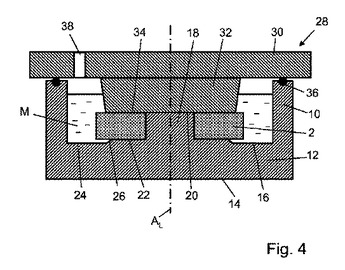 (もっと読む)
(もっと読む)
超高分子量ポリエチレンパネルの製造
機械方向を横切る方向で、好ましくは両側から狭くなり、かつ、金型の上部と下部とでその出口近傍に位置する横向きに設置され、もしくはそのいずれかの複数の冷却ゾーンを有するスリット金型を採用した連続ラム押出し法によって、大きな幅の超高分子量ポリエチレンパネルが調製される。パネルは、結晶融解温度より低い温度で金型を出る。 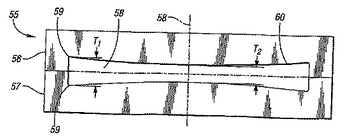 (もっと読む)
(もっと読む)
電子パワーアシストステアリングウォームギア
押出し成形、圧縮成形、又は遠心加工によって合成樹脂製管を形成し、且つこのようにして製造された管又はそこから切断されたリングを好適には金属製のボス又はコア上に固定することにより、残留応力を殆ど有さない複合ウォームギアが提供される。本方法によれば、高性能高分子量熱可塑性樹脂が利用される。  (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]