
株式会社ヤマナカゴーキンにより出願された特許
1 - 9 / 9
鍛造用金型
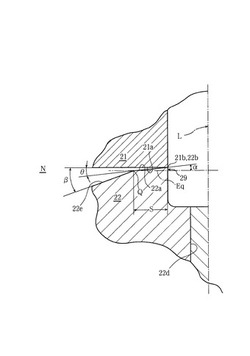
【課題】圧縮工程の際に、ワークから大きな荷重を受けてもバリの発生のないようにワークを成形することができる鍛造用金型を提供する。
【解決手段】分割されて圧縮軸心L方向に並設された第1分割型21と第2分割型22を備え、組付け状態で、第1分割型21の分割接合面21a及び第2分割型22の分割接合面22aが圧縮軸心Lに直交状である鍛造用金型に於て、組付け前の軽接触状態で、第1分割型21の分割接合面21aと第2分割型22の分割接合面22aとの間隙寸法が、キャビティ11側の最内端縁21b,22bからラジアル外方側Nへ向かって、5′〜50′の微小対面角度θをもって増加するように構成した。
(もっと読む)
閉塞鍛造用金型装置

【課題】比較的簡単な型構造のもとで高精度な鍛造を行うことができて、ワークの寸法精度の向上を図った閉塞鍛造用金型装置を提供する。
【解決手段】傾斜カム面5,6を有するダイケース2内に、同じく傾斜カム面11,12を有する一対の可動型3,4を収容する。各可動型3,4は外型7,8とそれにスライド可能に案内された内型9,10とからなり、それらの外型7,8と内型9,10とでワークWのための密閉空間Rを形成する。一対の可動型3,4の下降に伴い外型7,8同士が当接したならば、以降は内型9,10同士をさらに接近させて、密閉空間Rの容積を縮小させるようにしてワークWの鍛造成形を行う。
(もっと読む)
ヘリカル内歯ギヤの加工方法及び金型
【課題】ヘリカル内歯ギヤの鍛造加工に於て、未充填部Xを縮小させて、歩留りを向上する。
【解決手段】サイジング成形時の背圧Fを上方位置の歯形成形部14の素材Mに作用させるヘリカル内歯ギヤの加工方法である。
(もっと読む)
自在継手外輪の製造方法及び自在継手外輪用中間製品
【課題】カップ部と中空部とからなる自在継手外輪において、材料コストと加工コストとの両方を低減することができる技術を提供することを課題とする。
【解決手段】カップ部11と、このカップ部11から延びる中空軸部12とからなり、カップ部内に軸方向に延びる複数本の案内溝が設けられている、自在継手外輪の仕上げ加工前の中間製品10であって、カップ部は、一対の案内溝の間で成形用ローラで径中心へ凸になるように凹溝13、13が形成されており、且つ中空軸部12から最も離れた端部で、案合溝の部分よりも凹溝13の部分が軸方向に突出た凸部14となっている。
【効果】カップ部と中空軸部とが一体に成形できるため、中空軸部をカップ部に接続する工程が不要であり、加工コストを低減することができる。カップ部と中空軸部とが一体であるため、材料歩留まりがよく、材料コストを低減することができる。
(もっと読む)
軸付き等速ジョイント用アウタレースの成形金型装置および成形方法
【課題】カップ部と軸部との高い同軸度を確保するに好適な軸付き等速ジョイント用アウタレースの成形金型装置および成形方法を提供する。
【解決手段】等速ジョイントのアウタレースの内周面形状に近似するよう内周面が粗成形された軸付きのカップ部W1を備える粗材Wのカップ部W1の内周面に等速ジョイントのアウタレースの内周面形状に型彫りされた外周面形状を備えるサイジングパンチ4を嵌合させ、前記粗材Wのカップ部W1に連なる軸部W2をサイジングダイ5を貫通させてその前方においてサイジングダイ5の軸心と同心状態を維持しつつ軸心方向に移動可能な軸拘束手段8に保持させ、前記軸拘束手段8による保持状態において、前記粗材Wのカップ部W1の外周にサイジングダイ5によりしごき加工を施して前記カップ部W1の内周面を等速ジョイントのアウタレースの内周面形状に仕上げ成形するようにした。
(もっと読む)
プレス成形金型及びダブルヘリカルギヤの製造方法
【課題】高い精度のダブルヘリカルギヤが得られるプレス成形金型及びダブルヘリカルギヤの製造方法を提供する。
【解決手段】パンチホルダによって回動可能に支持される回動ブロック14に回動ブロック14と一体で回動する回動部材17を設け、プレス成形機のラムに固定されるベースプレートに規制部材18を設けておいて、回動部材17のプレート19を規制部材18の基準ブロック21に当接させてパンチのダイスに対する軸線回りの角度位相を初期位相に復帰させたので、パンチをダイスに対して確実に且つ高い精度で初期位相に復帰させることができる。これにより、各ヘリカル歯形間の軸線回りの角度位相が高い精度で形成されたダブルヘリカルギヤを得ることができる。
(もっと読む)
放電加工用電極及びその製法
【課題】放電加工時に発生し易い放電カス(スラッジ)が発生しにくく、耐久性に優れた電極を提供することを目的とする。
【解決手段】放電加工作業時に放電加工液34を噴出する開口孔部15と、内部空洞部10とを有する殻形状である。光造形法にて製造され、表面は機械切削面である。
(もっと読む)
ディスクの鍛造金型装置および鍛造方法
【課題】 鋳造ディスク素材を鍛造する際に、周縁においてスポーク部に対応する箇所が変形(突出,反り)するのを回避ないしは抑制する。
【解決手段】 鋳造ディスク素材を第1型にセットし、第2型を上記第1型に向かって移動させて上記ディスク素材を加圧し、スポーク部の減肉を伴うようにディスク素材を鍛造する。第2型40におけるスポーク部成形面に、スポーク部と交差する方向に延びる細長い突条41xを形成する。この突条41xにより、鍛造時にスポーク部の肉が径方向に塑性流動するのを抑制する。
(もっと読む)
鍛造金型装置
【課題】 極めて高精度な鍛造品を成形することができ、鍛造後において機械加工を不要とし、生産コストの大幅な低減が可能となる鍛造金型装置を提供することを目的とする。【解決手段】 パンチ1とダイス2とを有し、相互が接近して被成形材Wの鍛造を行う鍛造金型装置である。ダイス2にダイス軸心L2 を中心として形成された第1テーパ面2aと、第1テーパ面2aに嵌合する第2テーパ面13aを有してダイス軸心L2 と同軸状態となるパンチホルダ13と、を備える。パンチホルダ13は、パンチ1のパンチ軸心L1 をパンチホルダ軸心L3 と同軸状態とさせてパンチ1を挿入させダイス2側へスライド誘導させるガイド孔14を有する。 (もっと読む)
1 - 9 / 9
[ Back to top ]