
国際特許分類[B29C45/27]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | スプルー溝 (706)
国際特許分類[B29C45/27]の下位に属する分類
その遮断装置 (148)
スプルー溝内に配置されている流量制御手段,例.“トーピード” (41)
国際特許分類[B29C45/27]に分類される特許
1 - 10 / 517
フィルムインサート成形品の融解損傷予測方法
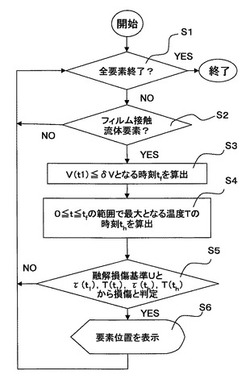
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
歯車射出成形用金型およびこの金型の製造方法

【課題】樹脂を射出成形することによって得えられる従来の歯車の高精度化を企図した場合、金型構造が複雑となる上に特別な付帯設備が必要である。
【解決手段】歯車を射出成形するための本発明による金型は、歯車となる樹脂が充填される成形キャビティが画成され、この成形キャビティが歯車の歯部となる歯部成形部を有し、この歯部成形部が成形キャビティの周方向に沿って異なる転位量を持った転位歯部成形部を有する。この場合、成形キャビティに連通して溶融状態の樹脂が通る射出ゲート部に近接する転位歯部成形部がプラス側の転位量を有し、射出ゲート部から離れた転位歯部成形部がマイナス側の転位量を有するものであってよい。
(もっと読む)
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
樹脂プーリ
【目的】軽量でボス部を小形とし且つ強度が確保された樹脂プーリとすること。
【構成】環状部1の外周側面で且つ軸方向中間箇所から直径方向に突出すると共に周方向に沿って突出部2が形成された金属製のブッシュAと、突出部2が内周側にインサートされるプーリボス部3とプーリボス部3を直径中心として形成される円錐形状の椀状部4と椀状部4の外周に形成されたベルト掛部51が形成された外筒部5を有する樹脂プーリ本体Bとからなること。椀状部4の内側面41の延長線Laと、外側面42の延長線Lbとの間の領域に、突出部2の少なくとも一部が位置し、且つ外側面42の延長線Lbと突出部2とは交わらない構成としてなること。
(もっと読む)
射出成形用金型
【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
レンズの製造方法、レンズおよび光学装置
【課題】有効径よりも外側に無駄な領域が生じるのを抑制しながら、ゲート部を適切に切除可能なレンズの製造方法、レンズ、および、当該レンズを用いた光学装置を提供する。
【解決手段】対物レンズ100は、射出成形により成形されたレンズ中間体1からコバ部101の側面に形成されたゲート部13を切除することにより製造される。対物レンズ100は、円形のレンズ面102、103と、レンズ面102、103の周囲に形成されたリング状のコバ部101と、を有する。ゲート部13を切除した後の切断面Ct1がレンズ面102、103の光軸に対して傾くように、ゲート部13を切除する。
(もっと読む)
射出成形用金型及び射出成形装置
【課題】マニホールドの重量を軽減するとともに、ノズルの設置点及び点数を容易に変更し、製品の仕様に応じて、ゲート位置(ノズル点数)を多点に自在に配置し、マニホールドに配置されるヒータをノズルの変更に合わせて自在に配置することが可能な射出成形用金型及び射出成形装置を提供する。
【解決手段】柱状であって、内部中央に底面側から円形に穿孔された中央穿孔と、柱状の側面側から中央穿孔と接続するように穿孔された1以上のパイプ接続孔を有する複数の柱状マニホールドと、パイプ接続孔の内径より小さい外径を有し、2つの柱状マニホールドのパイプ接続孔を接続する所定の肉厚を有する金属製の複数の接続パイプと、を備える柱状マニホールドユニットを有し、複数の接続パイプは、パイプ接続孔に接続された後、カシメ加工によって拡径されてパイプ接続孔に密着されることを特徴とする射出成形用金型。
(もっと読む)
スプルブッシュ、ピンポイントゲートブッシュ及び成形用金型
【課題】 射出成形における成形サイクル時間の短縮と材料歩留まりの、両方を解決するための手段を提供する。
【解決手段】 スプル穴のスプルロック側の開口部5とノズルタッチ側の開口部3における、長さ方向に垂直な断面形状が異なり、前記スプルロック側の開口部5を周方向に一定間隔でかつ一定深さの複数の凹凸が設けられた形状、前記ノズルタッチ側の開口部3は前記凹凸の凹部の先端が接する円8bよりも径が小さい円形状として、スプルロック側の開口部5とノズルタッチ側の開口部3との間は、長さ方向に凹凸のない一様に連続したテーパ形状としたスプルブッシュ1や、同様の構造を具備するピンポイントゲートブッシュなどを用いる。これによってスプル部などの体積が減少し、スプル内壁の表面性が増加して冷却速度が向上するので、材料の歩留り向上と成形サイクル時間短縮が可能となる。
(もっと読む)
樹脂成形用金型およびこの金型を用いて製造される樹脂部品の製造方法
【課題】樹脂製品部分とスクラップ部分の切り離し時にバリの発生を抑制でき、バリ除去工程を不要にして生産性を向上させ、薄い樹脂製品にも対応することができる樹脂成型用金型およびこの金型を用いて製造される樹脂部品の製造方法を提供する。
【解決手段】金型3のゲート5に形成されるノッチ(凸部)を樹脂製品室1に近い箇所に設置することで、切り離しの際にノッチによって樹脂が薄くなった箇所(凹部11)に応力を集中させて、この箇所で切断する。その結果、バリの発生を抑制して樹脂製品部分1とスクラップ部分5を切り離すことができる。また、バリが発生した場合でも、このノッチの設置位置や大きさによってバリ形状などを制御できる。
(もっと読む)
1 - 10 / 517
[ Back to top ]