
国際特許分類[B29C45/28]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | スプルー溝 (706) | その遮断装置 (148)
国際特許分類[B29C45/28]に分類される特許
1 - 10 / 148
金型開閉作動力を用いたバルブ開閉機構
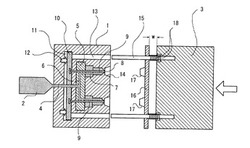
【課題】 駆動例の可動型の移動力と製品突き出し機構を用いて、バルブの開閉を行うことにより、外部のコントローラやエア回路を使わずにバルブ開閉できるようにした金型開閉作動力を用いたバルブ開閉機構の提供。
【解決手段】 固定型1に設けられるキャビティを形成する一方の凹型部14、可動型3の前方に設けられるコアプレート16に、前記凹型部14と係合し、キャビティを形成する他方の凸型部17、固定型1に内設され、常時固定型1の凹型部14に向かって働く押圧力を備えた可動プレート10、可動プレート10に一端を連結されてゲートを開閉するバルブピン9、前記可動型1に設けられてコアプレート10を縦装させた駆動杆15、該駆動杆15を挿込でき、前記可動プレート10に通ずる挿込孔13とより成り、キャビティに通ずるゲート8を射出成形操作の都度、開閉できるようにして成ることを特徴とする金型開閉作動力を用いたバルブ開閉機構。
(もっと読む)
樹脂成形機のバルブスリーブ回転による色替え装置

【課題】バルブピンに配設したスリーブ片の回転により樹脂合流部の位置を変えて滞留部の残留樹脂を新しい樹脂で除去できるようにした色替え装置の提供。
【解決手段】マニホールド2に設けられる横方向の溶融樹脂の流通路3と、この流通路と連通する縦方向の流通路4を備え、前記横方向の流通路3を貫通し、かつ前記縦方向の流通路4内を縦装するバルブピン5を設け、溶融樹脂を前記マニホールド2の横方向の流通路3より縦方向の流通路4を経てゲート8を介してキャビティに射出可能とすると共に、前記バルブピン5のマニホールド2の流通路に挿通させる箇所に管状の樹脂流変更用スリーブ片10を配設し、前記スリーブ片10の端部のマニホールド2の流通路に対応して臨まれる箇所に傾斜面11を設けて溶融樹脂の色替え時にバルブピン5を中心に回転可能に設けて溶融樹脂の流通方向を可変できるようにしたことを特徴とするバルブスリーブ回転による色替え装置。
(もっと読む)
射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法
【課題】 射出成形機の、バルブゲートを開閉するバルブピンの高速作動において、ゲート閉塞時のバルブピンの低速化を意図してゲート損傷を無くすようにした射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法の提供。
【解決手段】 射出操作の都度、ゲート2を開閉するバルブピン3の頭部に有するピストン4をシリンダー5内で作動流体により往復動させてゲート2と通ずるキャビティ内の溶融樹脂を閉塞して冷却固化させて成形できるようにした射出成形機において、前記ピストン4のゲート2側に向う作動流体の作動面4aと、この作動面4aと相対向するシリンダー5の作動流体の流通路との間に設けた作動流体の排出量減少調節機構Aによりシリンダー5の流通路よりの流通量をバルブピン3の先端がゲート開口部に係入前より減少させてバルブピン3のゲート係入速度を遅延させるようにして成ることを特徴とするバルブピンの速度制御装置。
(もっと読む)
射出装置
【課題】射出シリンダを減速させるタイミングに到達した後からの応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出装置には射出シリンダ17を減速させる減速機構Gが設けられている。減速機構Gは、射出シリンダ17の第2ロッド17dと一体移動する作動部材41と、射出シリンダ17に対する作動油の排出用の流路に設けられるとともに、作動部材41の移動に連動して流路を可変に絞る絞り部材44と、を有する。
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】ランナーブロックを有する射出成形装置において、樹脂漏れを防止することができる技術を提供することを課題とする。
【解決手段】図(a)に示すように、ノズルタッチ前には、圧縮コイルばね53、53の作用で固定型側スプル55からブロック側ノズル59が十分に離れている。射出機20のノズル28をブロック側スプル57に押圧する。するとランナーブロック46は押されて図左へ移動する。結果、固定型側スプル55にブロック側ノズル59が当たる。
【効果】ランナーブロックと固定型が密着し、樹脂漏れが解消される。
(もっと読む)
バルブゲート式金型装置
【課題】バルブゲート式金型装置による射出成形によって車両用灯具を構成するカバーレンズを成形するにあたり、形成されるゲートマークが意匠性を損なうことがなく且つ光学的な悪影響を与えることがないようなバルブゲート式金型装置を提供することにある。
【解決手段】カバーレンズ3は、光源から発せられた光を透過して外部に向けて照射する意匠面と、意匠面の縁部から立ち上がって後方のハウジング側に環状に延びる環状部と、環状部の一部のハウジング側端部で屈曲して意匠面と概略同様の方向に延びる段差部とを有し、金型装置20のキャビティ51の、前記カバーレンズにおける段差部を形成する段差部形成領域54にバルブゲート60を設けると共に、バルブゲート60とキャビティ51の、カバーレンズにおける環状部を形成する環状部形成領域53とで挟まれた領域に冷却液が流通する冷却液流路57aを配設した。
(もっと読む)
バルブゲート式金型装置
【課題】車両用灯具を構成するカバーレンズを射出成形するにあたり、成形金型のキャビティに対する溶融樹脂の流動性を良好に確保すると同時に、該カバーレンズ装着の灯具を車両に搭載したときに、バルブゲートのバルブピンの先端部によって残る成形品(カバーレンズ)に対する押圧跡が見栄えを損なうことがないようなバルブゲート式金型装置を提供することにある。
【解決手段】照射光が透過する意匠面と該意匠面から立ち上がり内面にローレットを有する環状の脚部を備えたカバーレンズを成形する金型キャビティ50の、前記カバーレンズにおける脚部のローレットを形成するローレット部形成領域53の該ローレットを形成するローレット形成部83と反対側に、溶融樹脂68の注入を制御するバルブゲート60を設けた。
(もっと読む)
射出成形方法
【課題】多点ゲート方式にて射出成形を行うにあたって、二方向から溶融樹脂材料が流入する場合であってもウエルドの発生を抑制するとともに、仮にそのウエルドの発生が不可避であっても当該ウエルドを目立ちにくいものとする。
【解決手段】バンパーフェイシアBfのバンパーサイド部Sbにはモール溝Mが延在していて、そのモール溝Mの底部に開口部としての複数の係合溝Hが間歇的または不連続で形成されている。バンパーサイド部Sbの成形に際して、矢印D方向からの溶融樹脂材料の流入をもってモール溝Mの末端まで回り込ませるものとする。その後にサイドゲート21から溶融樹脂材料を流入させる。これにより、モール溝mまたはその近傍でのウエルドの発生を抑制する。
(もっと読む)
1 - 10 / 148
[ Back to top ]