
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は主体を形成する主材層の中に中間層を積層した合成樹脂製壜体を2軸延伸ブロー成形により成形するための試験管状のプリフォームの射出成形装置、射出成形方法、及びプリフォームに関する。
【背景技術】
【0002】
射出成形による試験管状のプリフォームを2軸延伸ブロー成形したポリエチレンテレフタレート(PET)樹脂製の壜体(ペットボトル)は、優れた透明性、機械的強度、ガスバリア性等の性質を有し、飲料用、食品用、化粧料等のさまざまな分野に使用されている。
内容液の品質の低下を抑制するため、さらに酸素等のガスバリア性が必要な用途では、主体を形成するPET樹脂からなる主材層の中にガスバリア性の高いナイロン樹脂製等からなる中間層を積層した2種3層の積層構造とする場合が多い。
そして、この種の積層構造を有するペットボトルは、射出成形による2種3層の積層構造を有する試験管状のプリフォームを2軸延伸ブロー成形して得ることができる。
【0003】
特許文献1には上記のような2種3層のプリフォームを射出成形するための、多層ノズルを有する成形装置に係る発明が記載されている。
ここで、図10(a)はこの種のプリフォーム101の従来例を示すものであり、図11はこのプリフォーム101を成形するための成形装置のノズル部11の一例を概略的に示す断面図、図12はこの装置を使用して上記プリフォーム101を成形するための射出パターンの一例を示す説明図、そして図13はこの射出パターンにおける、金型キャビティへの溶融樹脂の充填過程を示す説明図である。
【0004】
図10(a)のプリフォーム101は中間層としてガスバリア性の高い樹脂から形成されるバリア樹脂層101bを積層することにより、このプリフォーム101を2軸延伸ブロー成形して、例えば外部からの酸素の進入量を極く小さくして内容物の酸化劣化の進行を抑制する等、PET樹脂単独では実現困難な機能を有した壜体を提供することができる。
【0005】
そして、このような積層構造を有するプリフォーム101は、図11に示される多層ノズル部11を有する成形装置で、図12に示されるような射出パターンにより成形される。
すなわち、図11の装置で第1供給部Saから供給されるPET樹脂は外側流路15aと内側流路15cから合流路19に流動し、第2供給部Sbから供給されるバリア樹脂は中流路15bから合流路19に流動し、外側流路15aと内側流路15cの間に流入し、合流路19では主材樹脂Raの中にバリア樹脂Rbが円筒状に積層した合流樹脂体が形成され、この合流樹脂体が金型1のキャビティ4内に射出、充填される。
【0006】
図12と図13を参照して詳述すると、図13(a)は図12に示される射出パターンのE時点直前での状態であり、PET樹脂Raのみが充填された状態を示す。
E時点でバリア樹脂Rbの射出が開始し、E〜F時点間ではPET樹脂Raの間にバリア樹脂Rbが挟まれた積層状態で金型キャビティに充填され(図13(b)参照)、F時点でバリア樹脂の射出が停止され再びPET樹脂Raのみの充填となり、射出工程を終了(図13(c)参照)、図10(a)に示されるプリフォーム101を得ることができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−330672
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように成形された、プリフォーム101では図10(a)からも分かるように必ずしもプリフォーム101を形成する周壁のすべてでバリア樹脂層101bが積層しているわけでなく、多くの場合、口筒部102の上端部および底部106にはバリア樹脂層101bが積層されない構成とする場合が多い。
【0009】
口筒部102の場合には、開放端であることも相俟って、異種の樹脂で形成されるバリア層101bをその上端にまで積層すると、成形収縮あるいは口筒部102の熱結晶化処理により円筒状の口筒部102が楕円状に変形する等の問題があるため、上端部にバリア層101bを積層しないようにする。
図10(a)のプリフォーム101の例ではバリア樹脂層101bの先端縁LEを、上記した変形、ガスバリア性、さらにはガスバリア樹脂の材料コスト等を考慮し、口筒部102の略中央高さに位置させており、バリア樹脂層101bの先端縁LEの位置を高精度に制御することが求められている。
ただ、口筒部102は壜体への2軸延伸ブロー成形後も延伸変形することなく比較的肉厚で、上端部の限られた部分がPET樹脂層101a単独であっても壜体全体のガスバリア性の低下は比較的小さく抑えることができる。
【0010】
一方、底部106については、口筒部102と異なり、延伸されて薄肉化する部位であるため、壜体全体のガスバリア性の低下を抑制すると云う観点からは、図10(b)に示したように、底部106全体にバリア樹脂層101bを積層することが好ましい。
しかし、図12の射出パターンのF時点、すなわちバリア樹脂の射出終了時点で、バリア樹脂のキャビティ4への流動が瞬時に止まらないと、所謂、切れが悪い状態となって、底部106の底面壁部分に、バリア樹脂層101bが、複数の層に積層する、バリア樹脂層101bの断片、所謂、スケールが積層する等、不均一な状態で積層されるため、壜体において底部が不均一に変形して接地状態が安定しない、さらには機械的強度が低下する等の問題も発生する。
また、多層ノズル部11の先端部にバリア樹脂Rbの断片が残留し、次のショットではこの断片がPET樹脂Raに混入してしまうと云う問題もある。
【0011】
また、底部をカプセル化することができる成形方法によれば図10(b)にあるように、バリア樹脂層101bを底部106にカプセル状に分断することなく連続的な積層状態にすることが可能であるが、プリフォームの底部106の中央に位置するゲート痕のサイズが安定せず成形性が安定しない、さらには延伸ロッドによる縦延伸時に内面側のPET樹脂層101aが突き破られるという問題もある。
【0012】
そこで、本発明は前述したように主材層の中に中間層として第2の樹脂層を積層したプリフォームの射出成形に係る従来技術における問題点を解消するためのものであり、その技術的課題はプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにあり、もって、2軸延伸成形を高い生産性で実現でき、中間層によるガスバリア性等の機能が高度に発揮される壜体を提供することを目的する。
【課題を解決するための手段】
【0013】
本発明は、プリフォーム射出成形装置、この装置を使用した射出成形方法、及びこの射出成形方法で成形可能なプリフォームに関し、以下、射出成形装置、射出成形方法、プリフォームの順に説明する。
まず、本発明のうち射出成形装置に係る主たる構成は、
主体を形成する主材層中に中間層として第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームを射出成形する射出成形装置において、
主材層を形成する主材樹脂中に第2の樹脂層を形成する第2の樹脂を合流させて合流樹脂体を形成するノズル部と、このノズル部の先端に配設される金型を有し、
ノズル部は、外側から順に外側流路、中流路、内側流路、そしてこれら3つの流路に連通してノズル部の先端にまで延設される合流路を配設し
外側流路と内側流路に主材樹脂を、中流路に第2の樹脂を供給する構成とし、
内側流路の内側に摺動可能に挿入、配設される円柱状のシャットオフピンの先端の配置位置の制御により、内側流路の合流路への開口端部の遮断あるいは開放、さらには開度の調整が可能な構成とする、と云うものである。
【0014】
また本発明の他の構成は、上記主たる構成において、
主材樹脂を供給する第1供給部及び第2の樹脂を供給する第2供給部を有し、
ノズル部は、外側から順にそれぞれ円筒状の、外側流路、中流路、内側流路、そしてこれら3つの流路に連通してノズル部の先端にまで延設される円柱状の合流路を配設し、
第1供給部から主材樹脂を外側流路と内側流路に、また第2供給部から第2の樹脂を中流路に供給する構成とし、
合流路で円柱状に合流した合流樹脂体を、金型のキャビティの、プリフォームの底部底壁の中央に相当する位置に配設されるピンゲートを介してキャビティ内に射出、充填する構成とする、と云うものである。
【0015】
上記構成の射出成形装置によれば、内側流路の内側に摺動可能に挿入、配設される円柱状のシャットオフピンの先端の配置位置の制御により、内側流路の合流路への開口端部の遮断あるいは開放、さらには開度の調整が可能な構成とすることにより、
このシャットオフピンの先端の配置位置の制御により、第1供給部および第2供給部からの樹脂の供給を継続しながら、外側流路、中流路、内側流路から合流路への樹脂の供給を次のように制御することができる。
1)先端を内側流路の合流路への開口端部より上流側に位置させて、内側流路を完全に開放することにより、合流路で、中流路を経て供給される第2の樹脂を、外側流路と内側流路からの主材樹脂の間に流動させて、合流路で形成される合流樹脂体の構成を、円柱状の主材樹脂の中に第2の樹脂を円筒状に積層したものとすることができる。
2)先端を内側流路の開口端部近傍の所定位置に位置させて、この開口端部の開度を小さくし、内側流路からの主材樹脂の供給速度を小さくすることにより、円柱状の主材樹脂の中での第2の樹脂の積層態様を、1)の場合に比較してより細円筒状とすることができる。
3)先端を内側流路の合流端部より下流側に位置させて、内側流路を完全に遮断することにより、内側流路からの主材樹脂の供給が完全に遮断されるため、中流路を経て供給され第2の樹脂を、外側流路だけから供給される主材樹脂中に流動させて、合流路で形成される合流樹脂体の構成を円柱状の主材樹脂の中心に第2の樹脂を細円筒状に積層したものとすることができる。
【0016】
そして、上記2)に記載したように、中流路から合流路に第2の樹脂を供給中に内側流路からの主材樹脂の供給速度を制御することにより、合流樹脂体での主体樹脂中における第2の樹脂の積層態様を、所定の径を有する円筒状に高精度に制御することができ、特に従来の技術では困難であったプリフォームの底部における中間層の積層態様を高精度に制御することが可能となる。
【0017】
ここで、上記構成によれば、シャットオフピンの直線的な摺動と云う単純な機構によるため、内側流路の開口端部の開度の調整は、所定のタイミングで高精度に実施することが可能である。
【0018】
本発明の射出成形装置に係るさらに他の構成は、上記構成において、内側流路は、円筒状流路の先端部に合流路に向けてテーパー状に縮径する縮径流路を有する構成とする、と云うものである。
【0019】
上記構成によれば、縮径流路を利用してシャットオフピンの先端による内側流路の開口端部の開度の調整をより高精度に実施することができる。
【0020】
本発明の射出成形装置に係るさらに他の構成は、上記主たる構成において、サーボ機構により、シャットオフピンの摺動動作を制御する構成とする、と云うものである。
【0021】
上記構成により、サーボ機構によりシャットオフピンの移動動作を制御することにより、内側流路の遮断と開放を所定のタイミングで高精度に実施でき、さらにシャットオフピンの先端の配置位置を高精度に制御することができるので、シャットオフピンの先端による内側流路の開口端部の開度の調整をより高精度に実施することができる。
【0022】
次に、本発明のうちプリフォフォームの射出成形方法に係る主たる構成は、
主体を形成する主材層中に中間層として第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームの射出成形方法において、
上述した本発明の射出成形装置を使用するものとし、
主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、
主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、
第2の樹脂が供給される前から、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまでの間、シャットオフピンを摺動させてこのシャットオフピンの先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする、
と云うものである。
【0023】
本発明のプリフォフォームの射出成形方法に係る他の構成は、上記主たる構成において、
まず、シャットオフピンの摺動位置の制御により内側流路の開口端部を完全に開放した状態として第1供給部から主材樹脂を外側流路と内側流路を経て合流路に供給し、
次に、主材樹脂の供給開始の所定時間後に、第2の樹脂を一定時間、第2供給部から中流路を経て合流に供給し、外側流路と内側流路からの主材樹脂の間に流動させ、
次に、第2の樹脂の供給の開始後から所定時間後に、シャットオフピンの先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、内側流路からの主材樹脂の供給速度を所定の速度まで小さくし、
次に、第2の樹脂の供給の終了から所定時間後にシャットオフピンの摺動により内側流路を完全に開放して所定時間保圧する、と云うものである。
【0024】
本発明のプリフォフォームの射出成形方法に係るさらに他の構成は、上記主たる構成において、
合流路内で主材樹脂と第2の樹脂から形成される合流樹脂体を順次金型のキャビティの、プリフォームの底部底壁の中央に相当する位置に配設されるピンゲートを介してキャビティ内に射出、充填し、
主材樹脂の供給速度、第2の樹脂の供給の開始時間、終了時間、供給速度を含めた射出パターン、さらには内側流路の開口端部の開度の調整に係るシャットオフピンの摺動時期および先端の配置位置の設定により、
プリフォームにおいて主材層中に中間層として積層する第2の樹脂層の終端縁を、半球弧殻状に形成される底部の中央に形成されるゲート痕を除く、底部の所定範囲内に位置させる、と云うものである。
【0025】
上記の本発明の成形方法により合流路では次のような過程で円柱状の合流樹脂体が順次形成される。
(1)まず、合流路で外側流路と内側流路からの主材樹脂が合流して、主材樹脂からなる円柱状の合流樹脂体が形成される。
(2)次に、合流路で、中流路から第2の樹脂が外側流路と内側流路からの主材樹脂の間に流動し、円柱状の主材樹脂の中に第2の樹脂を円筒状に積層した合流樹脂体が形成される。
(3)ここで、シャットオフピンの先端による内側流路の開口端部の開度の調整により、内側流路からの主材樹脂の供給速度を所定の速度まで小さくし、第2の樹脂が所定の径を有する細円筒状に積層した合流樹脂体が形成される。
(4)中流路からの第2の樹脂の供給が停止し、最後には外側流路と内側流路からの主材樹脂が合流して主材樹脂からなる円柱状の合流樹脂体が再び形成される。
【0026】
ここで、(3)はプリフォームの底部近傍における第2の樹脂層の積層態様を高度に制御するための過程であり、
上記成形方法によれば、第2の樹脂の供給が停止するまで内側流路からの主材樹脂の供給が少量であっても継続されるので、第2の樹脂はその終端縁まで円筒状の積層態様が保持され、プリフォームの底部でゲート痕も含む全領域を分断することなく連続的な積層状態になるカプセル化を防ぐことができ、カプセル化に伴う成形性の不良や、壜体における底部の変形等の問題を解消することが可能となる。
【0027】
また、内側流路の開口端部の開度の調整により第2の樹脂を、少なくともその終端縁近傍で所定の径を有する円筒状の積層態様とすることができ、これによりプリフォームにおいて主材層中に中間層として積層する第2の樹脂層の終端縁を、底部底壁の中央に形成される円形のピンゲート痕を除く底部近傍の所定の範囲に位置させると云う、積層態様の高度な制御が可能となる。
【0028】
なお、成形方法の主たる構成に、第2の樹脂が供給される前から、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、と云う記載があるように、シャットオフピンの先端で内側流路の開口端部の開度を調整するタイミングは、第2の樹脂の供給開始時間の前とすることもできるし、供給時間帯の途中とすることもできる。
上記したように、底部近傍での第2の樹脂層の積層態様を高度に制御するためには、合流樹脂体中で第2の樹脂層の終端縁近傍で細円筒状の積層態様が保持されていることが必要であり、少なくとも第2の樹脂層の供給が終了するまで、内側流路の開口端部の開度を調整することが必要である。
【0029】
発明の射出成形方法に係るさらに他の構成は、上記主たる構成において、
第2の樹脂をガスバリア性に優れた合成樹脂とし、第2の樹脂層をガスバリア層とする、と云うものである。
【0030】
次に、本発明のプリフォームに係る主たる構成は、
主体を形成する主材層中に中間層として第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームにおいて、
プリフォームの底面で、第2の樹脂層の終端縁が、底部の底面の中央に形成される円形のゲート痕の外周縁の外側から胴部の内周面に相当する周縁までの範囲内に位置する構成とする、と云うものである。
【0031】
上記構成のプリフォームにおける、底部近傍におけるこのような第2の樹脂層の積層態様の実現は従来の成形技術では困難なものであったが、前述した本発明の射出成形方法により成形可能なものであり、
第2の樹脂層の終端縁を、ゲート痕を除く底部の限定された領域に位置させることにより、第2の樹脂層がゲート痕に積層することに起因する成形性の不良や、壜体の底部の変形等の問題を解消しながら、第2の樹脂層によるガスバリア性等の機能を十分に発揮させることが可能となる。
【発明の効果】
【0032】
本発明の射出成形装置を使用した射出成形方法によれば、
内側流路の開口端部の開度の調整により第2の樹脂を、少なくともその終端縁近傍で所定の径を有する円筒状の積層態様とすることができ、これによりプリフォームにおいて主材層中に中間層として積層する第2の樹脂層の終端縁を、底部底壁の中央に形成される円形のピンゲート痕を除く底部近傍の所定の範囲に位置させると云う、積層態様の高度な制御ができ、第2の樹脂層がゲート痕に積層することに起因する成形性の不良や、壜体の底部の変形等の問題を解消しながら、第2の樹脂層によるガスバリア性等の機能を十分に発揮させることができる。
【図面の簡単な説明】
【0033】
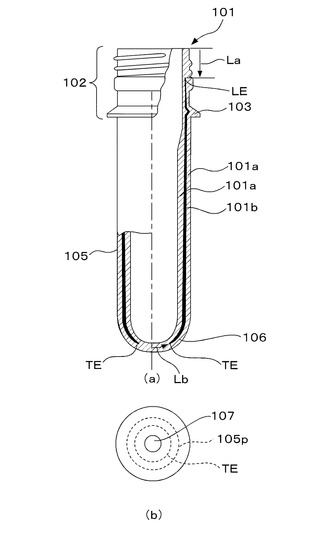
【図1】本発明のプリフォームの(a)は部分縦断面図、(b)は底面図である。
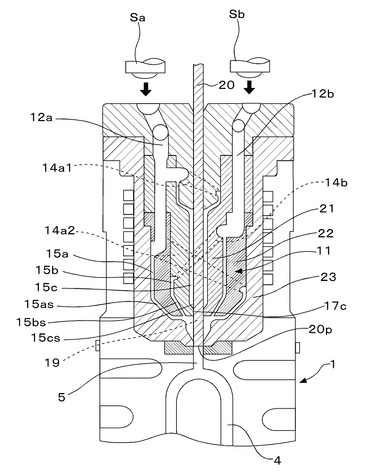
【図2】本発明の射出成形装置の一例の要部を縦断して示す概略説明図である。
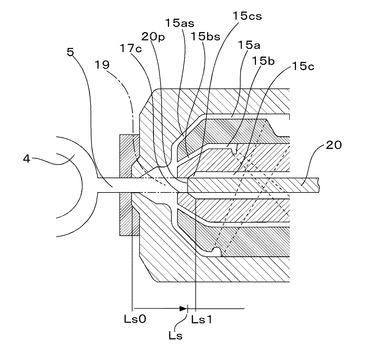
【図3】図2の装置でのシャットオフピンの移動位置を示す説明図である。
【図4】金型の概略構造を示す縦断面図である。
【図5】本発明の射出成形方法における射出パターンの一例を示す説明図である。
【図6】図5中の射出パターンによる金型キャビティへの溶融樹脂の充填過程を示す概略説明図である。
【図7】他の射出パターンによる金型キャビティへの溶融樹脂の充填過程を示す概略説明図である。
【図8】シャットオフピンの先端の位置の5つの例について、第2の樹脂層の終端縁の位置等の測定結果まとめた表である。
【図9】図1のプリフォームを2軸延伸ブロー成形した壜体を示す正面図である。
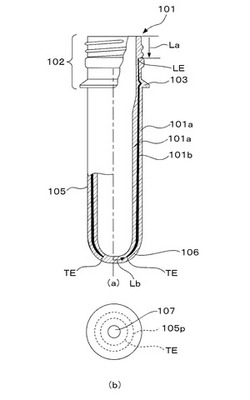
【図10】(a)は従来のプリフォームの一例を一部縦断して示す正面図であり、(b)は他のプリフォーム例である。
【図11】従来の多重ノズルの一例を概略的に示す断面図である。
【図12】図10のプリフォームを成形するための射出パターンの一例を示す説明図である。
【図13】図12の射出パターンにおける、金型キャビティへの溶融樹脂の充填過程を示す説明図である。
【発明を実施するための形態】
【0034】
以下、本発明のプリフォーム、射出成形装置、射出成形方法について実施例に沿って図面を参照しながら説明する。
図1は、後述する本発明の射出成形方法により成形される本発明のプリフォーム101の一例を示すもので、全体的な形状は試験管状であり、主体を形成する主材層であるPET樹脂層101a中に中間層として第2樹脂層であるバリア樹脂層101bを有する積層構造をしたものである。
なお、本実施例ではバリア樹脂としてMXD6ナイロンを使用している。
このプリフォーム101の全高さは100mm、胴部105の外径は20mm、胴部105の周壁の平均肉厚は2.5mm、重量は22gである。
また、底部106の外周面の中央に直径が5mmの円形のゲート痕107が残存形成されている(図1(b)参照)。
【0035】
また、バリア樹脂層101bのリーディングエッジと称される先端縁LEは、口筒部102の天面から距離Laが19.3mmの高さに位置する
また、バリア樹脂層101bのトレーリングエッジと称される終端縁TEは底部106の底面の中心からの距離Lbが5mmの位置、すなわちゲート痕107の外周縁の略2.5mm外側に周状に位置しており、図1(b)の底面図で見ると、底部106の底面の中央に形成される円形のゲート痕107の外周縁の外側から胴部105の内周面105pに相当する周縁までの範囲内に位置していることが分かる。
なお、距離La、Lb等はいずれも平均値である。
【0036】
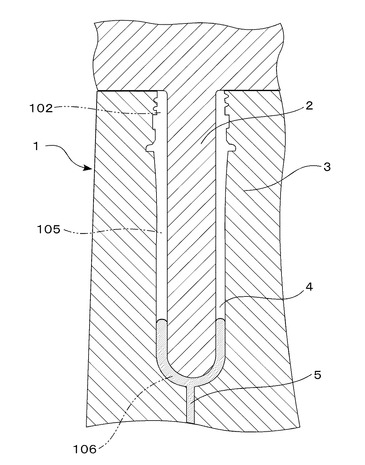
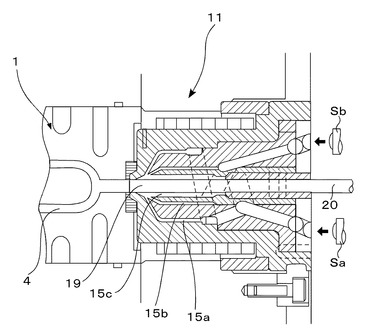
次に、図2、3、4は本発明の射出成形装置の一例を概略的に示すもので、図2はノズル部11近傍の縦断面図で、下流側に金型1を取り付けた状態を示しており、図3は図2の装置でのシャットオフピン20の先端20pの位置を説明するための説明図、そして図4は金型1の概略構造を示す縦断面図である。
【0037】
このノズル部11は、内側から順に同中心軸状に配設される円筒状の第1マンドレル21、第2マンドレル22、第3マンドレル23を有し、第1マンドレル21の内側に円柱状のシャットオフピン20が摺動可能に挿入、配設されている。
また、各マンドレルの先端部は下流側に向かって縮径したテーパー筒状となっている。
そして、第3マンドレル23と第2マンドレル22の間に主材樹脂Raが流動する円筒状の外側流路15aが形成され、第2マンドレル22と第1マンドレル21の間に第2の樹脂Rbが流動する円筒状の中流路15bが形成され、さらに第1マンドレル21とシャットオフピン20の間に外側流路15aと同様に主材樹脂Raが流動する円筒状の内側流路15cが形成されている。
【0038】
主材樹脂Raは、スクリュー式の押出機、あるいは押出機の先端に付設されたプランジャを有したアキュムレータ等の第1供給部Saから供給され、導入路12aを経てマニホールド14a1と14a2を介して外側流路15aと内側流路15cに導入される。
また、第2の樹脂Rbは第2供給部Sbから供給され、導入路12bを経てマニホールド14bを介して中流路15bに導入される。
【0039】
次に、主材樹脂Raは外側流路15aの先端部に配設される縮径流路15asおよび内側流路15cの先端部に配設される縮径流路15csから、また第2の樹脂Rbは中流路15bの先端部に配設される縮径流路15bsから円柱状の合流路19に供給され、この合流路19で主材樹脂Raと第2の樹脂Rbが合流して、合流樹脂体を形成する。
そして、この合流樹脂体を、金型1のコア金型2とキャビティ金型3で形成されるキャビティ4の、プリフォーム101の底部106底壁の中央に相当する位置に配設されるピンゲート5を介してキャビティ4内に射出、充填する。
【0040】
本発明の装置ではシャットオフピン20が、このシャットオフピン20と共に内側流路15cを形成する第1マンドレル21の縮径した先端部の内周面に摺動するように構成されており、
このシャットオフピン20は、ノズル部11の先端部を遮断あるいは開放すると云う通常の機能の他に、その先端20pの位置を内側流路15cの合流路19への開口端部17c近傍の所定の位置に制御、位置させることにより、この開口端部17cの開度を全開状態と遮断状態の間で調整し、内側流路15cから合流路19への主材樹脂Raの供給量を調整すると云う機能を有する。
そして、上記のような高度な流路の調整機能が発揮されるように、シャットオフピン20の(図2では上下方向の)摺動動作はサーボモーターを使用したサーボ機構により(図示省略)制御するようにしている。
【0041】
また、シャットオフピン20による内側流路15cから供給される主材樹脂Raの供給速度の調整は上記したように、内側流路15cの開口端部17cと云う合流路19に接する部分で実施されるため、従来のようにノズル部11の上流側の合流路19から離れた位置に配設されるチェックバルブやスプールバルブによる流量の調整機能に比較して、溶融樹脂の粘弾性的な性質による時間的な遅れを避けることができ、遮断と供給、さらには流量の調整に係る制御をより高精度に実施することができる。
【0042】
ここで、図3は図2の装置でのシャットオフピン20の先端20pの位置を説明するための図であり、図中、シャットオフピン20の先端20pの任意の位置Lsをノズル部11の先端である位置Ls0からの距離で示すこととする。
ここで位置Ls1は縮径流路15csの上流端に相当する位置であり、本実施例の装置では位置Ls0からの距離は18mmである。
【0043】
次に、本発明の射出成形方法の一例について説明する。
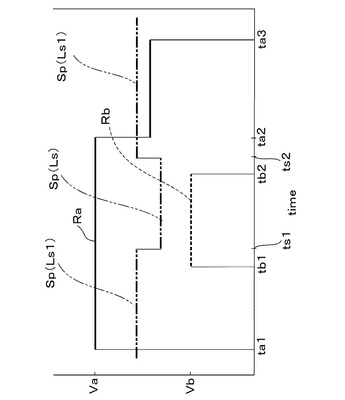
図5は、図2に示した射出成形装置で図1に示したプリフォーム101を射出成形する際の射出パターンを、横軸を時間軸、縦軸を溶融樹脂の供給速度として概略的に示した説明図で、実線で主材樹脂であるPET樹脂Raの、破線でのバリア樹脂Rbの射出パターンを示している。
なお、第1供給部SaからのPET樹脂Raの供給速度Vaは7.1g/sec、第2供給部Sbからのバリア樹脂の供給速度Vbは0.53g/secである。
【0044】
また上記射出パターンに併せて、二点鎖線で時間経過に沿ったシャットオフピン20の先端20pの位置を示しており、Sp(LS1)の時間帯では先端20pが図3で示したLs1すなわち18mmの位置に、またSp(Ls)の時間帯では先端20pが本実施例の場合14.55mmの位置にあり、内側流路15cの開口端部17cの開度を絞って、PET樹脂Raの供給が小さくなるように制御している。
また、時間軸について云うと、PET樹脂Raの射出開始時間ta1を基準にすると、PET樹脂Raの射出終了時間ta2は4.5秒、
バリア樹脂Rbの射出開始時間tb1は1.6秒、終了時間tb2は3.4秒、
そしてシャトオフピン20の先端20pは、時間ts1(2.1秒)からts2(3.9秒)の間、14.55mmの位置に配置される。
【0045】
図5の射出パターンの、時間経過に沿った射出成形工程は次のようである。
(1)シャットオフピン20の先端20pの位置をLs1として(図3参照)、内側流路15cの開口端部17cを完全に開放した状態とし、第1供給部SaからPET樹脂Raを、外側流路15aと内側流路15cを経て合流路19に供給する。
(2)時間tb1にバリア樹脂Rbを第2供給部Sbから中流路15bを経て合流路19に供給し、外側流路15aと内側流路15cからのPET樹脂Raの間に流動させる。
(3)時間ts1にシャットオフピン20の先端20pの位置をLsとして(図3参照)、内側流路15cからのPET樹脂Raの供給速度を所定の量まで小さくする。
(4)時間tb2に第2供給部Sbからのバリア樹脂Rbの供給を停止する。
(5)時間ts2にシャットオフピン20の先端20pの位置をLs1に戻し、内側流路15cからのPET樹脂Raの供給速度を元の速度に戻す。
(6)時間ta2に金型圧力を所定圧力まで低下させて(この結果として第1供給部Saからの供給速度が低下する。)、時間ta3までを保圧工程とする。
【0046】
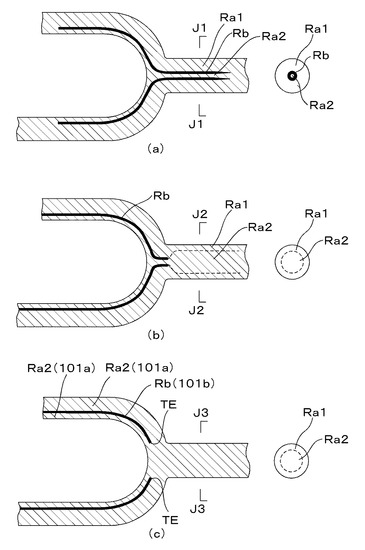
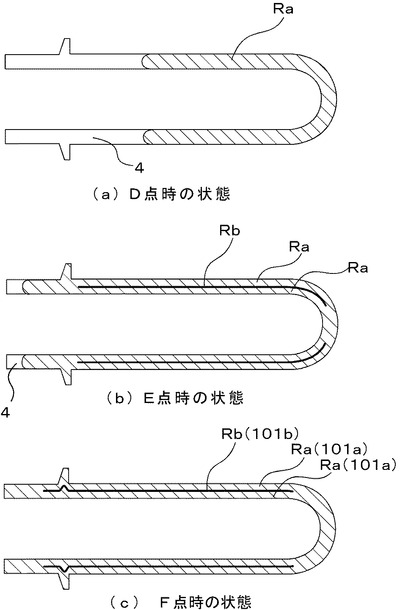
図6は、図5の射出パターンによる上記したような工程での、金型1のキャビティ4への、PET樹脂Raとバリア樹脂Rbの充填過程を説明するための概略説明図であり、図6(a)→(b)→(c)の順にキャビティ4への充填が進行している。
なお、(a)、(b)、(c)各図の右側にはそれぞれJ1−J1、J2−J2、J3―J3線に沿った断面図を示している。
またここでは、外側流路15aから供給されるPET樹脂をRa1、内側流路15cから供給されるPET樹脂をRa2とし、区別して示している。
【0047】
本実施例では、上述したように中流路15bからバリア樹脂Rbを供給する際、内側流路15cからのPET樹脂Ra2の供給量を小さくしているので、
図6(a)に見られるように、ピンゲート5でバリア樹脂Rbは、PET樹脂Ra1、Ra2の中で、径の小さな細円筒状に積層される。
このようにバリア樹脂Rbを細円筒状の積層状態とすることにより、図6(b)の状態を経て、図6(c)の状態で充填を完了すると、
図1のプリフォーム101のように、バリア樹脂層101bの終端縁TEの底部106の中心からの距離Lbは5mmとなり、ゲート痕107の外周縁の近傍にまで近づけることができた。
【0048】
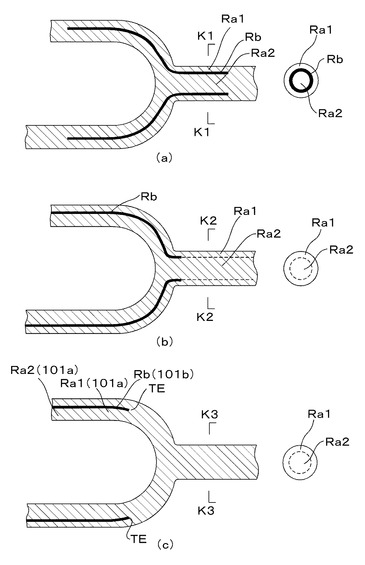
次に、図7は図5の射出パターンにおいて、シャットオフピン20の先端20pの位置を移動することなく、LS1の位置すなわち18mmの位置に保持した状態で射出成形した際のPET樹脂Raとバリア樹脂Rbの充填過程を説明するための概略説明図である。
この例は上記したLsを14.55mmとした実施例の比較例に相当でするものであるが、図7(a)→(b)→(c)の順にキャビティ4への充填が進行している。
なお、図7でも図6と同様に(a)、(b)、(c)各図の右側にはそれぞれK1−K1、K2−K2、K3―K3線に沿った断面図を示している。
【0049】
先端20pの位置をLS1すなわち18mmの位置に保持した射出パターンによる射出成形は、前述した図11〜図13に示される従来の成形方法と同様で、内側流路15cからのPET樹脂Ra2の供給量を変えることなく大きなままで中流路15bからバリア樹脂Rbの供給がされるため、
図7(a)に見られるように、ピンゲート5ではバリア樹脂RbはPET樹脂Ra1、Ra2の中で、径の大きな円筒状に積層される。
そして、図7(b)の状態を経て、図7(c)の状態で充填を完了すると、図10(a)のプリフォーム101のように、バリア樹脂層101bの終端縁TEはかなり下流側(図10では上方に)に位置し、底部106の中心からの距離Lbは19.4mmとなった。
【0050】
なお、ここで図6と図7を比較すると、図6に示される例のようにLsを14.5mmとして、PET樹脂Ra2の供給量を小さくした場合は、図7に示される例に比較して、バリア樹脂Rbの積層態様を細円筒状とした影響により、図6(c)に示すようにバリア樹脂Rbで形成されるバリア樹脂層101bは、プリフォーム101の内周面に近く位置することが分かる。
【0051】
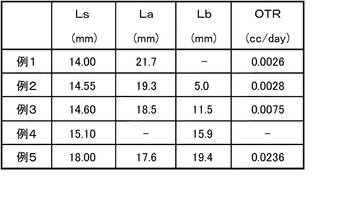
次に、図8は、図5に示される射出パターンにおいて、時間ts1〜ts2における、図3中に示されるシャットオフピン20の先端20pの位置Lsを14.00mm、14.55mm、14.60mm、15.10mm、18.00mmと5つの位置にして成形した例1〜例5のプリフォームについて、
先端縁LEの距離La、終端縁TEの距離Lb、そして2軸延伸ブロー成形した壜体で測定した酸素透過速度(ORT(cc/day))をまとめた表である。
ここで、例2〜例4の場合は、図5に示されるパターンで、位置Lsだけを変えたものであるが、例1の場合は図5に示されるパターンで先端20pを位置Ls(14.00mm)にする時間ts1をバリア樹脂Rbが供給される時間帯であるtb1とtb2の中間にしたパターンとして成形したものである。
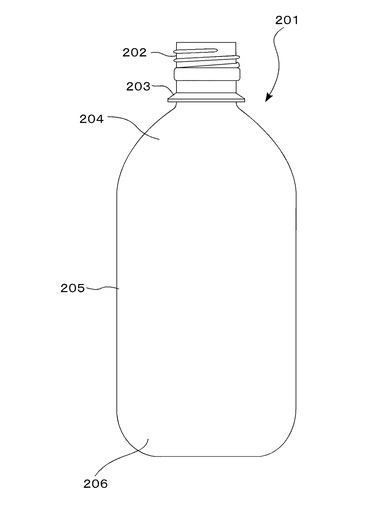
なお、図9に2軸延伸ブロー成形した壜体の正面図を示す。この壜体201は口筒部202、ネックリング203、テーパー筒状の肩部204、円筒状の胴部205そして底部206を有し、全高さは160mm、胴部205の外径は70mmである。
また、壜体201の酸素透過速度はモダンコントロールズ社製のOX−TRAN10/50という装置を用いて、23℃、酸素分圧21%という条件で測定した。
【0052】
Lsを14.00mmとした例1では、先端20pを位置Lsにしたる時間ts1以降、内側流路15cからのPET樹脂Ra2の供給が遮断されるので、
バリア樹脂Rbの終端縁近傍では、図6(a)に示される細円筒状の積層態様が細円柱状になっていまい、その結果、図10(b)のプリフォームに示されるように、プリフォーム101の底部106で終端縁TEが連続化し、所謂、カプセル化した状態となってしまう。
この場合、OTRは0.0026cc/dayと優れた酸素バリア性を有するが前述したように、特にゲート跡107にもガスバリア樹脂層101bが積層されていることに起因する、延伸ロッドによる内側のPET樹脂層101aの突き破れや、壜体201の底部206が変形する等の問題、歩留まりが低く生産性の低下と云う問題が発生する。
なお、プリフォーム101の底部106で終端縁TEが連続化していない場合でも、にゲート跡107にガスバリア樹脂層101bが積層されていると同様な問題が生じるので、ガスバリア樹脂層101bの終端縁TEはゲート跡107の外周縁の外側に位置させる必要がある。
【0053】
次に、Lsを14.55とした例2は、前述した実施例で説明したもので、終端縁TEの位置の平均値は5.0mmで、図1(b)に示されるようにゲート痕107の外周縁と胴部105の内周面105pに相当する周縁の間に位置している。ORTは0.0028cc/dayで上記した、カプセル化構造を有する14.00mmの例と略同様であった。
次に、Lsを14.60mmとした例3では、終端縁TEの距離Lbは11.5mmで、ORTは0.0075cc/dayであった。
また、Lsを15.10とした例4では、終端縁TEの距離Lbは15.9mmであった。
【0054】
また、Lsを18.00mmとした例5は、図7で説明した比較例であるが、この場合は終端縁TEの距離Lbは19.4mm、ORTは0.0236cc/dayで、上記したLsが14.55mmの例と比較すると約8.5倍程度大きくなっており、大幅に酸素バリア性が低下していることが判る。
また、14.60mmの例と比較してもOTRは3倍程度大きくなっており、このことは逆にみると、Lsが14.60mmで、終端縁TEの距離Lbが11.5mmの場合でも、従来の成形方法によるものと比較すればかなり良好な酸素バリア性が得られることが判る。
【0055】
ここで、ガスバリア樹脂層101bの先端縁LEについてみると、Lsを14.00から18.00mmにした場合、先端縁LEの距離Laは21.7mmから17.6mmまで徐々に小さくなっているのが見られるが、これらは図5の射出パターンで時間ta1とtb1の時間間隔等を調整することで制御が可能な要素である。
【0056】
また、Lsを14.00から18.00mmにした5つの例を全体的に比較すると、シャトオフピン20の先端20p位置の僅かな変位により、終端縁TEの距離Lbが大きく変化し、この変化に従って成形される壜体201の酸素バリア性が大きく変化することが分かる。
このことは、逆にみると本発明の装置によれば、シャットオフピン20を僅かに摺動させるだけで、サーボ機構によりシャットオフピン20の先端20pの位置を高精度に制御することができることも相俟って、極く、短時間で流量の調整を高度に達成することができ、バリア樹脂層101bの終端縁TEの位置を高精度に制御できることを示している。
【0057】
以上、実施例に沿って本発明の実施形態を説明したが本発明はこれらの実施例に限定されるものではない。
上記実施例では、PET樹脂からなる主材層の中にバリア樹脂からなる第2の樹脂層を積層した2種3層の積層構造を有するプリフォーム、その射出成形方法及び成形装置について説明したが、本発明は2種3層の積層構造に限定されることなく、主材層と第2の樹脂層の積層態様を高い生産性で高精度に制御すると云う本発明の技術思想の範疇のなかで、たとえば、加飾のための着色樹脂層を中間層としてさらに積層する等、さまざまな積層構造とすることができる。
【0058】
射出成形装置についても図2に示した装置は一例であり、詳細な構成についてはさまざまなバリエーションのものを使用することができる。
また射出成形方法についても、例えば図5に示した射出パターンは一例にすぎない。たとえば、図5のパターンではバリア樹脂Rbの供給開始時間tb1の後にシャットオフピン20の先端20pの配置位置Lsに移動しているが、バリア樹脂Rbの供給開始時間tb1の前に移動することもできる。
【0059】
また、プリフォームを形成する主材樹脂としてはPET樹脂に限らず、PP樹脂等、従来から2軸延伸ブロー成形壜体に使用されている樹脂を使用することができるし、また第2の樹脂としてはバリア性樹脂に限らず他の機能を有する樹脂、あるいは加飾のための樹脂を使用することができ、さらにバリア性樹脂としてはMXD6ナイロン樹脂の他にも他のナイロン系樹脂、エチレン−ビニルアルコール共重合体(EVOH)等の他のバリア性樹脂も使用することができる。
【産業上の利用可能性】
【0060】
本発明の射出成形装置を使用したプリフォームにより、特に底部近傍でバリア樹脂層等の中間層の積層態様が高度に制御された壜体を提供することができ、幅広い使用展開が期待される。
【符号の説明】
【0061】
1 ;金型
2 ;コア金型
3 ;キャビティ金型
4 ;キャビティ
5 ;ピンゲート
11;ノズル部
12a、12b;導入路
14a1、14a2、14b;マニホールド
15a;外側流路
15b;中流路
15c;内側流路
15as、15bs、15cs;縮径流路
17c;開口端部
19;合流路
20;シャットオフピン
20p;先端
21;第1マンドレル
22;第2マンドレル
23;第3マンドレル
Ls0、Ls、Ls1;(シャットオフピンの先端の)位置
Ra;主材樹脂(PET樹脂層)
Rb;第2の樹脂(バリア樹脂)
Sa;第1供給部
Sb;第2供給部;
101;プリフォーム
101a;主材層(PET樹脂層)
101b;第2の樹脂層(バリア樹脂層)
102;口筒部
103;ネックリング
105;胴部
105p;内周面
106;底部
107;ゲート痕
LE;先端縁
TE;終端縁
La;(先端縁までの)距離
Lb;(終端縁までの)距離
201;壜体
202;口筒部
203;ネックリング
204;肩部
205;胴部
206;底部
【技術分野】
【0001】
本発明は主体を形成する主材層の中に中間層を積層した合成樹脂製壜体を2軸延伸ブロー成形により成形するための試験管状のプリフォームの射出成形装置、射出成形方法、及びプリフォームに関する。
【背景技術】
【0002】
射出成形による試験管状のプリフォームを2軸延伸ブロー成形したポリエチレンテレフタレート(PET)樹脂製の壜体(ペットボトル)は、優れた透明性、機械的強度、ガスバリア性等の性質を有し、飲料用、食品用、化粧料等のさまざまな分野に使用されている。
内容液の品質の低下を抑制するため、さらに酸素等のガスバリア性が必要な用途では、主体を形成するPET樹脂からなる主材層の中にガスバリア性の高いナイロン樹脂製等からなる中間層を積層した2種3層の積層構造とする場合が多い。
そして、この種の積層構造を有するペットボトルは、射出成形による2種3層の積層構造を有する試験管状のプリフォームを2軸延伸ブロー成形して得ることができる。
【0003】
特許文献1には上記のような2種3層のプリフォームを射出成形するための、多層ノズルを有する成形装置に係る発明が記載されている。
ここで、図10(a)はこの種のプリフォーム101の従来例を示すものであり、図11はこのプリフォーム101を成形するための成形装置のノズル部11の一例を概略的に示す断面図、図12はこの装置を使用して上記プリフォーム101を成形するための射出パターンの一例を示す説明図、そして図13はこの射出パターンにおける、金型キャビティへの溶融樹脂の充填過程を示す説明図である。
【0004】
図10(a)のプリフォーム101は中間層としてガスバリア性の高い樹脂から形成されるバリア樹脂層101bを積層することにより、このプリフォーム101を2軸延伸ブロー成形して、例えば外部からの酸素の進入量を極く小さくして内容物の酸化劣化の進行を抑制する等、PET樹脂単独では実現困難な機能を有した壜体を提供することができる。
【0005】
そして、このような積層構造を有するプリフォーム101は、図11に示される多層ノズル部11を有する成形装置で、図12に示されるような射出パターンにより成形される。
すなわち、図11の装置で第1供給部Saから供給されるPET樹脂は外側流路15aと内側流路15cから合流路19に流動し、第2供給部Sbから供給されるバリア樹脂は中流路15bから合流路19に流動し、外側流路15aと内側流路15cの間に流入し、合流路19では主材樹脂Raの中にバリア樹脂Rbが円筒状に積層した合流樹脂体が形成され、この合流樹脂体が金型1のキャビティ4内に射出、充填される。
【0006】
図12と図13を参照して詳述すると、図13(a)は図12に示される射出パターンのE時点直前での状態であり、PET樹脂Raのみが充填された状態を示す。
E時点でバリア樹脂Rbの射出が開始し、E〜F時点間ではPET樹脂Raの間にバリア樹脂Rbが挟まれた積層状態で金型キャビティに充填され(図13(b)参照)、F時点でバリア樹脂の射出が停止され再びPET樹脂Raのみの充填となり、射出工程を終了(図13(c)参照)、図10(a)に示されるプリフォーム101を得ることができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−330672
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように成形された、プリフォーム101では図10(a)からも分かるように必ずしもプリフォーム101を形成する周壁のすべてでバリア樹脂層101bが積層しているわけでなく、多くの場合、口筒部102の上端部および底部106にはバリア樹脂層101bが積層されない構成とする場合が多い。
【0009】
口筒部102の場合には、開放端であることも相俟って、異種の樹脂で形成されるバリア層101bをその上端にまで積層すると、成形収縮あるいは口筒部102の熱結晶化処理により円筒状の口筒部102が楕円状に変形する等の問題があるため、上端部にバリア層101bを積層しないようにする。
図10(a)のプリフォーム101の例ではバリア樹脂層101bの先端縁LEを、上記した変形、ガスバリア性、さらにはガスバリア樹脂の材料コスト等を考慮し、口筒部102の略中央高さに位置させており、バリア樹脂層101bの先端縁LEの位置を高精度に制御することが求められている。
ただ、口筒部102は壜体への2軸延伸ブロー成形後も延伸変形することなく比較的肉厚で、上端部の限られた部分がPET樹脂層101a単独であっても壜体全体のガスバリア性の低下は比較的小さく抑えることができる。
【0010】
一方、底部106については、口筒部102と異なり、延伸されて薄肉化する部位であるため、壜体全体のガスバリア性の低下を抑制すると云う観点からは、図10(b)に示したように、底部106全体にバリア樹脂層101bを積層することが好ましい。
しかし、図12の射出パターンのF時点、すなわちバリア樹脂の射出終了時点で、バリア樹脂のキャビティ4への流動が瞬時に止まらないと、所謂、切れが悪い状態となって、底部106の底面壁部分に、バリア樹脂層101bが、複数の層に積層する、バリア樹脂層101bの断片、所謂、スケールが積層する等、不均一な状態で積層されるため、壜体において底部が不均一に変形して接地状態が安定しない、さらには機械的強度が低下する等の問題も発生する。
また、多層ノズル部11の先端部にバリア樹脂Rbの断片が残留し、次のショットではこの断片がPET樹脂Raに混入してしまうと云う問題もある。
【0011】
また、底部をカプセル化することができる成形方法によれば図10(b)にあるように、バリア樹脂層101bを底部106にカプセル状に分断することなく連続的な積層状態にすることが可能であるが、プリフォームの底部106の中央に位置するゲート痕のサイズが安定せず成形性が安定しない、さらには延伸ロッドによる縦延伸時に内面側のPET樹脂層101aが突き破られるという問題もある。
【0012】
そこで、本発明は前述したように主材層の中に中間層として第2の樹脂層を積層したプリフォームの射出成形に係る従来技術における問題点を解消するためのものであり、その技術的課題はプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにあり、もって、2軸延伸成形を高い生産性で実現でき、中間層によるガスバリア性等の機能が高度に発揮される壜体を提供することを目的する。
【課題を解決するための手段】
【0013】
本発明は、プリフォーム射出成形装置、この装置を使用した射出成形方法、及びこの射出成形方法で成形可能なプリフォームに関し、以下、射出成形装置、射出成形方法、プリフォームの順に説明する。
まず、本発明のうち射出成形装置に係る主たる構成は、
主体を形成する主材層中に中間層として第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームを射出成形する射出成形装置において、
主材層を形成する主材樹脂中に第2の樹脂層を形成する第2の樹脂を合流させて合流樹脂体を形成するノズル部と、このノズル部の先端に配設される金型を有し、
ノズル部は、外側から順に外側流路、中流路、内側流路、そしてこれら3つの流路に連通してノズル部の先端にまで延設される合流路を配設し
外側流路と内側流路に主材樹脂を、中流路に第2の樹脂を供給する構成とし、
内側流路の内側に摺動可能に挿入、配設される円柱状のシャットオフピンの先端の配置位置の制御により、内側流路の合流路への開口端部の遮断あるいは開放、さらには開度の調整が可能な構成とする、と云うものである。
【0014】
また本発明の他の構成は、上記主たる構成において、
主材樹脂を供給する第1供給部及び第2の樹脂を供給する第2供給部を有し、
ノズル部は、外側から順にそれぞれ円筒状の、外側流路、中流路、内側流路、そしてこれら3つの流路に連通してノズル部の先端にまで延設される円柱状の合流路を配設し、
第1供給部から主材樹脂を外側流路と内側流路に、また第2供給部から第2の樹脂を中流路に供給する構成とし、
合流路で円柱状に合流した合流樹脂体を、金型のキャビティの、プリフォームの底部底壁の中央に相当する位置に配設されるピンゲートを介してキャビティ内に射出、充填する構成とする、と云うものである。
【0015】
上記構成の射出成形装置によれば、内側流路の内側に摺動可能に挿入、配設される円柱状のシャットオフピンの先端の配置位置の制御により、内側流路の合流路への開口端部の遮断あるいは開放、さらには開度の調整が可能な構成とすることにより、
このシャットオフピンの先端の配置位置の制御により、第1供給部および第2供給部からの樹脂の供給を継続しながら、外側流路、中流路、内側流路から合流路への樹脂の供給を次のように制御することができる。
1)先端を内側流路の合流路への開口端部より上流側に位置させて、内側流路を完全に開放することにより、合流路で、中流路を経て供給される第2の樹脂を、外側流路と内側流路からの主材樹脂の間に流動させて、合流路で形成される合流樹脂体の構成を、円柱状の主材樹脂の中に第2の樹脂を円筒状に積層したものとすることができる。
2)先端を内側流路の開口端部近傍の所定位置に位置させて、この開口端部の開度を小さくし、内側流路からの主材樹脂の供給速度を小さくすることにより、円柱状の主材樹脂の中での第2の樹脂の積層態様を、1)の場合に比較してより細円筒状とすることができる。
3)先端を内側流路の合流端部より下流側に位置させて、内側流路を完全に遮断することにより、内側流路からの主材樹脂の供給が完全に遮断されるため、中流路を経て供給され第2の樹脂を、外側流路だけから供給される主材樹脂中に流動させて、合流路で形成される合流樹脂体の構成を円柱状の主材樹脂の中心に第2の樹脂を細円筒状に積層したものとすることができる。
【0016】
そして、上記2)に記載したように、中流路から合流路に第2の樹脂を供給中に内側流路からの主材樹脂の供給速度を制御することにより、合流樹脂体での主体樹脂中における第2の樹脂の積層態様を、所定の径を有する円筒状に高精度に制御することができ、特に従来の技術では困難であったプリフォームの底部における中間層の積層態様を高精度に制御することが可能となる。
【0017】
ここで、上記構成によれば、シャットオフピンの直線的な摺動と云う単純な機構によるため、内側流路の開口端部の開度の調整は、所定のタイミングで高精度に実施することが可能である。
【0018】
本発明の射出成形装置に係るさらに他の構成は、上記構成において、内側流路は、円筒状流路の先端部に合流路に向けてテーパー状に縮径する縮径流路を有する構成とする、と云うものである。
【0019】
上記構成によれば、縮径流路を利用してシャットオフピンの先端による内側流路の開口端部の開度の調整をより高精度に実施することができる。
【0020】
本発明の射出成形装置に係るさらに他の構成は、上記主たる構成において、サーボ機構により、シャットオフピンの摺動動作を制御する構成とする、と云うものである。
【0021】
上記構成により、サーボ機構によりシャットオフピンの移動動作を制御することにより、内側流路の遮断と開放を所定のタイミングで高精度に実施でき、さらにシャットオフピンの先端の配置位置を高精度に制御することができるので、シャットオフピンの先端による内側流路の開口端部の開度の調整をより高精度に実施することができる。
【0022】
次に、本発明のうちプリフォフォームの射出成形方法に係る主たる構成は、
主体を形成する主材層中に中間層として第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームの射出成形方法において、
上述した本発明の射出成形装置を使用するものとし、
主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、
主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、
第2の樹脂が供給される前から、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまでの間、シャットオフピンを摺動させてこのシャットオフピンの先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする、
と云うものである。
【0023】
本発明のプリフォフォームの射出成形方法に係る他の構成は、上記主たる構成において、
まず、シャットオフピンの摺動位置の制御により内側流路の開口端部を完全に開放した状態として第1供給部から主材樹脂を外側流路と内側流路を経て合流路に供給し、
次に、主材樹脂の供給開始の所定時間後に、第2の樹脂を一定時間、第2供給部から中流路を経て合流に供給し、外側流路と内側流路からの主材樹脂の間に流動させ、
次に、第2の樹脂の供給の開始後から所定時間後に、シャットオフピンの先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、内側流路からの主材樹脂の供給速度を所定の速度まで小さくし、
次に、第2の樹脂の供給の終了から所定時間後にシャットオフピンの摺動により内側流路を完全に開放して所定時間保圧する、と云うものである。
【0024】
本発明のプリフォフォームの射出成形方法に係るさらに他の構成は、上記主たる構成において、
合流路内で主材樹脂と第2の樹脂から形成される合流樹脂体を順次金型のキャビティの、プリフォームの底部底壁の中央に相当する位置に配設されるピンゲートを介してキャビティ内に射出、充填し、
主材樹脂の供給速度、第2の樹脂の供給の開始時間、終了時間、供給速度を含めた射出パターン、さらには内側流路の開口端部の開度の調整に係るシャットオフピンの摺動時期および先端の配置位置の設定により、
プリフォームにおいて主材層中に中間層として積層する第2の樹脂層の終端縁を、半球弧殻状に形成される底部の中央に形成されるゲート痕を除く、底部の所定範囲内に位置させる、と云うものである。
【0025】
上記の本発明の成形方法により合流路では次のような過程で円柱状の合流樹脂体が順次形成される。
(1)まず、合流路で外側流路と内側流路からの主材樹脂が合流して、主材樹脂からなる円柱状の合流樹脂体が形成される。
(2)次に、合流路で、中流路から第2の樹脂が外側流路と内側流路からの主材樹脂の間に流動し、円柱状の主材樹脂の中に第2の樹脂を円筒状に積層した合流樹脂体が形成される。
(3)ここで、シャットオフピンの先端による内側流路の開口端部の開度の調整により、内側流路からの主材樹脂の供給速度を所定の速度まで小さくし、第2の樹脂が所定の径を有する細円筒状に積層した合流樹脂体が形成される。
(4)中流路からの第2の樹脂の供給が停止し、最後には外側流路と内側流路からの主材樹脂が合流して主材樹脂からなる円柱状の合流樹脂体が再び形成される。
【0026】
ここで、(3)はプリフォームの底部近傍における第2の樹脂層の積層態様を高度に制御するための過程であり、
上記成形方法によれば、第2の樹脂の供給が停止するまで内側流路からの主材樹脂の供給が少量であっても継続されるので、第2の樹脂はその終端縁まで円筒状の積層態様が保持され、プリフォームの底部でゲート痕も含む全領域を分断することなく連続的な積層状態になるカプセル化を防ぐことができ、カプセル化に伴う成形性の不良や、壜体における底部の変形等の問題を解消することが可能となる。
【0027】
また、内側流路の開口端部の開度の調整により第2の樹脂を、少なくともその終端縁近傍で所定の径を有する円筒状の積層態様とすることができ、これによりプリフォームにおいて主材層中に中間層として積層する第2の樹脂層の終端縁を、底部底壁の中央に形成される円形のピンゲート痕を除く底部近傍の所定の範囲に位置させると云う、積層態様の高度な制御が可能となる。
【0028】
なお、成形方法の主たる構成に、第2の樹脂が供給される前から、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、と云う記載があるように、シャットオフピンの先端で内側流路の開口端部の開度を調整するタイミングは、第2の樹脂の供給開始時間の前とすることもできるし、供給時間帯の途中とすることもできる。
上記したように、底部近傍での第2の樹脂層の積層態様を高度に制御するためには、合流樹脂体中で第2の樹脂層の終端縁近傍で細円筒状の積層態様が保持されていることが必要であり、少なくとも第2の樹脂層の供給が終了するまで、内側流路の開口端部の開度を調整することが必要である。
【0029】
発明の射出成形方法に係るさらに他の構成は、上記主たる構成において、
第2の樹脂をガスバリア性に優れた合成樹脂とし、第2の樹脂層をガスバリア層とする、と云うものである。
【0030】
次に、本発明のプリフォームに係る主たる構成は、
主体を形成する主材層中に中間層として第2の樹脂層を積層した2軸延伸ブロー成形用の試験管状のプリフォームにおいて、
プリフォームの底面で、第2の樹脂層の終端縁が、底部の底面の中央に形成される円形のゲート痕の外周縁の外側から胴部の内周面に相当する周縁までの範囲内に位置する構成とする、と云うものである。
【0031】
上記構成のプリフォームにおける、底部近傍におけるこのような第2の樹脂層の積層態様の実現は従来の成形技術では困難なものであったが、前述した本発明の射出成形方法により成形可能なものであり、
第2の樹脂層の終端縁を、ゲート痕を除く底部の限定された領域に位置させることにより、第2の樹脂層がゲート痕に積層することに起因する成形性の不良や、壜体の底部の変形等の問題を解消しながら、第2の樹脂層によるガスバリア性等の機能を十分に発揮させることが可能となる。
【発明の効果】
【0032】
本発明の射出成形装置を使用した射出成形方法によれば、
内側流路の開口端部の開度の調整により第2の樹脂を、少なくともその終端縁近傍で所定の径を有する円筒状の積層態様とすることができ、これによりプリフォームにおいて主材層中に中間層として積層する第2の樹脂層の終端縁を、底部底壁の中央に形成される円形のピンゲート痕を除く底部近傍の所定の範囲に位置させると云う、積層態様の高度な制御ができ、第2の樹脂層がゲート痕に積層することに起因する成形性の不良や、壜体の底部の変形等の問題を解消しながら、第2の樹脂層によるガスバリア性等の機能を十分に発揮させることができる。
【図面の簡単な説明】
【0033】
【図1】本発明のプリフォームの(a)は部分縦断面図、(b)は底面図である。
【図2】本発明の射出成形装置の一例の要部を縦断して示す概略説明図である。
【図3】図2の装置でのシャットオフピンの移動位置を示す説明図である。
【図4】金型の概略構造を示す縦断面図である。
【図5】本発明の射出成形方法における射出パターンの一例を示す説明図である。
【図6】図5中の射出パターンによる金型キャビティへの溶融樹脂の充填過程を示す概略説明図である。
【図7】他の射出パターンによる金型キャビティへの溶融樹脂の充填過程を示す概略説明図である。
【図8】シャットオフピンの先端の位置の5つの例について、第2の樹脂層の終端縁の位置等の測定結果まとめた表である。
【図9】図1のプリフォームを2軸延伸ブロー成形した壜体を示す正面図である。
【図10】(a)は従来のプリフォームの一例を一部縦断して示す正面図であり、(b)は他のプリフォーム例である。
【図11】従来の多重ノズルの一例を概略的に示す断面図である。
【図12】図10のプリフォームを成形するための射出パターンの一例を示す説明図である。
【図13】図12の射出パターンにおける、金型キャビティへの溶融樹脂の充填過程を示す説明図である。
【発明を実施するための形態】
【0034】
以下、本発明のプリフォーム、射出成形装置、射出成形方法について実施例に沿って図面を参照しながら説明する。
図1は、後述する本発明の射出成形方法により成形される本発明のプリフォーム101の一例を示すもので、全体的な形状は試験管状であり、主体を形成する主材層であるPET樹脂層101a中に中間層として第2樹脂層であるバリア樹脂層101bを有する積層構造をしたものである。
なお、本実施例ではバリア樹脂としてMXD6ナイロンを使用している。
このプリフォーム101の全高さは100mm、胴部105の外径は20mm、胴部105の周壁の平均肉厚は2.5mm、重量は22gである。
また、底部106の外周面の中央に直径が5mmの円形のゲート痕107が残存形成されている(図1(b)参照)。
【0035】
また、バリア樹脂層101bのリーディングエッジと称される先端縁LEは、口筒部102の天面から距離Laが19.3mmの高さに位置する
また、バリア樹脂層101bのトレーリングエッジと称される終端縁TEは底部106の底面の中心からの距離Lbが5mmの位置、すなわちゲート痕107の外周縁の略2.5mm外側に周状に位置しており、図1(b)の底面図で見ると、底部106の底面の中央に形成される円形のゲート痕107の外周縁の外側から胴部105の内周面105pに相当する周縁までの範囲内に位置していることが分かる。
なお、距離La、Lb等はいずれも平均値である。
【0036】
次に、図2、3、4は本発明の射出成形装置の一例を概略的に示すもので、図2はノズル部11近傍の縦断面図で、下流側に金型1を取り付けた状態を示しており、図3は図2の装置でのシャットオフピン20の先端20pの位置を説明するための説明図、そして図4は金型1の概略構造を示す縦断面図である。
【0037】
このノズル部11は、内側から順に同中心軸状に配設される円筒状の第1マンドレル21、第2マンドレル22、第3マンドレル23を有し、第1マンドレル21の内側に円柱状のシャットオフピン20が摺動可能に挿入、配設されている。
また、各マンドレルの先端部は下流側に向かって縮径したテーパー筒状となっている。
そして、第3マンドレル23と第2マンドレル22の間に主材樹脂Raが流動する円筒状の外側流路15aが形成され、第2マンドレル22と第1マンドレル21の間に第2の樹脂Rbが流動する円筒状の中流路15bが形成され、さらに第1マンドレル21とシャットオフピン20の間に外側流路15aと同様に主材樹脂Raが流動する円筒状の内側流路15cが形成されている。
【0038】
主材樹脂Raは、スクリュー式の押出機、あるいは押出機の先端に付設されたプランジャを有したアキュムレータ等の第1供給部Saから供給され、導入路12aを経てマニホールド14a1と14a2を介して外側流路15aと内側流路15cに導入される。
また、第2の樹脂Rbは第2供給部Sbから供給され、導入路12bを経てマニホールド14bを介して中流路15bに導入される。
【0039】
次に、主材樹脂Raは外側流路15aの先端部に配設される縮径流路15asおよび内側流路15cの先端部に配設される縮径流路15csから、また第2の樹脂Rbは中流路15bの先端部に配設される縮径流路15bsから円柱状の合流路19に供給され、この合流路19で主材樹脂Raと第2の樹脂Rbが合流して、合流樹脂体を形成する。
そして、この合流樹脂体を、金型1のコア金型2とキャビティ金型3で形成されるキャビティ4の、プリフォーム101の底部106底壁の中央に相当する位置に配設されるピンゲート5を介してキャビティ4内に射出、充填する。
【0040】
本発明の装置ではシャットオフピン20が、このシャットオフピン20と共に内側流路15cを形成する第1マンドレル21の縮径した先端部の内周面に摺動するように構成されており、
このシャットオフピン20は、ノズル部11の先端部を遮断あるいは開放すると云う通常の機能の他に、その先端20pの位置を内側流路15cの合流路19への開口端部17c近傍の所定の位置に制御、位置させることにより、この開口端部17cの開度を全開状態と遮断状態の間で調整し、内側流路15cから合流路19への主材樹脂Raの供給量を調整すると云う機能を有する。
そして、上記のような高度な流路の調整機能が発揮されるように、シャットオフピン20の(図2では上下方向の)摺動動作はサーボモーターを使用したサーボ機構により(図示省略)制御するようにしている。
【0041】
また、シャットオフピン20による内側流路15cから供給される主材樹脂Raの供給速度の調整は上記したように、内側流路15cの開口端部17cと云う合流路19に接する部分で実施されるため、従来のようにノズル部11の上流側の合流路19から離れた位置に配設されるチェックバルブやスプールバルブによる流量の調整機能に比較して、溶融樹脂の粘弾性的な性質による時間的な遅れを避けることができ、遮断と供給、さらには流量の調整に係る制御をより高精度に実施することができる。
【0042】
ここで、図3は図2の装置でのシャットオフピン20の先端20pの位置を説明するための図であり、図中、シャットオフピン20の先端20pの任意の位置Lsをノズル部11の先端である位置Ls0からの距離で示すこととする。
ここで位置Ls1は縮径流路15csの上流端に相当する位置であり、本実施例の装置では位置Ls0からの距離は18mmである。
【0043】
次に、本発明の射出成形方法の一例について説明する。
図5は、図2に示した射出成形装置で図1に示したプリフォーム101を射出成形する際の射出パターンを、横軸を時間軸、縦軸を溶融樹脂の供給速度として概略的に示した説明図で、実線で主材樹脂であるPET樹脂Raの、破線でのバリア樹脂Rbの射出パターンを示している。
なお、第1供給部SaからのPET樹脂Raの供給速度Vaは7.1g/sec、第2供給部Sbからのバリア樹脂の供給速度Vbは0.53g/secである。
【0044】
また上記射出パターンに併せて、二点鎖線で時間経過に沿ったシャットオフピン20の先端20pの位置を示しており、Sp(LS1)の時間帯では先端20pが図3で示したLs1すなわち18mmの位置に、またSp(Ls)の時間帯では先端20pが本実施例の場合14.55mmの位置にあり、内側流路15cの開口端部17cの開度を絞って、PET樹脂Raの供給が小さくなるように制御している。
また、時間軸について云うと、PET樹脂Raの射出開始時間ta1を基準にすると、PET樹脂Raの射出終了時間ta2は4.5秒、
バリア樹脂Rbの射出開始時間tb1は1.6秒、終了時間tb2は3.4秒、
そしてシャトオフピン20の先端20pは、時間ts1(2.1秒)からts2(3.9秒)の間、14.55mmの位置に配置される。
【0045】
図5の射出パターンの、時間経過に沿った射出成形工程は次のようである。
(1)シャットオフピン20の先端20pの位置をLs1として(図3参照)、内側流路15cの開口端部17cを完全に開放した状態とし、第1供給部SaからPET樹脂Raを、外側流路15aと内側流路15cを経て合流路19に供給する。
(2)時間tb1にバリア樹脂Rbを第2供給部Sbから中流路15bを経て合流路19に供給し、外側流路15aと内側流路15cからのPET樹脂Raの間に流動させる。
(3)時間ts1にシャットオフピン20の先端20pの位置をLsとして(図3参照)、内側流路15cからのPET樹脂Raの供給速度を所定の量まで小さくする。
(4)時間tb2に第2供給部Sbからのバリア樹脂Rbの供給を停止する。
(5)時間ts2にシャットオフピン20の先端20pの位置をLs1に戻し、内側流路15cからのPET樹脂Raの供給速度を元の速度に戻す。
(6)時間ta2に金型圧力を所定圧力まで低下させて(この結果として第1供給部Saからの供給速度が低下する。)、時間ta3までを保圧工程とする。
【0046】
図6は、図5の射出パターンによる上記したような工程での、金型1のキャビティ4への、PET樹脂Raとバリア樹脂Rbの充填過程を説明するための概略説明図であり、図6(a)→(b)→(c)の順にキャビティ4への充填が進行している。
なお、(a)、(b)、(c)各図の右側にはそれぞれJ1−J1、J2−J2、J3―J3線に沿った断面図を示している。
またここでは、外側流路15aから供給されるPET樹脂をRa1、内側流路15cから供給されるPET樹脂をRa2とし、区別して示している。
【0047】
本実施例では、上述したように中流路15bからバリア樹脂Rbを供給する際、内側流路15cからのPET樹脂Ra2の供給量を小さくしているので、
図6(a)に見られるように、ピンゲート5でバリア樹脂Rbは、PET樹脂Ra1、Ra2の中で、径の小さな細円筒状に積層される。
このようにバリア樹脂Rbを細円筒状の積層状態とすることにより、図6(b)の状態を経て、図6(c)の状態で充填を完了すると、
図1のプリフォーム101のように、バリア樹脂層101bの終端縁TEの底部106の中心からの距離Lbは5mmとなり、ゲート痕107の外周縁の近傍にまで近づけることができた。
【0048】
次に、図7は図5の射出パターンにおいて、シャットオフピン20の先端20pの位置を移動することなく、LS1の位置すなわち18mmの位置に保持した状態で射出成形した際のPET樹脂Raとバリア樹脂Rbの充填過程を説明するための概略説明図である。
この例は上記したLsを14.55mmとした実施例の比較例に相当でするものであるが、図7(a)→(b)→(c)の順にキャビティ4への充填が進行している。
なお、図7でも図6と同様に(a)、(b)、(c)各図の右側にはそれぞれK1−K1、K2−K2、K3―K3線に沿った断面図を示している。
【0049】
先端20pの位置をLS1すなわち18mmの位置に保持した射出パターンによる射出成形は、前述した図11〜図13に示される従来の成形方法と同様で、内側流路15cからのPET樹脂Ra2の供給量を変えることなく大きなままで中流路15bからバリア樹脂Rbの供給がされるため、
図7(a)に見られるように、ピンゲート5ではバリア樹脂RbはPET樹脂Ra1、Ra2の中で、径の大きな円筒状に積層される。
そして、図7(b)の状態を経て、図7(c)の状態で充填を完了すると、図10(a)のプリフォーム101のように、バリア樹脂層101bの終端縁TEはかなり下流側(図10では上方に)に位置し、底部106の中心からの距離Lbは19.4mmとなった。
【0050】
なお、ここで図6と図7を比較すると、図6に示される例のようにLsを14.5mmとして、PET樹脂Ra2の供給量を小さくした場合は、図7に示される例に比較して、バリア樹脂Rbの積層態様を細円筒状とした影響により、図6(c)に示すようにバリア樹脂Rbで形成されるバリア樹脂層101bは、プリフォーム101の内周面に近く位置することが分かる。
【0051】
次に、図8は、図5に示される射出パターンにおいて、時間ts1〜ts2における、図3中に示されるシャットオフピン20の先端20pの位置Lsを14.00mm、14.55mm、14.60mm、15.10mm、18.00mmと5つの位置にして成形した例1〜例5のプリフォームについて、
先端縁LEの距離La、終端縁TEの距離Lb、そして2軸延伸ブロー成形した壜体で測定した酸素透過速度(ORT(cc/day))をまとめた表である。
ここで、例2〜例4の場合は、図5に示されるパターンで、位置Lsだけを変えたものであるが、例1の場合は図5に示されるパターンで先端20pを位置Ls(14.00mm)にする時間ts1をバリア樹脂Rbが供給される時間帯であるtb1とtb2の中間にしたパターンとして成形したものである。
なお、図9に2軸延伸ブロー成形した壜体の正面図を示す。この壜体201は口筒部202、ネックリング203、テーパー筒状の肩部204、円筒状の胴部205そして底部206を有し、全高さは160mm、胴部205の外径は70mmである。
また、壜体201の酸素透過速度はモダンコントロールズ社製のOX−TRAN10/50という装置を用いて、23℃、酸素分圧21%という条件で測定した。
【0052】
Lsを14.00mmとした例1では、先端20pを位置Lsにしたる時間ts1以降、内側流路15cからのPET樹脂Ra2の供給が遮断されるので、
バリア樹脂Rbの終端縁近傍では、図6(a)に示される細円筒状の積層態様が細円柱状になっていまい、その結果、図10(b)のプリフォームに示されるように、プリフォーム101の底部106で終端縁TEが連続化し、所謂、カプセル化した状態となってしまう。
この場合、OTRは0.0026cc/dayと優れた酸素バリア性を有するが前述したように、特にゲート跡107にもガスバリア樹脂層101bが積層されていることに起因する、延伸ロッドによる内側のPET樹脂層101aの突き破れや、壜体201の底部206が変形する等の問題、歩留まりが低く生産性の低下と云う問題が発生する。
なお、プリフォーム101の底部106で終端縁TEが連続化していない場合でも、にゲート跡107にガスバリア樹脂層101bが積層されていると同様な問題が生じるので、ガスバリア樹脂層101bの終端縁TEはゲート跡107の外周縁の外側に位置させる必要がある。
【0053】
次に、Lsを14.55とした例2は、前述した実施例で説明したもので、終端縁TEの位置の平均値は5.0mmで、図1(b)に示されるようにゲート痕107の外周縁と胴部105の内周面105pに相当する周縁の間に位置している。ORTは0.0028cc/dayで上記した、カプセル化構造を有する14.00mmの例と略同様であった。
次に、Lsを14.60mmとした例3では、終端縁TEの距離Lbは11.5mmで、ORTは0.0075cc/dayであった。
また、Lsを15.10とした例4では、終端縁TEの距離Lbは15.9mmであった。
【0054】
また、Lsを18.00mmとした例5は、図7で説明した比較例であるが、この場合は終端縁TEの距離Lbは19.4mm、ORTは0.0236cc/dayで、上記したLsが14.55mmの例と比較すると約8.5倍程度大きくなっており、大幅に酸素バリア性が低下していることが判る。
また、14.60mmの例と比較してもOTRは3倍程度大きくなっており、このことは逆にみると、Lsが14.60mmで、終端縁TEの距離Lbが11.5mmの場合でも、従来の成形方法によるものと比較すればかなり良好な酸素バリア性が得られることが判る。
【0055】
ここで、ガスバリア樹脂層101bの先端縁LEについてみると、Lsを14.00から18.00mmにした場合、先端縁LEの距離Laは21.7mmから17.6mmまで徐々に小さくなっているのが見られるが、これらは図5の射出パターンで時間ta1とtb1の時間間隔等を調整することで制御が可能な要素である。
【0056】
また、Lsを14.00から18.00mmにした5つの例を全体的に比較すると、シャトオフピン20の先端20p位置の僅かな変位により、終端縁TEの距離Lbが大きく変化し、この変化に従って成形される壜体201の酸素バリア性が大きく変化することが分かる。
このことは、逆にみると本発明の装置によれば、シャットオフピン20を僅かに摺動させるだけで、サーボ機構によりシャットオフピン20の先端20pの位置を高精度に制御することができることも相俟って、極く、短時間で流量の調整を高度に達成することができ、バリア樹脂層101bの終端縁TEの位置を高精度に制御できることを示している。
【0057】
以上、実施例に沿って本発明の実施形態を説明したが本発明はこれらの実施例に限定されるものではない。
上記実施例では、PET樹脂からなる主材層の中にバリア樹脂からなる第2の樹脂層を積層した2種3層の積層構造を有するプリフォーム、その射出成形方法及び成形装置について説明したが、本発明は2種3層の積層構造に限定されることなく、主材層と第2の樹脂層の積層態様を高い生産性で高精度に制御すると云う本発明の技術思想の範疇のなかで、たとえば、加飾のための着色樹脂層を中間層としてさらに積層する等、さまざまな積層構造とすることができる。
【0058】
射出成形装置についても図2に示した装置は一例であり、詳細な構成についてはさまざまなバリエーションのものを使用することができる。
また射出成形方法についても、例えば図5に示した射出パターンは一例にすぎない。たとえば、図5のパターンではバリア樹脂Rbの供給開始時間tb1の後にシャットオフピン20の先端20pの配置位置Lsに移動しているが、バリア樹脂Rbの供給開始時間tb1の前に移動することもできる。
【0059】
また、プリフォームを形成する主材樹脂としてはPET樹脂に限らず、PP樹脂等、従来から2軸延伸ブロー成形壜体に使用されている樹脂を使用することができるし、また第2の樹脂としてはバリア性樹脂に限らず他の機能を有する樹脂、あるいは加飾のための樹脂を使用することができ、さらにバリア性樹脂としてはMXD6ナイロン樹脂の他にも他のナイロン系樹脂、エチレン−ビニルアルコール共重合体(EVOH)等の他のバリア性樹脂も使用することができる。
【産業上の利用可能性】
【0060】
本発明の射出成形装置を使用したプリフォームにより、特に底部近傍でバリア樹脂層等の中間層の積層態様が高度に制御された壜体を提供することができ、幅広い使用展開が期待される。
【符号の説明】
【0061】
1 ;金型
2 ;コア金型
3 ;キャビティ金型
4 ;キャビティ
5 ;ピンゲート
11;ノズル部
12a、12b;導入路
14a1、14a2、14b;マニホールド
15a;外側流路
15b;中流路
15c;内側流路
15as、15bs、15cs;縮径流路
17c;開口端部
19;合流路
20;シャットオフピン
20p;先端
21;第1マンドレル
22;第2マンドレル
23;第3マンドレル
Ls0、Ls、Ls1;(シャットオフピンの先端の)位置
Ra;主材樹脂(PET樹脂層)
Rb;第2の樹脂(バリア樹脂)
Sa;第1供給部
Sb;第2供給部;
101;プリフォーム
101a;主材層(PET樹脂層)
101b;第2の樹脂層(バリア樹脂層)
102;口筒部
103;ネックリング
105;胴部
105p;内周面
106;底部
107;ゲート痕
LE;先端縁
TE;終端縁
La;(先端縁までの)距離
Lb;(終端縁までの)距離
201;壜体
202;口筒部
203;ネックリング
204;肩部
205;胴部
206;底部
【特許請求の範囲】
【請求項1】
主体を形成する主材層(101a)中に中間層として第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォーム(101) を射出成形する射出成形装置であって、前記主材層(101a)を形成する主材樹脂(Ra)中に第2の樹脂層(101b)を形成する第2の樹脂(Rb)を合流させて合流樹脂体を形成するノズル部(11)と、該ノズル部(11)の先端に配設される金型(1)を有し、前記ノズル部(11)は、外側から順に外側流路(15a)、中流路(15b)、内側流路(15c)、そして該3つの流路に連通してノズル部(11)の先端にまで延設される合流路(19)を配設し、前記外側流路(15a)と内側流路(15c)に主材樹脂(Ra)を、中流路(15b)に第2の樹脂(Rb)を供給する構成とし、内側流路(15c)の内側に摺動可能に挿入、配設される円柱状のシャットオフピン(20)の先端(20p)の配置位置の制御により、内側流路(15c)の合流路(19)への開口端部(17c)の遮断あるいは開放、さらには開度の調整が可能な構成としたことを特徴とする射出成形装置。
【請求項2】
主材樹脂(Ra)を供給する第1供給部(Sa)及び第2の樹脂(Rb)を供給する第2供給部(Sb)を有し、ノズル部(11)は、外側から順にそれぞれ円筒状の、外側流路(15a)、中流路(15b)、内側流路(15c)、そして該3つの流路に連通してノズル部(11)の先端にまで延設される円柱状の合流路(19)を配設し、前記第1供給部(Sa)から主材樹脂(Ra)を外側流路(15a)と内側流路(15c)に、また第2供給部(Sb)から第2の樹脂(Rb)を中流路(15b)に供給する構成とし、前記合流路(19)に円柱状に合流した合流樹脂体を、前記金型(1)のキャビティ(4)の、プリフォーム(101)の底部底壁の中央に相当する位置に配設されるピンゲート(5)を介して前記キャビティ(4)内に射出、充填する構成とした請求項1記載の射出成形装置。
【請求項3】
内側流路(15c)は、円筒状流路の先端部に合流路に向けてテーパー状に縮径する縮径流路(15cs)を有する構成とした請求項2記載の射出成形装置。
【請求項4】
サーボ機構により、シャットオフピン(20)の摺動動作を制御する構成とした請求項1、2または3記載の射出成形装置。
【請求項5】
主体を形成する主材層(101a)中に中間層として第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォーム(101) の射出成形方法であって、請求項1、2、3または4に記載のある射出成形装置を使用し、主材樹脂(Ra)を外側流路(15a)と内側流路(15c)から合流路(19)に所定の供給速度で所定時間供給し、前記、主材樹脂(Ra)が供給される所定時間範囲内の一定時間、同時に第2の樹脂(Rb)を中流路(15b)から合流路(19)に所定の供給速度で供給し、前記、第2の樹脂(Rb)が供給される前から、あるいは供給開始から所定時間後から少なくとも該第2の樹脂(Rb)の供給が終了するまでの間、シャットオフピン(20)を摺動させて該シャットオフピン(20)の先端(20p)を内側流路(15c)の合流路(19)への開口端部(17c)近傍の所定位置に配置させて、該開口端部(17c)の開度を調整し、内側流路(15c)から合流路(19)への主材樹脂(Ra)の供給速度を所定の速度まで小さくすることを特徴とする射出成形方法。
【請求項6】
まず、シャットオフピン(20)の摺動位置の制御により内側流路(15c)の開口端部(17c)を完全に開放した状態として第1供給部(Sa)から主材樹脂(Ra)を外側流路(15a)と内側流路(15c)を経て合流路(19)に供給し、前記主材樹脂(Ra)の供給開始の所定時間後に、第2の樹脂(Rb)を一定時間、第2供給部(Sb)から中流路(15b)を経て合流路(19)に供給し、外側流路(15a)と内側流路(15c)からの主材樹脂(Ra)の間に流動させ、前記第2の樹脂(Rb)の供給の開始後から所定時間後に、シャットオフピン(20)の先端(20p)を内側流路(15c)の合流路(19)への開口端部(17c)近傍の所定位置に配置させて、内側流路(15c)からの主材樹脂(Ra)の供給速度を所定の速度まで小さくし、前記第2の樹脂(Rb)の供給の終了から所定時間後にシャットオフピン(20)の摺動により内側流路(15c)を完全に開放して所定時間保圧することを特徴とする請求項5記載の射出成形方法。
【請求項7】
合流路(19)内で主材樹脂(Ra)と第2の樹脂(Rb)から形成される合流樹脂体を順次金型(1)のキャビティ(4)の、プリフォーム(101)の底部底壁の中央に相当する位置に配設されるピンゲート(5)を介して前記キャビティ(4)内に射出、充填し、主材樹脂(Ra)の供給速度、第2の樹脂(Rb)の供給の開始時間、終了時間、供給速度を含めた射出パターン、さらには内側流路(15c)の開口端部(17c)の開度の調整に係るシャットオフピン(20)の摺動時期および先端(20p)の配置位置の設定により、前記プリフォーム(101)において主材層(101a)中に中間層として積層する第2の樹脂層(101b)の終端縁(TE)を、半球弧殻状に形成される底部(106)の中央に形成されるゲート痕(107)を除く、該底部(106)の所定範囲内に位置させることを特徴とする請求項5または6記載の射出成形方法。
【請求項8】
第2の樹脂(Rb)をガスバリア性に優れた合成樹脂とし、第2の樹脂層(101b)をガスバリア層とした請求項5、6または7記載の射出成形方法。
【請求項9】
主体を形成する主材層(101a)中に中間層として第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォームであって、
該プリフォームの底面で、前記第2の樹脂層(101b)の終端縁(TE)が、底部(106)の底面の中央に形成される円形のゲート痕(107)の外周縁の外側から胴部(105)の内周面(105p)に相当する周縁までの範囲内に位置することを特徴とするプリフォーム。
【請求項1】
主体を形成する主材層(101a)中に中間層として第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォーム(101) を射出成形する射出成形装置であって、前記主材層(101a)を形成する主材樹脂(Ra)中に第2の樹脂層(101b)を形成する第2の樹脂(Rb)を合流させて合流樹脂体を形成するノズル部(11)と、該ノズル部(11)の先端に配設される金型(1)を有し、前記ノズル部(11)は、外側から順に外側流路(15a)、中流路(15b)、内側流路(15c)、そして該3つの流路に連通してノズル部(11)の先端にまで延設される合流路(19)を配設し、前記外側流路(15a)と内側流路(15c)に主材樹脂(Ra)を、中流路(15b)に第2の樹脂(Rb)を供給する構成とし、内側流路(15c)の内側に摺動可能に挿入、配設される円柱状のシャットオフピン(20)の先端(20p)の配置位置の制御により、内側流路(15c)の合流路(19)への開口端部(17c)の遮断あるいは開放、さらには開度の調整が可能な構成としたことを特徴とする射出成形装置。
【請求項2】
主材樹脂(Ra)を供給する第1供給部(Sa)及び第2の樹脂(Rb)を供給する第2供給部(Sb)を有し、ノズル部(11)は、外側から順にそれぞれ円筒状の、外側流路(15a)、中流路(15b)、内側流路(15c)、そして該3つの流路に連通してノズル部(11)の先端にまで延設される円柱状の合流路(19)を配設し、前記第1供給部(Sa)から主材樹脂(Ra)を外側流路(15a)と内側流路(15c)に、また第2供給部(Sb)から第2の樹脂(Rb)を中流路(15b)に供給する構成とし、前記合流路(19)に円柱状に合流した合流樹脂体を、前記金型(1)のキャビティ(4)の、プリフォーム(101)の底部底壁の中央に相当する位置に配設されるピンゲート(5)を介して前記キャビティ(4)内に射出、充填する構成とした請求項1記載の射出成形装置。
【請求項3】
内側流路(15c)は、円筒状流路の先端部に合流路に向けてテーパー状に縮径する縮径流路(15cs)を有する構成とした請求項2記載の射出成形装置。
【請求項4】
サーボ機構により、シャットオフピン(20)の摺動動作を制御する構成とした請求項1、2または3記載の射出成形装置。
【請求項5】
主体を形成する主材層(101a)中に中間層として第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォーム(101) の射出成形方法であって、請求項1、2、3または4に記載のある射出成形装置を使用し、主材樹脂(Ra)を外側流路(15a)と内側流路(15c)から合流路(19)に所定の供給速度で所定時間供給し、前記、主材樹脂(Ra)が供給される所定時間範囲内の一定時間、同時に第2の樹脂(Rb)を中流路(15b)から合流路(19)に所定の供給速度で供給し、前記、第2の樹脂(Rb)が供給される前から、あるいは供給開始から所定時間後から少なくとも該第2の樹脂(Rb)の供給が終了するまでの間、シャットオフピン(20)を摺動させて該シャットオフピン(20)の先端(20p)を内側流路(15c)の合流路(19)への開口端部(17c)近傍の所定位置に配置させて、該開口端部(17c)の開度を調整し、内側流路(15c)から合流路(19)への主材樹脂(Ra)の供給速度を所定の速度まで小さくすることを特徴とする射出成形方法。
【請求項6】
まず、シャットオフピン(20)の摺動位置の制御により内側流路(15c)の開口端部(17c)を完全に開放した状態として第1供給部(Sa)から主材樹脂(Ra)を外側流路(15a)と内側流路(15c)を経て合流路(19)に供給し、前記主材樹脂(Ra)の供給開始の所定時間後に、第2の樹脂(Rb)を一定時間、第2供給部(Sb)から中流路(15b)を経て合流路(19)に供給し、外側流路(15a)と内側流路(15c)からの主材樹脂(Ra)の間に流動させ、前記第2の樹脂(Rb)の供給の開始後から所定時間後に、シャットオフピン(20)の先端(20p)を内側流路(15c)の合流路(19)への開口端部(17c)近傍の所定位置に配置させて、内側流路(15c)からの主材樹脂(Ra)の供給速度を所定の速度まで小さくし、前記第2の樹脂(Rb)の供給の終了から所定時間後にシャットオフピン(20)の摺動により内側流路(15c)を完全に開放して所定時間保圧することを特徴とする請求項5記載の射出成形方法。
【請求項7】
合流路(19)内で主材樹脂(Ra)と第2の樹脂(Rb)から形成される合流樹脂体を順次金型(1)のキャビティ(4)の、プリフォーム(101)の底部底壁の中央に相当する位置に配設されるピンゲート(5)を介して前記キャビティ(4)内に射出、充填し、主材樹脂(Ra)の供給速度、第2の樹脂(Rb)の供給の開始時間、終了時間、供給速度を含めた射出パターン、さらには内側流路(15c)の開口端部(17c)の開度の調整に係るシャットオフピン(20)の摺動時期および先端(20p)の配置位置の設定により、前記プリフォーム(101)において主材層(101a)中に中間層として積層する第2の樹脂層(101b)の終端縁(TE)を、半球弧殻状に形成される底部(106)の中央に形成されるゲート痕(107)を除く、該底部(106)の所定範囲内に位置させることを特徴とする請求項5または6記載の射出成形方法。
【請求項8】
第2の樹脂(Rb)をガスバリア性に優れた合成樹脂とし、第2の樹脂層(101b)をガスバリア層とした請求項5、6または7記載の射出成形方法。
【請求項9】
主体を形成する主材層(101a)中に中間層として第2の樹脂層(101b)を積層した2軸延伸ブロー成形用の試験管状のプリフォームであって、
該プリフォームの底面で、前記第2の樹脂層(101b)の終端縁(TE)が、底部(106)の底面の中央に形成される円形のゲート痕(107)の外周縁の外側から胴部(105)の内周面(105p)に相当する周縁までの範囲内に位置することを特徴とするプリフォーム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】

【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−107212(P2013−107212A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251547(P2011−251547)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
[ Back to top ]