
株式会社石井表記により出願された特許
1 - 10 / 20
加飾フイルム構造体及び加飾成形部材
【課題】外観が金属研磨面調意匠を呈する加飾フイルム構造体及び加飾成形部材を提供することによって、光沢が強すぎず鈍く光る質感の金属研磨面調意匠を容易に実現する。
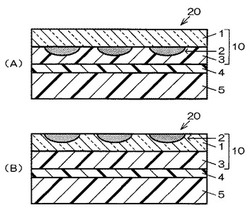
【解決手段】加飾フイルム構造体10は、透明又は半透明の樹脂層からなる表面層1と、表面層1の裏面側に形成された複数の微細ドットからなる無彩色層2と、無彩色層2のドット間を埋めるように表面層1の裏面側に形成された金属光沢層3とを備える。表面層1の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。無彩色層2のJIS−Z−8729で規定されるCIE1976明度(L*)は0〜80である。平面視でのドットの面積は10−3〜105μm2である。平面視での単位面積当たりのドットの面積率は1〜80%である。金属光沢層3のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。
(もっと読む)
加飾フイルム構造体及び加飾成形部材

【課題】外観が金属研磨面調意匠を呈する加飾フイルム構造体及び加飾成形部材を提供することによって、光沢が強すぎず鈍く光る質感の金属研磨面調意匠を容易に実現する。
【解決手段】加飾フイルム構造体10は、透明又は半透明の樹脂層からなる表面層1と、表面層1の裏面側に形成された複数の微細ドットからなる金属光沢層2と、金属光沢層2のドット間を埋めるように表面層1の裏面側に形成された無彩色層3とを備える。表面層1の表面側の表面粗さは、Ra2μm以下、かつRmax4μm以下又はSm50μm以上である。金属光沢層3のJIS−Z−8701で規定されるXYZ表色系における刺激値(Y45°)は10000以上である。平面視でのドットの面積は10−3〜105μm2である。平面視での単位面積当たりのドットの面積率は20〜99%である。無彩色層3のJIS−Z−8729で規定されるCIE1976明度(L*)は0〜80である。
(もっと読む)
インクジェットヘッドワイピング装置
【課題】 洗浄移動ユニットとインクジェットヘッドとの位置関係が不当に厳格とならないようにした上で、両者の接触に起因する耐久性の低下、摩耗粉塵等の異物の発生、印刷不良や配向膜形成不良等を回避する。また、インクジェットヘッドの液状材料噴出口を通じてその内部に洗浄液が浸入して液状材料の濃度が低下するという不具合を回避した上で、負圧吸引による洗浄能力をより高める。
【解決手段】 ライン状に配列された複数の液状材料噴出口3の周辺に負圧による吸引力を発生させる真空ノズル5を有し且つインクジェットヘッド1に対して相対移動可能な洗浄移動ユニット4を備えた構成において、真空ノズル5の先端に存する負圧吸引領域を、液状材料噴出口3の配列方向に短尺に且つその配列方向と直交する方向に長尺になるようにして、真空ノズル5を上記の配列方向に移動させるように構成する。
(もっと読む)
インクジェットヘッドワイピング装置
【課題】 洗浄移動ユニットとインクジェットヘッドとの位置関係が不当に厳格とならないようにした上で、両者の接触に起因する耐久性の低下、摩耗粉塵等の異物の発生、印刷不良や配向膜形成不良等を回避する。
【解決手段】 液状材料噴出口3の周辺に負圧による吸引力を発生させる真空ノズル5を有し且つインクジェットヘッド1に対して非接触で相対移動可能な洗浄移動ユニット4を備えた構成において、複数個のインクジェットヘッド1を液状材料噴出口3の配列方向に千鳥状に配設すると共に、それらのインクジェットヘッド1の各列毎に真空ノズル5を配設して、それらの真空ノズル5を、液状材料噴出口3の配列方向に移動させるように構成する。
(もっと読む)
研磨装置及び研磨方法
【課題】 バフ研磨ローラとバックアップローラとの相互間で板状ワークの片面を研磨する場合における該板状ワークのそりの発生や打痕による品位低下更には研磨作業に要する時間の長期化等の弊害を回避する。
【解決手段】 板状ワークPを搬送する複数の搬送ローラ6、9と、これらの搬送ローラ6、9による搬送途中で板状ワークPを研磨するバフ研磨ローラ14(15)とを備えた研磨装置1において、複数の搬送ローラ6、9により形成される搬送径路3Bの途中に、板状ワークPを相互間に介在させて該板状ワークPの両面を同時に研磨する一対のバフ研磨ローラ14(15)を備え、バックアップローラの使用を廃止する。
(もっと読む)
研磨装置及び研磨方法
【課題】 可撓性を有する板状ワークをバフ研磨ローラの配設位置に適切に送り込むことを可能にし、且つバックアップローラの存在により板状ワークに打痕が付き品位低下を招くという事態を抑止する。
【解決手段】 可撓性を有する板状ワークPを搬送する複数の搬送ローラ6,9により形成される搬送径路3A,3B,3Cの途中に、板状ワークPを挟持する一対のグリップローラ12,13を対向して配置し、これらのグリップローラ12,13により板状ワークPを上下方向に沿って送ると共に、その送られた板状ワークPの両面を、対向して配置された一対のバフ研磨ローラ14,15の相互間でこれらのバフ研磨ローラ14,15により同時に研磨するように構成する。
(もっと読む)
研磨装置及び研磨装置のローラ位置決め方法
【課題】 一対のバフ研磨ローラで板状ワークの両面を同時に研磨するという本発明者等が案出した手法を採用する場合における種々の弊害を回避する。
【解決手段】 複数の搬送ローラ6、9により形成される搬送径路3Bの途中に配設され且つ板状ワークPを相互間に介在させてその板状ワークPの両面を同時に研磨する一対のバフ研磨ローラ14(15)を備えると共に、この一対のバフ研磨ローラ14(15)の相互間における板状ワークPの研磨位置がそれらのバフ研磨ローラ14(15)のそれぞれの径の異同に拘わらず予め判明している研磨基準位置38となるように一対のバフ研磨ローラ14(15)を位置決めする位置決め手段30を備える。
(もっと読む)
塗布膜用乾燥装置
【目的】 乾燥エリア内における基板へのパーティクルの付着を抑止した上で、塗布膜用乾燥装置の上下方向の短尺化を図ると共に、乾燥エリアの多数段化を図る。
【構成】 加熱手段(ホットプレート)3により加熱乾燥を行う乾燥エリア2内に、上面に塗布液が塗布された基板4を配置すると共に、基板支持用の2つの支持手段5、6を駆動手段7が相対移動させることにより、一方の支持手段5が基板4の下面を複数の点で支持する形態と、他方の支持手段6が基板4の下面を一方の支持手段5とは異なる複数の点で支持する形態とに切り換えるように構成し、且つ、駆動手段7を、平面視で乾燥エリア2の周縁部よりも外方側領域Sに配備する。
(もっと読む)
インクジェットプリンタ用液体貯留タンク
【目的】 インクタンクの内部構造を極めて簡素化した上で、インクタンク内部の流入口側と流出口側とでの圧力差に起因する気泡の通過ひいては気泡のプリントヘッドへの侵入を可及的に抑制する。
【構成】 インクタンク4内を、縦姿勢で配設された気泡除去フィルタ12を境界として、流入口14が存する流入側貯留空間10と、流出口15が存する流出側貯留空間11とに区画すると共に、流入側貯留空間10の液体の全量が気泡除去フィルタ12を通過して流出側貯留空間11に至るように構成し、流入側貯留空間10の液面上方部と流出側貯留空間11の液面上方部とを、気体が流通する気体流通路17を介して連通させる。
(もっと読む)
研磨装置及び研磨方法
【課題】 バフ研磨ローラとバックアップローラとの相互間でプリント基板等のワークを研磨する際に、そのワークの後端部が、バックアップローラ或いはバフ研磨ローラの外周面に接触することによってワークが損傷するという不具合を回避する。
【解決手段】 ワークPを研磨するバフ研磨ローラB1と、このバフ研磨ローラB1に対向配置されたバックアップローラC1と、この両ローラB1、C1のワーク搬送方向前後両側に配列された搬送ローラR1〜R6とを備えると共に、バフ研磨ローラB1及びバックアップローラC1による研磨位置D1のワーク搬送方向前方側に、気体をワーク搬送方向後方側に向かって吹き付ける気体噴射手段の噴口E1を配設する。
(もっと読む)
1 - 10 / 20
[ Back to top ]