
株式会社鳴海合金製作所により出願された特許
1 - 6 / 6
インサート成形体及び放熱構造体
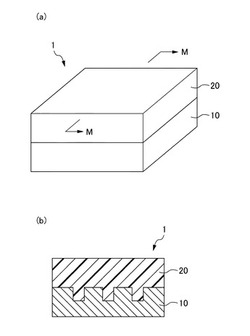
【課題】生産性の高い方法で製造することが可能であるとともに、樹脂部材と金属部材との間の密着力が充分であり、且つ樹脂部材と金属部材との間の熱の伝達がスムーズなインサート成形体を提供する。
【解決手段】樹脂部材と金属部材とを備えるインサート成形体であって、上記金属部材は上記樹脂部材との接合面に散在するように形成された2以上の接合孔を有し、上記樹脂部材は上記接合孔に挿入した凸部を有し、少なくとも1つの接合孔の開口部分の面積が、0.44mm2以上19.63mm2以下であり、樹脂部材と金属部材との接合面の外周で囲まれる面の面積をS1とし、上記接合面における上記接合孔の開口の面積の総和をS2としたときに、割合S2/S1が、特定の不等式(I)を満たすようにする。
(もっと読む)
複合成形品及びその製造方法

【課題】複雑な構造の金型を用いることなく、簡単な構造の金型を用いて射出成形することにより、樹脂層に割れの生ずることの少ない、金属と熱可塑性樹脂との複合成形品を製造する方法を提供する。
【解決手段】複合成形品の製造方法は、(A)少なくとも一部が長孔形状とされた複数の貫通孔を有する板状部2と側壁3とから成る略箱状の金属製の基材を、射出成形用金型のキャビティ内に装着した後、(B)結晶性熱可塑性樹脂をキャビティ内に射出して、複数の貫通孔同士に跨り、且つ、貫通孔を介して板状部の両側に連続する結晶性熱可塑性樹脂層を形成し、次いで、(C)金型から複合成形品を取り出した後、結晶性熱可塑性樹脂を結晶化処理することにより、結晶性熱可塑性樹脂の結晶化度を金型取り出し後の結晶化度より1%以上高くし、以て、長孔形状とされた貫通孔中の結晶性熱可塑性樹脂を長孔の長軸方向に収縮させ、長軸末端部に空隙を形成させる。
(もっと読む)
自動車用途ハンドルの射出成形工法及び自動車用途ハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、バリやヒケの問題も解決することができ、場合によっては肉盗み部を形成しなくてもよい自動車用途ハンドルの射出成形工法及び自動車用途ハンドルを提供する。
【解決手段】金型1は、製品キャビティ2が成形されている可動金型部3と、固定金型部4とからなり、固定金型部4には、射出用シリンダー5から注入される溶融樹脂が移動する第1樹脂流路6と、第1の栓体7が進退可能に設置されている第2樹脂流路8と、第2の栓体9が進退可能に設置されている第3樹脂流路10が形成されている。第2樹脂流路8及び第3樹脂流路10の各々に溜まった溶融樹脂は、断熱構造部16a、16bと加熱構造部17a、17bとによって、合成樹脂の相転移温度近傍に保たれる。
(もっと読む)
樹脂成形品の黒点異物防止装置
【課題】黒点異物及び成形環境下による進入した異物を確実に防止することができる樹脂成形品の黒点異物発生防止装置を提供する。
【解決手段】射出装置の加熱筒16と成形用金型の製品キャビティとの間に溶融樹脂の流路17,31具備する。この流路31の一部を複数の分割流路32に分割し、この分割流路32の上流側に、異なる網目の大きさを有する網を複数重ね合わせて配置する。これら網を溶融樹脂が通過する際、溶融樹脂から黒点異物を捕捉することにより、製品における黒点の発生を防止できる。また、下流側の網は上流側の網より強度が高いから、下流側の網が、細かい網目の上流側の網の補強材と成る。
(もっと読む)
金属調色された合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供する。
【解決手段】旋回機能を果たす為の軸穴を有するリンク部2と、ドアの開閉の為の指係り部1とを備えたインサイドハンドル10であって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部2又は前記指係り部1の意匠面とは反対側の面に樹脂ゲート部を配設した。
(もっと読む)
ドアハンドル構造
【課題】スイッチの保護、誤作動を防止しつつ、コスト及び重量を低減したドアハンドルを提供する。
【解決手段】車両のドアに取り付けられると共に、裏側に開口部が形成された樹脂製のハンドルレバー11と、ドアのドアラッチ38を開放駆動可能に設けられたドアラッチアクチュエータ37を動作させるためのスイッチ17と、ハンドルレバー11の開口部を覆う樹脂製のカバー部材16と、カバー部材16の内面に取り付けられるダイカスト製のスイッチベース21とを備え、スイッチ17は、カバー部材16の外面から操作可能にスイッチベース21に支持される。
(もっと読む)
1 - 6 / 6
[ Back to top ]