
Fターム[4F202CK06]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | ランナー、スプルー (1,536) | キャビティーゲート (957)
Fターム[4F202CK06]に分類される特許
1 - 20 / 957
金型装置
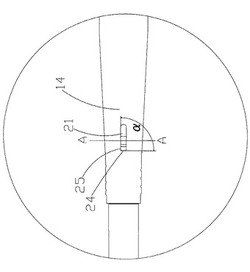
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法

【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
歯車射出成形用金型およびこの金型の製造方法
【課題】樹脂を射出成形することによって得えられる従来の歯車の高精度化を企図した場合、金型構造が複雑となる上に特別な付帯設備が必要である。
【解決手段】歯車を射出成形するための本発明による金型は、歯車となる樹脂が充填される成形キャビティが画成され、この成形キャビティが歯車の歯部となる歯部成形部を有し、この歯部成形部が成形キャビティの周方向に沿って異なる転位量を持った転位歯部成形部を有する。この場合、成形キャビティに連通して溶融状態の樹脂が通る射出ゲート部に近接する転位歯部成形部がプラス側の転位量を有し、射出ゲート部から離れた転位歯部成形部がマイナス側の転位量を有するものであってよい。
(もっと読む)
細胞培養容器の製造方法
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
樹脂プーリ
【目的】軽量でボス部を小形とし且つ強度が確保された樹脂プーリとすること。
【構成】環状部1の外周側面で且つ軸方向中間箇所から直径方向に突出すると共に周方向に沿って突出部2が形成された金属製のブッシュAと、突出部2が内周側にインサートされるプーリボス部3とプーリボス部3を直径中心として形成される円錐形状の椀状部4と椀状部4の外周に形成されたベルト掛部51が形成された外筒部5を有する樹脂プーリ本体Bとからなること。椀状部4の内側面41の延長線Laと、外側面42の延長線Lbとの間の領域に、突出部2の少なくとも一部が位置し、且つ外側面42の延長線Lbと突出部2とは交わらない構成としてなること。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
レンズの製造方法、レンズおよび光学装置
【課題】有効径よりも外側に無駄な領域が生じるのを抑制しながら、ゲート部を適切に切除可能なレンズの製造方法、レンズ、および、当該レンズを用いた光学装置を提供する。
【解決手段】対物レンズ100は、射出成形により成形されたレンズ中間体1からコバ部101の側面に形成されたゲート部13を切除することにより製造される。対物レンズ100は、円形のレンズ面102、103と、レンズ面102、103の周囲に形成されたリング状のコバ部101と、を有する。ゲート部13を切除した後の切断面Ct1がレンズ面102、103の光軸に対して傾くように、ゲート部13を切除する。
(もっと読む)
樹脂成形機のバルブスリーブ回転による色替え装置
【課題】バルブピンに配設したスリーブ片の回転により樹脂合流部の位置を変えて滞留部の残留樹脂を新しい樹脂で除去できるようにした色替え装置の提供。
【解決手段】マニホールド2に設けられる横方向の溶融樹脂の流通路3と、この流通路と連通する縦方向の流通路4を備え、前記横方向の流通路3を貫通し、かつ前記縦方向の流通路4内を縦装するバルブピン5を設け、溶融樹脂を前記マニホールド2の横方向の流通路3より縦方向の流通路4を経てゲート8を介してキャビティに射出可能とすると共に、前記バルブピン5のマニホールド2の流通路に挿通させる箇所に管状の樹脂流変更用スリーブ片10を配設し、前記スリーブ片10の端部のマニホールド2の流通路に対応して臨まれる箇所に傾斜面11を設けて溶融樹脂の色替え時にバルブピン5を中心に回転可能に設けて溶融樹脂の流通方向を可変できるようにしたことを特徴とするバルブスリーブ回転による色替え装置。
(もっと読む)
射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法
【課題】 射出成形機の、バルブゲートを開閉するバルブピンの高速作動において、ゲート閉塞時のバルブピンの低速化を意図してゲート損傷を無くすようにした射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法の提供。
【解決手段】 射出操作の都度、ゲート2を開閉するバルブピン3の頭部に有するピストン4をシリンダー5内で作動流体により往復動させてゲート2と通ずるキャビティ内の溶融樹脂を閉塞して冷却固化させて成形できるようにした射出成形機において、前記ピストン4のゲート2側に向う作動流体の作動面4aと、この作動面4aと相対向するシリンダー5の作動流体の流通路との間に設けた作動流体の排出量減少調節機構Aによりシリンダー5の流通路よりの流通量をバルブピン3の先端がゲート開口部に係入前より減少させてバルブピン3のゲート係入速度を遅延させるようにして成ることを特徴とするバルブピンの速度制御装置。
(もっと読む)
金型開閉作動力を用いたバルブ開閉機構
【課題】 駆動例の可動型の移動力と製品突き出し機構を用いて、バルブの開閉を行うことにより、外部のコントローラやエア回路を使わずにバルブ開閉できるようにした金型開閉作動力を用いたバルブ開閉機構の提供。
【解決手段】 固定型1に設けられるキャビティを形成する一方の凹型部14、可動型3の前方に設けられるコアプレート16に、前記凹型部14と係合し、キャビティを形成する他方の凸型部17、固定型1に内設され、常時固定型1の凹型部14に向かって働く押圧力を備えた可動プレート10、可動プレート10に一端を連結されてゲートを開閉するバルブピン9、前記可動型1に設けられてコアプレート10を縦装させた駆動杆15、該駆動杆15を挿込でき、前記可動プレート10に通ずる挿込孔13とより成り、キャビティに通ずるゲート8を射出成形操作の都度、開閉できるようにして成ることを特徴とする金型開閉作動力を用いたバルブ開閉機構。
(もっと読む)
高熱伝導性樹脂の射出成形物
【課題】繊維状、棒状などの一般的に普及が予想される形状のフィラーを含む樹脂を用いた成形品を、金型温度や樹脂温度などの制御をしない一般的な成形条件で成形し、同時に、熱伝導率を向上・均一化する。
【解決手段】厚みを有する板の面内方向に対向する樹脂注入口2を設けて射出成形する。該樹脂注入口から注入された樹脂は、該樹脂注入口を中心として放射状に広がり、熱物性に優れ、かつ、成形品1の場所ごとに熱物性のバラつきのない均一な該成形品を得ることができる。
(もっと読む)
射出装置
【課題】射出シリンダを減速させるタイミングに到達した後からの応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出装置には射出シリンダ17を減速させる減速機構Gが設けられている。減速機構Gは、射出シリンダ17の第2ロッド17dと一体移動する作動部材41と、射出シリンダ17に対する作動油の排出用の流路に設けられるとともに、作動部材41の移動に連動して流路を可変に絞る絞り部材44と、を有する。
(もっと読む)
フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型
【課題】フィルムの端部の成形品内部への巻き込みを抑制し、かつユーザから見える成形品表面部分にウエルドラインが生じないようにした、フィルムインサート成型品の製造方法及びフィルムインサート成型品の成形型を提供する。
【解決手段】金属、木目等の材質や色調が印刷されたフィルム100を固定型2の成形面にセットする工程と、前記フィルムがセットされた固定型に対して、移動型3を移動させ、型締めする工程と、前記型締めを行った後、前記フィルムの溶融樹脂流入側の端部100aを、上面に溶融樹脂が流入する流入口が形成されたフィルム押え手段10で押える工程と、前記フィルム押え手段10により、前記フィルムの溶融樹脂流入側の端部100aを押えながら、ゲートから溶融樹脂を射出し、成形する工程と、を備える。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
射出成形金型
【課題】コアピンの不正な位置ずれを防止する。
【解決手段】射出成形金型Mは、管状成形品Pの外周面を成形するための固定成形型10及び可動成形型20と、管状成形品Pの内周面を成形するための第1コアピン34A及び第2コアピン34Bと、両コアピン34A,34Bの基端部39を、各コアピン34A,34Bの長さ方向への変位を可能に保持する第1ホルダ31A及び第2ホルダ31Bと、第1ホルダ31A及び第2ホルダ31Bに設けられ、弾性変形することでコアピン34A,34Bの熱膨張による伸長を吸収する第1吸収部材35A及び第2吸収部材35Bとを備えている。
(もっと読む)
射出成形体
【課題】 ウェルドに起因して生ずる、強度上あるいは外観上の問題の発生を抑制する。
【解決手段】 合成樹脂の射出成形により形成された射出成形体1において、射出成の板状部は、射出成形時に溶融樹脂が合流する線状領域Sを含む。板状部には、対をなす凹部3,4が、前記線状領域Sを挟むように設けられ、対をなす凹部3,4のうち、一方3は板状部の表側面に、他方4は板状部の裏側面に設けられる。対をなす凹部3,4は線状領域Sの長さ方向の一部にのみ設けられ、線状領域Sには対をなす凹部3,4が設けられていない部分があることが好ましい。
(もっと読む)
射出成形用金型、及び成形品
【課題】製品機能を維持した上で、所望の形状に成形することが可能な射出成形用金型、及び成形品を提供する。
【解決手段】キャビティCは、筒部を成形するための筒状の第1キャビティ31と、第1キャビティ31における軸方向一端側に連通し、フランジ部を成形するための環状の第2キャビティ32と、を有し、第2キャビティ32は、型板22,23のうち、可動側型板23に形成された可動側凹部41と、固定側型板22の上面24と、で画成され、固定側型板22の上面24において、内周部分には、可動側凹部41内に向けて突出するとともに、第1キャビティ31の全周を取り囲む突出成形部51が形成されていることを特徴とする。
(もっと読む)
1 - 20 / 957
[ Back to top ]