
バージェス・ノートン・マニュファクチャリング・カンパニー・インコーポレーテッドにより出願された特許
1 - 6 / 6
燃料噴射器固定具
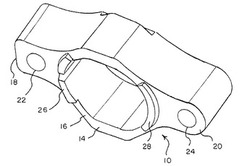
【課題】粉末金属技術を利用する燃料噴射器固定具の形成法を提供する。
【解決手段】重量百分率で、炭素0.6〜0.9%と、銅1.5〜3.9%と、鉄93.2〜97.9%と、他の元素である残部とを含有する粉末金属材料を成形型内で7.0〜7.1g/cm3の密度に圧密化しかつ温度816〜871℃(1500〜1600°F)で予備焼結して、粉末金属ブランクが形成される。潤滑材により粉末金属ブランクに潤滑性を付与し、少なくとも密度7.3g/cm3に再圧密化した後、温度1121℃(2050°F)で焼結して、最終粉末金属ブランクが形成される。燃料噴射器固定具自体は、ほぼ円筒状の中央部と、中央部から横方向に延伸する第1の翼部と、角度180°だけ第1の翼部から離間して中央部から横方向に延伸する第2の翼部とを有する粉末金属の単一構造体を有する。
(もっと読む)
クランクシャフト軸受筒の製法

【課題】クランクシャフト軸受筒又は類似部品の形成法を提供する。
【解決手段】ほぼ円筒状で軸方向の内部空洞を形成する圧密化ダイを準備する。圧密化ダイの内部空洞に対応する外面を有する上部パンチと下部パンチとを準備する。上部コアロッドは、上部パンチに形成される軸方向の内孔に挿入される。下部コアロッドは、下部パンチに形成される軸方向の内孔に挿入される。上部コアロッドと下部コアロッドは、それぞれほぼ平坦な外面部を有する。上部パンチと下部パンチ並びに上部コアロッドと下部コアロッドの組合せ動作により、金属粉体は、圧密化ダイ内で圧密化される。
(もっと読む)
クラッチ部品の製造方法
【課題】変速機の使用環境で発生する高温に耐えるクラッチ又はブレーキ等の変速機部品を提供する。
【解決手段】重量基準でニッケル0.35〜0.55%、モリブデン0.50〜0.85%、残部鉄を含む合金前金属粉と、炭素0.6〜0.90%、銅1.0〜3.0%を含む添加金属粉を合金前金属に混合し混合金属粉を作製し、前記混合金属粉に潤滑剤を加えて潤滑剤含有混合粉を作製し、前記潤滑剤含有混合粉を金型圧密化する工程により金属半加工品を製造し、前記金属半加工品を焼結して、焼結金属半加工品を形成する工程と、焼結金属半加工品を冷却して、冷却金属半加工品を形成する工程とにより構成される粉末冶金操作を含み、冷却金属半加工品の好ましい金属組織は、マルテンサイト50〜80%と、ベイナイト20〜50%と、微細化パーライトとを含む。
(もっと読む)
テーパ付ピストンピンの形成方法
【課題】単一の成形工程で中央隔壁を有する又は無隔壁のテーパ状ピストンピンを冷間成形する方法を提供する。
【解決手段】この方法は、例えば、列記するものに限定されないが、機械加工工程、焼き鈍し工程、被覆工程及び2次成形工程等の2次処理工程を省略することができる。この方法は、ほぼ円柱状の小片に金属棒を切断する工程と、金型を使用して小片を押出成形して、小片に第1の空洞を形成する工程と、任意に金型を使用して小片を押出成形して、小片に第2の空洞を形成する工程と、小片を穿孔して、小片を中空円筒状片に形成する工程と、金型を使用して中空円筒状片の各端部を押出成形して、中空円筒状片の各端部の内面にテーパを有する中空円筒状片を形成する工程とを含む。
(もっと読む)
電気機器用磁性粉金属複合体コア
【課題】電気機器に使用される圧密化された磁性粉金属構成組立体を提供する。
【解決手段】各構成組立体は、上片及び下片を有する。各上片は、ほぼ円筒状の中心部と、中心部から外側に径方向に延伸する複数の巻線支持体と、各巻線支持体の径方向端部のコア部とを備える。各下片は、ほぼ円筒状の中心部と、中心部から外側に径方向に延伸する複数の巻線支持体と、各巻線支持体の径方向端部のコア部とを備える。上片と下片とを組合せて、構成組立体が形成される。
(もっと読む)
磁性金属粉により形成した固定子
【課題】圧密化磁性金属粉により構成した電気機器用の固定子を提供する。
【解決手段】各固定子コアは、複数の固定子コア組立体を備える。各固定子コア組立体自身は、固定子コアの円弧状部を形成する。各固定子コア組立体は、巻線を支持する巻線ガイドを有する内側シュー部材と、固定子コア組立体の径方向外縁部で巻線に取り付けられる少なくとも1つの背部材及び2つの蓋端部とを備える。
(もっと読む)
1 - 6 / 6
[ Back to top ]