
国際特許分類[B29B11/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 材料の成形によるもの (229)
国際特許分類[B29B11/06]の下位に属する分類
国際特許分類[B29B11/06]に分類される特許
1 - 10 / 33
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
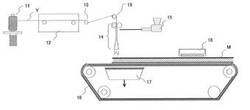
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
天然繊維強化樹脂ストランドの製造方法及び製造装置

【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
冷却装置および冷却方法
【課題】樹脂組成物を効率よく冷却することができる冷却装置および冷却方法を提供すること。
【解決手段】冷却装置1は、シート状に成形された樹脂組成物であるシート材Q2を、その面方向に沿って搬送する搬送手段2と、搬送手段2により搬送されているシート材Q2を冷却する冷却手段3とを備えている。シート材Q2は、冷却手段3で冷却される直前の温度が40〜60℃のものである。そして、冷却手段3は、シート材Q2の冷却速度が0.2〜5℃/秒となるように冷却する冷却能を有している。
(もっと読む)
プリプレグの製造装置及び製造方法
【課題】強化繊維が毛羽立ちなく且つ十分に開繊した一方向強化繊維プリプレグを製造する装置及び方法を提供することを目的とする。
【解決手段】強化繊維束を案内するガイド部と、搬送される強化繊維束を等間隔に揃えるコーム部9と、開繊用ローラー10を用いて強化繊維束を開繊する開繊装置2と、開繊した強化繊維を樹脂含浸用ローラー12を用いて移動させながら樹脂を含浸させて複合化させる樹脂含浸部(ラミネーター3)とを有するプリプレグの製造装置において、該開繊用ローラー10の回転速度が該樹脂含浸用ローラー12の回転速度よりも小さいことを特徴とする。
(もっと読む)
プリフォーム、容器および容器成形方法
容器(23)をブロー成形するためのプリフォーム(1)またはプリフォーム・アセンブリであって、プリフォームまたはプリフォーム・アセンブリは首部分(4)と、首部分に設けられた蓋要素(16)と、首部分内に延在し、プリフォームまたはプリフォーム・アセンブリの内部空間にアクセスを提供する開口部と、を有する。 (もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型
【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
成形コンポーネント
複数の成形コンポーネントを製造する方法は、(a)製造アセンブリにキャリアを提供する工程と、(b)成形コンポーネントをキャリア上に形成する工程であって、成形コンポーネントが、キャリアに固定されてキャリアに沿って移動できる犠牲部分と、犠牲部分から延びる機能部分とを有し、隣接する犠牲部分が、第1の距離で互いに間隔を空けて配置される工程と、(c)キャリアを取込装置に順方向に巻き取る工程と、(d)キャリア及び成形コンポーネントが供給装置の方へ移動するよう取込装置を逆方向に巻き戻す工程であって、成形コンポーネントの1つが、成形コンポーネントが逆方向に移動するのを防ぐラッチに接触し、その結果、隣接する犠牲部分が、第1の距離より短い第2の距離まで共により近くに移動される工程と、を含む。 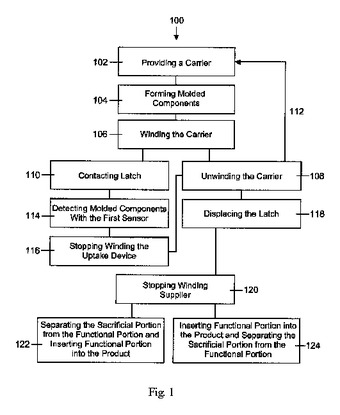 (もっと読む)
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
帯状部材の成形方法及びその装置
【課題】粘着防止シートを用いることなく帯状部材同士の粘着を確実に防止可能な帯状部材の成形方法及びその装置を提供する。
【解決手段】帯状部材BM3の厚さ方向両方の面を粗面状に加工し、その帯状部材BM3に粘着防止剤を付着させるようにしたので、粗面状に加工することにより形成される複数の凹状部分P1に粘着防止剤PWが溜まるとともに、粗面状に加工した面において凸状部分P2以外の部分が外部と接触し難くなり、帯状部材BM3同士を厚さ方向に接触させても、帯状部材BM3同士の間に各凹状部分P1に溜った粘着防止剤PWが確実に配置されるとともに、帯状部材BM3同士が直接接触する面積が小さくなる。即ち、粘着防止シートを用いることなく帯状部材BM3同士の粘着を確実に防止可能であり、生産効率の向上を図る上で極めて有利である。
(もっと読む)
1 - 10 / 33
[ Back to top ]