
金属調色された合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドル

【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供する。
【解決手段】旋回機能を果たす為の軸穴を有するリンク部2と、ドアの開閉の為の指係り部1とを備えたインサイドハンドル10であって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部2又は前記指係り部1の意匠面とは反対側の面に樹脂ゲート部を配設した。
【解決手段】旋回機能を果たす為の軸穴を有するリンク部2と、ドアの開閉の為の指係り部1とを備えたインサイドハンドル10であって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部2又は前記指係り部1の意匠面とは反対側の面に樹脂ゲート部を配設した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車ドアの内側に設置され、美麗な外観が必要な金属調色された合成樹脂製インサイドハンドルの射出成形工法及び、合成樹脂製インサイドハンドルに関するものである。
【背景技術】
【0002】
従来から、プラスチック成形方法として射出成形が行なわれているが、この射出成形は、射出成形機で溶融混練した高温の樹脂を金型内の成形空間(キャビティと呼ばれる)に流し込み、金型内で冷却固化することによって、プラスチックを所定の形状に成形するものである。したがって、肉厚が厚い部分と薄い部分とが存在する形状の場合には、キャビティの形状が複雑な金型を用いている。この複雑な形状のキャビティ内に樹脂を注入した場合、肉厚部分を通過した樹脂は、肉薄部分に回り込んで流動するため、樹脂と樹脂とが再度合流する部分(ウェルドと呼ばれる)に、樹脂密度の低い部分ができ、ウェルドラインが発生することによる外観不良、成形品の強度の低下、成形品の反りやひけ等の精度の低下を引き起こすという問題が従来から知られている。特に、繊維やフィラーを充填した樹脂を用いる場合に、この問題が顕著となっている。
【0003】
そこで、上記問題を解決するために、様々な方法が提案されている。例えば、光沢を有する多面体粒子の少なくとも1面に透明樹脂または半透明樹脂を被覆してなるメタリック顔料を用いてメタリック調の成形品を製作する技術が知られている(特許文献1)。
また、黒を基調とした金属調光沢を有する樹脂組成物として、樹脂100重量部に、グラファイト0.01〜10.0重量部を含有したものを使用し、フローマークやウェルドラインが目立たないようにする技術が知られている(特許文献2)。
さらに、基材層と、この基材層の上に転写されるメタリックインクの印刷層と、熱プレスラミネートで印刷層の上に積層される少なくとも一方の表面にヘアラインを有する表皮層とを具備する金属調樹脂フィルムを、非金属製材料の表面に貼付して金属のような質感を与える技術が知られている(特許文献3)
【0004】
【特許文献1】特開平11−279434号公報
【特許文献2】特開2003−73557号公報
【特許文献3】特開2006−123390号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の技術では、光沢を有する多面体粒子に透明樹脂または半透明樹脂を被覆させる工程が必要となり、コスト高となると共に、ウェルドラインの発生の問題は解決できても、ひけの問題を解決する技術ではない。また、特許文献2に記載の技術では、グラファイトを使用しているので、黒を基調とした金属調光沢を有する樹脂組成物に限定されるので、汎用性に乏しく、これもひけの問題を解決する技術ではない。さらに、特許文献3に記載の技術では、熱転写等の複雑な工程を必要とするため、コスト高となる。また、非金属製材料の表面に貼付する作業も必要となり、さらにコストがかかることとなる。
【0006】
本発明は上記点に鑑み、製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1の発明は、金属調色された合成樹脂製インサイドハンドルの射出成形工法の発明であって、旋回機能を果たす為の軸穴を有するリンク部と、ドアの開閉の為の指係り部とを備えたインサイドハンドルであって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部又は前記指係り部の意匠面とは反対側の面に樹脂ゲート部を配設したことに特徴を有する。したがって、金型のキャビティ内で溶融樹脂が流動して合流する位置を意匠面以外の面にすることができることから、ウェルドラインが意匠面に発生するのを防ぐことができる。したがって、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを製造することができる。
【0008】
請求項2の発明は、請求項1の発明において、樹脂ゲート部は、指係り部のつけ根部から先端部までの間に配設したことに特徴を有する。したがって、特別に樹脂ゲート部の位置を考慮する必要がなく、複雑な金型にする必要もないので、金型代のコスト低減を図ることができる。
【0009】
請求項3の発明は、請求項1又は2の発明において、樹脂ゲート部の切断は、金型の内部で行う、サブマリンゲート方式の型内ゲートカットであることに特徴を有する。したがって、型内ゲートカットであることから、射出成形後にカットする作業を必要とせず、コスト低減を図ることができる。また、サブマリンゲート方式を採用することによって、ひけの問題を解決することができ、いわゆる肉盗み部を必要としないので、金型代のコスト低減を図ることができる。
【0010】
請求項4の発明は、請求項1〜3のいずれかの発明において、樹脂ゲート部の切断面は、切断面以外の面に対して同一平面又は凹面であることに特徴を有する。したがって、樹脂ゲート部の切断面が凸面でないことから、インサイドハンドルのドアへの組付け作業時に作業員が凸面で指に怪我をするのを防止することができる。また、インサイドハンドル使用時の指ざわり感を向上させることができる。
【0011】
請求項5の発明は、請求項1〜4のいずれかの発明において、指係り部の意匠面には、中心線平均粗さ略1×10-6m乃至1×10-4mの範囲のシボ加工を付与したことに特徴を有する。したがって、安価な製造コストで、金属調色とシボ加工の両方で高級感を出すことができる。
【0012】
請求項6の発明は、請求項1〜5のいずれかの射出成形工法を使用して製作された合成樹脂製インサイドハンドルに特徴を有する。したがって、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを提供することができる。
【発明の効果】
【0013】
請求項1の発明では、ウェルドラインが意匠面に発生するのを防ぐことができるので、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを製造することができ、請求項2の発明では、金型代のコスト低減を図ることができ、請求項3の発明では、金型代のコスト低減と、ひけの問題を解決することができ、請求項4の発明では、インサイドハンドル使用時の指ざわり感を向上させることができ、請求項5の発明では、合成樹脂製インサイドハンドルに高級感を出すことができ、請求項6の発明では、請求項1〜5のいずれかの工法によって得られる低コストで高品質の金属調色された合成樹脂製インサイドハンドルを得ることができる。
【発明を実施するための最良の形態】
【0014】
図1(a)は、本発明に係るインサイドハンドルの正面図あり、図1(b)は、同底面図である。これらの図が示すように、インサイドハンドル10は、ドアの開閉の為の指係り部1と,旋回機能を果たすリンク部2とを有するものである。尚、リンク部2には、旋回する為の軸が挿入される軸穴2aと、軸又はワイヤーでロック機構と連結するロック穴2bが設けられている。ここで、図1(a)の正面図から視認される面Aを意匠面と呼んでいる。また、図1(b)の底面図のB及びCに示す箇所には、従来のインサイドハンドルでは、所謂肉盗み部が形成されているが、本発明のインサイドハンドル10では、肉盗み部を設けていない。
【0015】
この、インサイドハンドル10は、金属調色が施された合成樹脂製であり、射出成形工法によって成形される。そして、金属調色の美麗な外観を得る為には、アルミニウム粉末等を含有した合成樹脂を原材料として図示しない射出成形機に投入し、この射出成形機における射出成形に際して、指係り部1の意匠面Aとは反対側の面に、後述する樹脂ゲート部が配設されている。樹脂ゲート部を意匠面Aと反対側の面に配設することによって、金型のキャビティ内で、意匠面Aが壁となり、溶融樹脂が意匠面Aに当たって反対側に流動して合流するので、溶融樹脂の合流する位置を意匠面以外の面にすることができる。
【0016】
金属調色を得る為にアルミニウム粉末等を合成樹脂に含有していることから、溶融樹脂の合流する位置にウェルドラインが発生し易く、ウェルドラインが意匠面に発生した場合には、即、製品不良となり廃棄されることとなる。一方、本発明では、樹脂ゲート部を意匠面Aとは反対側の面に配設したことから、ウェルドラインが意匠面に発生するのを防ぐことができる。したがって、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを製造することが可能となったのである。尚、指係り部1の意匠面には、中心線平均粗さ略1×10-6m乃至1×10-4mの範囲のシボ加工が施されている。
【0017】
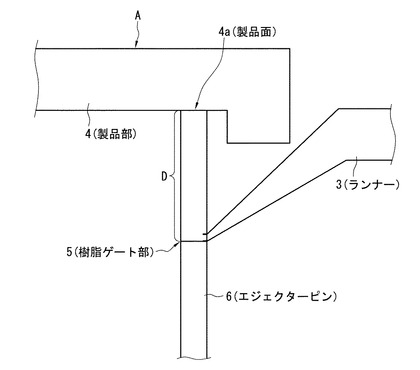
図2は、本発明で使用するサブマリンゲート方式の型内ゲートカットを説明するための説明図である。射出成形機のノズルから射出された溶融樹脂は、スプルー(図示せず)、ランナーを通り、金型内の成形空間(キャビティ)への流入口(樹脂ゲート部)を通る。成形品の強度、精度、外観、その他の目的の製品を得るためには最良の樹脂ゲート部を選択する必要があり、上述したように、本発明では樹脂ゲート部を意匠面Aと反対側の面に配設している。
【0018】
また、本発明では、樹脂ゲート部の切断を金型の内部で行う、サブマリンゲート方式(トンネルゲート方式とも言う)の型内ゲートカットを採用している。ここで、サブマリンゲート方式の型内ゲートカットとは、ランナー3から製品部4へと供給された溶融樹脂を、図2に示す樹脂ゲート部5の位置でエジェクターピン6を作動させ、製品面4aの位置まで押し込んで、ゲートカットする方法である。これにより、図面上、D間にある容量の半固化状態の溶融樹脂は、製品部4に押し込まれることから、射出成型品で発生し易い、ひけの発生を防止することができる。また、所謂肉盗み部を必要としないので、金型代のコスト低減を図ることができる。さらに、射出成形後にカットする作業を必要とせず、コスト低減を図ることができる。また、サブマリンゲート方式のゲートを意匠面近傍の裏面に配設した事により、特に外観が要求される部位の密度を高め、ヒケを防止することができ、極めて画期的な工法である。尚、所謂肉盗み部があってもCAE(流動解析ソフト)等を利用して意匠面以外の箇所にウェルドラインが発生するように、樹脂ゲート部の配設位置を決定することによって、意匠面の外観を綺麗に保つことができれば、これも本発明に含まれるものである。
【0019】
ここで、本発明に使用される合成樹脂として適した熱可塑性樹脂は、ポリスチレン樹脂、アクリルニトリル−ブタジエン−スチレン共重合体樹脂(ABS樹脂)、AES樹脂、アクリルニトリル−スチレン共重合体樹脂(AS樹脂)、メタクリル樹脂、ポリカーボネート樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリアリレート樹脂、ポリエーテルイミド樹脂、ポリアミドイミド樹脂、ポリエステル系樹脂(例えば、ポリエチレンテレフタレート樹脂やポリブチレンテレフタレート樹脂)、変性ポリフェニレンオキシド樹脂(例えば、変性ポリフェニレンエーテル樹脂)、ポリイミド樹脂、ポリフェニレンサルファイド樹脂、POM樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレン樹脂やポリプロピレン樹脂といったポリオレフィン系樹脂、ポリアミドMXD6樹脂といったポリアミド系樹脂、ポリアセタール樹脂、ポリエステルカーボネート樹脂、液晶ポリマー、エラストマー等の熱可塑性樹脂、あるいは又、これらの混合物やこれらの樹脂の2種類以上からなるアロイ樹脂組成物を例示することができる。
【0020】
また、シボ加工の方法は、公知の方法を採用することができる。即ち、エッチングによるシボ加工であってもよいし、ブラストによるシボ加工であってもよい。エッチングによるシボ加工の場合、金型を脱脂して一次マスキングを施した後、酸処理を行う。次に、感光性樹脂を金型のキャビティ面に塗布し、乾燥・加熱処理を感光性樹脂に施した後、感光性樹脂を露光・現像し、感光性樹脂に更に熱処理を施す。次に、二次マスキング処理を施し、パターニングされた感光性樹脂をエッチング用マスクとして、金型のキャビティ面にエッチング処理を施した後、エッチング用マスクを除去する。エッチングを複数回行う必要がある場合には、酸処理の工程からエッチング用マスクの除去工程までを必要な回数だけ繰り返す。その後、エッチング仕上げを行い、マスキングを除去し、サンドブラスト仕上げを行う。キャビティ面に施されたシボ加工の深さをキャビティ面の位置によって変化させるためには、例えば、エッチングの回数をキャビティ面の位置によって変えればよく、又は、エッチング条件をキャビティ面の位置によって変えればよい。一方、ブラストによるシボ加工の場合、アルミナ質研磨材や炭化ケイ素質研磨材、ガラスビーズ等からなる鋭角形状の研磨材や球形の研磨材を圧縮空気や遠心力を利用して高速で金型のキャビティ面に噴射し、その衝撃によって、キャビティ面に微細な凹凸模様を刻むサンドブラストやショットブラスト法により、物理的に金型のキャビティ面に梨地加工を施せばよい。
【0021】
図3は、本発明に係る実施品である実施例1及び実施例2のインサイドハンドルの樹脂ゲート部の位置を示す背面斜視図であり、図4は、従来品である比較例1及び比較例2のインサイドハンドルの樹脂ゲート部の位置を示す側面斜視図である。図5は、実施例1及び実施例2の意匠面を示す斜視図であり、図6は、比較例1及び比較例2の意匠面を示す斜視図である。
【0022】
(実施例1及び2)
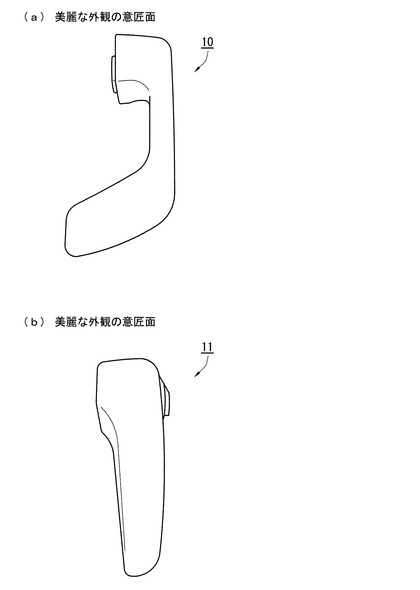
以下、図3及び図5を参照して本発明の好ましい実施例を説明する。図示しない金型から得られる自動車用途向けのインサイドハンドル10,11は、図3(a)及び(b)に示す様に、インサイドハンドル10,11の意匠面とは反対側の面の指係り部1,1Aのつけ根部へ、サブマリンゲート方式の金型内ゲートカット仕様の樹脂ゲート部5A,5Bを配設し、これら金型構造の金型を使用し、実施例1及び実施例2のインサイドハンドル10,11を成形した。尚、金型の固定側意匠面には細かなシボ加工を施している。
【0023】
予め、ポリアセタール樹脂(耐候性グレード、微細なアルミニウム粉末:含有量0.5wt%、及び、カーボンブラック:含有量0.5wt%)を射出成形機の可塑化シリンダー(図示せず)にて樹脂温度200℃に可塑化、溶融した。次に、高圧型締めを行い、溶融したポリアセタール樹脂を射出圧力100Mpaで、開の態様であるところの樹脂ゲート部を経て、製品キャビティに満たした後、射出保持圧力(80MPa)をゲートシール時間である20秒の直近の15秒で金型を閉じた状態で、金型内ゲートカットを実施し、ゲート切断を行った。その後、成形品を20秒間冷却した後、型開きを行い、インサイドハンドル10,11を取り出した。得られたインサイドハンドル10,11は、図5(a)及び(b)に示すように、意匠面にウェルドラインが発生していない美麗な良品を得ることができた。
【0024】
(比較例1及び2)
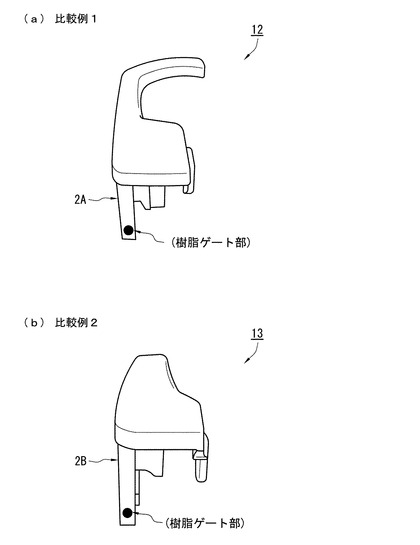
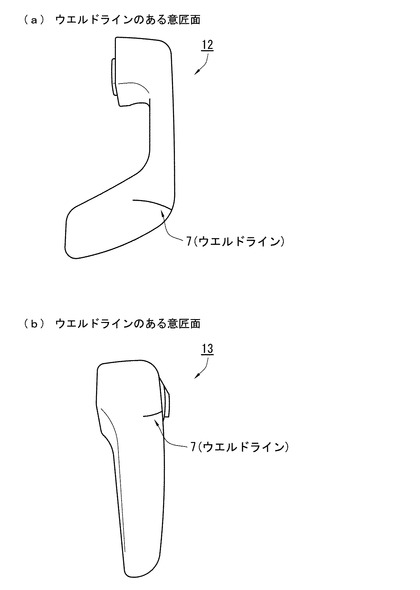
比較例1及び2は、一般のインサイドハンドル製造時に適用されるものであり、図4(a)及び(b)に示す様に、インサイドハンドル12,13のリンク部2A,2Bへ、サイドゲート方式仕様の樹脂ゲートを配設し、これら金型構造の金型を使用して、インサイドハンドル12,13を成形した。尚、意匠面に細かなシボ加工を施していることは実施例1及び2と同様である。また、比較例1及び2は、図示されていないが、所謂肉盗み部を有するものである。
【0025】
予め、ポリアセタール樹脂(耐候性グレード、微細なアルミニウム粉末:含有量0.5wt%、及び、カーボンブラック:含有量0.5wt%)を射出成形機の可塑化シリンダー(図示せず)にて樹脂温度200℃に可塑化、溶融した。次に、高圧型締めを行い、溶融したポリアセタール樹脂を射出圧力100Mpaで、サイドゲート部を経て、製品キャビティに満たした後、射出保持圧力(80MPa)をゲートシール時間である20秒間保圧した。次に、製品を20秒間冷却した後、型開きを行い、成形品を取り出した。得られたインサイドハンドル12,13は、図6(a)及び(b)に示すように意匠面にウェルドライン7が発現し、商品価値の無い不良品となった。
【0026】
尚、本発明の趣旨を逸脱しない範囲において、種々の実施形態をとることができることは言うまでもない。たとえば、上記実施例1及び2で、インサイドハンドル10,11の指係り部1,1Aのつけ根部へ、サブマリンゲート方式の金型内ゲートカット仕様の樹脂ゲート部5A,5Bを配設しているが、これに限定されるものではなく、サブマリンゲート方式のゲートは、リンク部又は指係り部の意匠面とは反対側の面であれば、いずれでもよいものである。好ましくは、指係り部のつけ根部から先端部までの間に配設すればよい。また、ガスインジェクション工法に適用されるガスチャネルに相当するものを用い、その部位に型内ゲートカットを配設すれば、指係り部に限らず意匠面の反対側の全体のいずれかの位置に樹脂ゲート部を配設することができる。
また、サブマリンゲート方式の金型内ゲートカット仕様の樹脂ゲート部5A,5Bの切断面は、切断面以外の面に対して同一平面又は凹面となるようにすれば、樹脂ゲート部5A,5Bの切断面が凸面でないことから、インサイドハンドル10,11のドアへの組付け作業時に作業員が凸面で指に怪我をするのを防止することができ、インサイドハンドル使用時の指ざわり感を向上させることができる。
【産業上の利用可能性】
【0027】
本発明の金属調色された合成樹脂製インサイドハンドルの射出成形工法及び、合成樹脂製インサイドハンドルは、自動車ドアの内側に設置され、美麗な外観が必要な金属調色された合成樹脂製インサイドハンドルの射出成形工法及び、合成樹脂製インサイドハンドルとして使用する。
【図面の簡単な説明】
【0028】
【図1】本発明に係るインサイドハンドルの正面図及び底面図である。
【図2】サブマリンゲート方式の型内ゲートカットを説明するための説明図である。
【図3】本発明に係る実施品である実施例1及び実施例2のインサイドハンドルの樹脂ゲート部の位置を示す背面斜視図である。
【図4】従来品である比較例1及び比較例2のインサイドハンドルの樹脂ゲート部の位置を示す側面斜視図である。
【図5】実施例1及び実施例2の意匠面を示す斜視図である。
【図6】比較例1及び比較例2の意匠面を示す斜視図である。
【符号の説明】
【0029】
1 指係り部
2 リンク部
2a 軸穴
2b ロック穴
3 ランナー
4 製品部
4a 製品面
5,5A,5B 樹脂ゲート部
6 エジェクターピン
7 ウェルドライン
10,11,12,13 インサイドハンドル
【技術分野】
【0001】
本発明は、自動車ドアの内側に設置され、美麗な外観が必要な金属調色された合成樹脂製インサイドハンドルの射出成形工法及び、合成樹脂製インサイドハンドルに関するものである。
【背景技術】
【0002】
従来から、プラスチック成形方法として射出成形が行なわれているが、この射出成形は、射出成形機で溶融混練した高温の樹脂を金型内の成形空間(キャビティと呼ばれる)に流し込み、金型内で冷却固化することによって、プラスチックを所定の形状に成形するものである。したがって、肉厚が厚い部分と薄い部分とが存在する形状の場合には、キャビティの形状が複雑な金型を用いている。この複雑な形状のキャビティ内に樹脂を注入した場合、肉厚部分を通過した樹脂は、肉薄部分に回り込んで流動するため、樹脂と樹脂とが再度合流する部分(ウェルドと呼ばれる)に、樹脂密度の低い部分ができ、ウェルドラインが発生することによる外観不良、成形品の強度の低下、成形品の反りやひけ等の精度の低下を引き起こすという問題が従来から知られている。特に、繊維やフィラーを充填した樹脂を用いる場合に、この問題が顕著となっている。
【0003】
そこで、上記問題を解決するために、様々な方法が提案されている。例えば、光沢を有する多面体粒子の少なくとも1面に透明樹脂または半透明樹脂を被覆してなるメタリック顔料を用いてメタリック調の成形品を製作する技術が知られている(特許文献1)。
また、黒を基調とした金属調光沢を有する樹脂組成物として、樹脂100重量部に、グラファイト0.01〜10.0重量部を含有したものを使用し、フローマークやウェルドラインが目立たないようにする技術が知られている(特許文献2)。
さらに、基材層と、この基材層の上に転写されるメタリックインクの印刷層と、熱プレスラミネートで印刷層の上に積層される少なくとも一方の表面にヘアラインを有する表皮層とを具備する金属調樹脂フィルムを、非金属製材料の表面に貼付して金属のような質感を与える技術が知られている(特許文献3)
【0004】
【特許文献1】特開平11−279434号公報
【特許文献2】特開2003−73557号公報
【特許文献3】特開2006−123390号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の技術では、光沢を有する多面体粒子に透明樹脂または半透明樹脂を被覆させる工程が必要となり、コスト高となると共に、ウェルドラインの発生の問題は解決できても、ひけの問題を解決する技術ではない。また、特許文献2に記載の技術では、グラファイトを使用しているので、黒を基調とした金属調光沢を有する樹脂組成物に限定されるので、汎用性に乏しく、これもひけの問題を解決する技術ではない。さらに、特許文献3に記載の技術では、熱転写等の複雑な工程を必要とするため、コスト高となる。また、非金属製材料の表面に貼付する作業も必要となり、さらにコストがかかることとなる。
【0006】
本発明は上記点に鑑み、製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1の発明は、金属調色された合成樹脂製インサイドハンドルの射出成形工法の発明であって、旋回機能を果たす為の軸穴を有するリンク部と、ドアの開閉の為の指係り部とを備えたインサイドハンドルであって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部又は前記指係り部の意匠面とは反対側の面に樹脂ゲート部を配設したことに特徴を有する。したがって、金型のキャビティ内で溶融樹脂が流動して合流する位置を意匠面以外の面にすることができることから、ウェルドラインが意匠面に発生するのを防ぐことができる。したがって、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを製造することができる。
【0008】
請求項2の発明は、請求項1の発明において、樹脂ゲート部は、指係り部のつけ根部から先端部までの間に配設したことに特徴を有する。したがって、特別に樹脂ゲート部の位置を考慮する必要がなく、複雑な金型にする必要もないので、金型代のコスト低減を図ることができる。
【0009】
請求項3の発明は、請求項1又は2の発明において、樹脂ゲート部の切断は、金型の内部で行う、サブマリンゲート方式の型内ゲートカットであることに特徴を有する。したがって、型内ゲートカットであることから、射出成形後にカットする作業を必要とせず、コスト低減を図ることができる。また、サブマリンゲート方式を採用することによって、ひけの問題を解決することができ、いわゆる肉盗み部を必要としないので、金型代のコスト低減を図ることができる。
【0010】
請求項4の発明は、請求項1〜3のいずれかの発明において、樹脂ゲート部の切断面は、切断面以外の面に対して同一平面又は凹面であることに特徴を有する。したがって、樹脂ゲート部の切断面が凸面でないことから、インサイドハンドルのドアへの組付け作業時に作業員が凸面で指に怪我をするのを防止することができる。また、インサイドハンドル使用時の指ざわり感を向上させることができる。
【0011】
請求項5の発明は、請求項1〜4のいずれかの発明において、指係り部の意匠面には、中心線平均粗さ略1×10-6m乃至1×10-4mの範囲のシボ加工を付与したことに特徴を有する。したがって、安価な製造コストで、金属調色とシボ加工の両方で高級感を出すことができる。
【0012】
請求項6の発明は、請求項1〜5のいずれかの射出成形工法を使用して製作された合成樹脂製インサイドハンドルに特徴を有する。したがって、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを提供することができる。
【発明の効果】
【0013】
請求項1の発明では、ウェルドラインが意匠面に発生するのを防ぐことができるので、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを製造することができ、請求項2の発明では、金型代のコスト低減を図ることができ、請求項3の発明では、金型代のコスト低減と、ひけの問題を解決することができ、請求項4の発明では、インサイドハンドル使用時の指ざわり感を向上させることができ、請求項5の発明では、合成樹脂製インサイドハンドルに高級感を出すことができ、請求項6の発明では、請求項1〜5のいずれかの工法によって得られる低コストで高品質の金属調色された合成樹脂製インサイドハンドルを得ることができる。
【発明を実施するための最良の形態】
【0014】
図1(a)は、本発明に係るインサイドハンドルの正面図あり、図1(b)は、同底面図である。これらの図が示すように、インサイドハンドル10は、ドアの開閉の為の指係り部1と,旋回機能を果たすリンク部2とを有するものである。尚、リンク部2には、旋回する為の軸が挿入される軸穴2aと、軸又はワイヤーでロック機構と連結するロック穴2bが設けられている。ここで、図1(a)の正面図から視認される面Aを意匠面と呼んでいる。また、図1(b)の底面図のB及びCに示す箇所には、従来のインサイドハンドルでは、所謂肉盗み部が形成されているが、本発明のインサイドハンドル10では、肉盗み部を設けていない。
【0015】
この、インサイドハンドル10は、金属調色が施された合成樹脂製であり、射出成形工法によって成形される。そして、金属調色の美麗な外観を得る為には、アルミニウム粉末等を含有した合成樹脂を原材料として図示しない射出成形機に投入し、この射出成形機における射出成形に際して、指係り部1の意匠面Aとは反対側の面に、後述する樹脂ゲート部が配設されている。樹脂ゲート部を意匠面Aと反対側の面に配設することによって、金型のキャビティ内で、意匠面Aが壁となり、溶融樹脂が意匠面Aに当たって反対側に流動して合流するので、溶融樹脂の合流する位置を意匠面以外の面にすることができる。
【0016】
金属調色を得る為にアルミニウム粉末等を合成樹脂に含有していることから、溶融樹脂の合流する位置にウェルドラインが発生し易く、ウェルドラインが意匠面に発生した場合には、即、製品不良となり廃棄されることとなる。一方、本発明では、樹脂ゲート部を意匠面Aとは反対側の面に配設したことから、ウェルドラインが意匠面に発生するのを防ぐことができる。したがって、低コストで高品質の金属調色された合成樹脂製インサイドハンドルを製造することが可能となったのである。尚、指係り部1の意匠面には、中心線平均粗さ略1×10-6m乃至1×10-4mの範囲のシボ加工が施されている。
【0017】
図2は、本発明で使用するサブマリンゲート方式の型内ゲートカットを説明するための説明図である。射出成形機のノズルから射出された溶融樹脂は、スプルー(図示せず)、ランナーを通り、金型内の成形空間(キャビティ)への流入口(樹脂ゲート部)を通る。成形品の強度、精度、外観、その他の目的の製品を得るためには最良の樹脂ゲート部を選択する必要があり、上述したように、本発明では樹脂ゲート部を意匠面Aと反対側の面に配設している。
【0018】
また、本発明では、樹脂ゲート部の切断を金型の内部で行う、サブマリンゲート方式(トンネルゲート方式とも言う)の型内ゲートカットを採用している。ここで、サブマリンゲート方式の型内ゲートカットとは、ランナー3から製品部4へと供給された溶融樹脂を、図2に示す樹脂ゲート部5の位置でエジェクターピン6を作動させ、製品面4aの位置まで押し込んで、ゲートカットする方法である。これにより、図面上、D間にある容量の半固化状態の溶融樹脂は、製品部4に押し込まれることから、射出成型品で発生し易い、ひけの発生を防止することができる。また、所謂肉盗み部を必要としないので、金型代のコスト低減を図ることができる。さらに、射出成形後にカットする作業を必要とせず、コスト低減を図ることができる。また、サブマリンゲート方式のゲートを意匠面近傍の裏面に配設した事により、特に外観が要求される部位の密度を高め、ヒケを防止することができ、極めて画期的な工法である。尚、所謂肉盗み部があってもCAE(流動解析ソフト)等を利用して意匠面以外の箇所にウェルドラインが発生するように、樹脂ゲート部の配設位置を決定することによって、意匠面の外観を綺麗に保つことができれば、これも本発明に含まれるものである。
【0019】
ここで、本発明に使用される合成樹脂として適した熱可塑性樹脂は、ポリスチレン樹脂、アクリルニトリル−ブタジエン−スチレン共重合体樹脂(ABS樹脂)、AES樹脂、アクリルニトリル−スチレン共重合体樹脂(AS樹脂)、メタクリル樹脂、ポリカーボネート樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリアリレート樹脂、ポリエーテルイミド樹脂、ポリアミドイミド樹脂、ポリエステル系樹脂(例えば、ポリエチレンテレフタレート樹脂やポリブチレンテレフタレート樹脂)、変性ポリフェニレンオキシド樹脂(例えば、変性ポリフェニレンエーテル樹脂)、ポリイミド樹脂、ポリフェニレンサルファイド樹脂、POM樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレン樹脂やポリプロピレン樹脂といったポリオレフィン系樹脂、ポリアミドMXD6樹脂といったポリアミド系樹脂、ポリアセタール樹脂、ポリエステルカーボネート樹脂、液晶ポリマー、エラストマー等の熱可塑性樹脂、あるいは又、これらの混合物やこれらの樹脂の2種類以上からなるアロイ樹脂組成物を例示することができる。
【0020】
また、シボ加工の方法は、公知の方法を採用することができる。即ち、エッチングによるシボ加工であってもよいし、ブラストによるシボ加工であってもよい。エッチングによるシボ加工の場合、金型を脱脂して一次マスキングを施した後、酸処理を行う。次に、感光性樹脂を金型のキャビティ面に塗布し、乾燥・加熱処理を感光性樹脂に施した後、感光性樹脂を露光・現像し、感光性樹脂に更に熱処理を施す。次に、二次マスキング処理を施し、パターニングされた感光性樹脂をエッチング用マスクとして、金型のキャビティ面にエッチング処理を施した後、エッチング用マスクを除去する。エッチングを複数回行う必要がある場合には、酸処理の工程からエッチング用マスクの除去工程までを必要な回数だけ繰り返す。その後、エッチング仕上げを行い、マスキングを除去し、サンドブラスト仕上げを行う。キャビティ面に施されたシボ加工の深さをキャビティ面の位置によって変化させるためには、例えば、エッチングの回数をキャビティ面の位置によって変えればよく、又は、エッチング条件をキャビティ面の位置によって変えればよい。一方、ブラストによるシボ加工の場合、アルミナ質研磨材や炭化ケイ素質研磨材、ガラスビーズ等からなる鋭角形状の研磨材や球形の研磨材を圧縮空気や遠心力を利用して高速で金型のキャビティ面に噴射し、その衝撃によって、キャビティ面に微細な凹凸模様を刻むサンドブラストやショットブラスト法により、物理的に金型のキャビティ面に梨地加工を施せばよい。
【0021】
図3は、本発明に係る実施品である実施例1及び実施例2のインサイドハンドルの樹脂ゲート部の位置を示す背面斜視図であり、図4は、従来品である比較例1及び比較例2のインサイドハンドルの樹脂ゲート部の位置を示す側面斜視図である。図5は、実施例1及び実施例2の意匠面を示す斜視図であり、図6は、比較例1及び比較例2の意匠面を示す斜視図である。
【0022】
(実施例1及び2)
以下、図3及び図5を参照して本発明の好ましい実施例を説明する。図示しない金型から得られる自動車用途向けのインサイドハンドル10,11は、図3(a)及び(b)に示す様に、インサイドハンドル10,11の意匠面とは反対側の面の指係り部1,1Aのつけ根部へ、サブマリンゲート方式の金型内ゲートカット仕様の樹脂ゲート部5A,5Bを配設し、これら金型構造の金型を使用し、実施例1及び実施例2のインサイドハンドル10,11を成形した。尚、金型の固定側意匠面には細かなシボ加工を施している。
【0023】
予め、ポリアセタール樹脂(耐候性グレード、微細なアルミニウム粉末:含有量0.5wt%、及び、カーボンブラック:含有量0.5wt%)を射出成形機の可塑化シリンダー(図示せず)にて樹脂温度200℃に可塑化、溶融した。次に、高圧型締めを行い、溶融したポリアセタール樹脂を射出圧力100Mpaで、開の態様であるところの樹脂ゲート部を経て、製品キャビティに満たした後、射出保持圧力(80MPa)をゲートシール時間である20秒の直近の15秒で金型を閉じた状態で、金型内ゲートカットを実施し、ゲート切断を行った。その後、成形品を20秒間冷却した後、型開きを行い、インサイドハンドル10,11を取り出した。得られたインサイドハンドル10,11は、図5(a)及び(b)に示すように、意匠面にウェルドラインが発生していない美麗な良品を得ることができた。
【0024】
(比較例1及び2)
比較例1及び2は、一般のインサイドハンドル製造時に適用されるものであり、図4(a)及び(b)に示す様に、インサイドハンドル12,13のリンク部2A,2Bへ、サイドゲート方式仕様の樹脂ゲートを配設し、これら金型構造の金型を使用して、インサイドハンドル12,13を成形した。尚、意匠面に細かなシボ加工を施していることは実施例1及び2と同様である。また、比較例1及び2は、図示されていないが、所謂肉盗み部を有するものである。
【0025】
予め、ポリアセタール樹脂(耐候性グレード、微細なアルミニウム粉末:含有量0.5wt%、及び、カーボンブラック:含有量0.5wt%)を射出成形機の可塑化シリンダー(図示せず)にて樹脂温度200℃に可塑化、溶融した。次に、高圧型締めを行い、溶融したポリアセタール樹脂を射出圧力100Mpaで、サイドゲート部を経て、製品キャビティに満たした後、射出保持圧力(80MPa)をゲートシール時間である20秒間保圧した。次に、製品を20秒間冷却した後、型開きを行い、成形品を取り出した。得られたインサイドハンドル12,13は、図6(a)及び(b)に示すように意匠面にウェルドライン7が発現し、商品価値の無い不良品となった。
【0026】
尚、本発明の趣旨を逸脱しない範囲において、種々の実施形態をとることができることは言うまでもない。たとえば、上記実施例1及び2で、インサイドハンドル10,11の指係り部1,1Aのつけ根部へ、サブマリンゲート方式の金型内ゲートカット仕様の樹脂ゲート部5A,5Bを配設しているが、これに限定されるものではなく、サブマリンゲート方式のゲートは、リンク部又は指係り部の意匠面とは反対側の面であれば、いずれでもよいものである。好ましくは、指係り部のつけ根部から先端部までの間に配設すればよい。また、ガスインジェクション工法に適用されるガスチャネルに相当するものを用い、その部位に型内ゲートカットを配設すれば、指係り部に限らず意匠面の反対側の全体のいずれかの位置に樹脂ゲート部を配設することができる。
また、サブマリンゲート方式の金型内ゲートカット仕様の樹脂ゲート部5A,5Bの切断面は、切断面以外の面に対して同一平面又は凹面となるようにすれば、樹脂ゲート部5A,5Bの切断面が凸面でないことから、インサイドハンドル10,11のドアへの組付け作業時に作業員が凸面で指に怪我をするのを防止することができ、インサイドハンドル使用時の指ざわり感を向上させることができる。
【産業上の利用可能性】
【0027】
本発明の金属調色された合成樹脂製インサイドハンドルの射出成形工法及び、合成樹脂製インサイドハンドルは、自動車ドアの内側に設置され、美麗な外観が必要な金属調色された合成樹脂製インサイドハンドルの射出成形工法及び、合成樹脂製インサイドハンドルとして使用する。
【図面の簡単な説明】
【0028】
【図1】本発明に係るインサイドハンドルの正面図及び底面図である。
【図2】サブマリンゲート方式の型内ゲートカットを説明するための説明図である。
【図3】本発明に係る実施品である実施例1及び実施例2のインサイドハンドルの樹脂ゲート部の位置を示す背面斜視図である。
【図4】従来品である比較例1及び比較例2のインサイドハンドルの樹脂ゲート部の位置を示す側面斜視図である。
【図5】実施例1及び実施例2の意匠面を示す斜視図である。
【図6】比較例1及び比較例2の意匠面を示す斜視図である。
【符号の説明】
【0029】
1 指係り部
2 リンク部
2a 軸穴
2b ロック穴
3 ランナー
4 製品部
4a 製品面
5,5A,5B 樹脂ゲート部
6 エジェクターピン
7 ウェルドライン
10,11,12,13 インサイドハンドル
【特許請求の範囲】
【請求項1】
旋回機能を果たす為の軸穴を有するリンク部と、ドアの開閉の為の指係り部とを備えたインサイドハンドルであって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部又は前記指係り部の意匠面とは反対側の面に樹脂ゲート部を配設したことを特徴とする金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項2】
樹脂ゲート部は、指係り部のつけ根部から先端部までの間に配設したことを特徴とする請求項1に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項3】
樹脂ゲート部の切断は、金型の内部で行う、サブマリンゲート方式の型内ゲートカットであることを特徴とする請求項1又は2に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項4】
樹脂ゲート部の切断面は、切断面以外の面に対して同一平面又は凹面であることを特徴とする請求項1〜3のいずれか1項に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項5】
指係り部の意匠面には、中心線平均粗さ略1×10-6m乃至1×10-4mの範囲のシボ加工を付与したことを特徴とする請求項1〜4のいずれか1項に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項6】
請求項1〜5のいずれか1項に記載された射出成形工法を使用して製作された合成樹脂製インサイドハンドル。
【請求項1】
旋回機能を果たす為の軸穴を有するリンク部と、ドアの開閉の為の指係り部とを備えたインサイドハンドルであって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部又は前記指係り部の意匠面とは反対側の面に樹脂ゲート部を配設したことを特徴とする金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項2】
樹脂ゲート部は、指係り部のつけ根部から先端部までの間に配設したことを特徴とする請求項1に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項3】
樹脂ゲート部の切断は、金型の内部で行う、サブマリンゲート方式の型内ゲートカットであることを特徴とする請求項1又は2に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項4】
樹脂ゲート部の切断面は、切断面以外の面に対して同一平面又は凹面であることを特徴とする請求項1〜3のいずれか1項に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項5】
指係り部の意匠面には、中心線平均粗さ略1×10-6m乃至1×10-4mの範囲のシボ加工を付与したことを特徴とする請求項1〜4のいずれか1項に記載の金属調色された合成樹脂製インサイドハンドルの射出成形工法。
【請求項6】
請求項1〜5のいずれか1項に記載された射出成形工法を使用して製作された合成樹脂製インサイドハンドル。
【図1】



【図2】
【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−196160(P2009−196160A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−38682(P2008−38682)
【出願日】平成20年2月20日(2008.2.20)
【出願人】(596028103)株式会社鳴海合金製作所 (6)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月20日(2008.2.20)
【出願人】(596028103)株式会社鳴海合金製作所 (6)
【Fターム(参考)】
[ Back to top ]