
国際特許分類[B29C45/23]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出ノズル (188) | 供給停止装置 (41)
国際特許分類[B29C45/23]に分類される特許
1 - 10 / 41
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
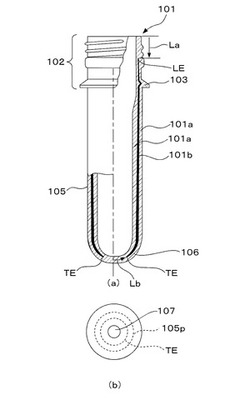
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
樹脂流路開閉機構及びその制御方法

【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
射出成形機のシャットオフノズル及び射出成形機
【課題】ロータリバルブの動作不良が発生し難い射出成形機のシャットオフノズル及び射出成形機を提供する。
【解決手段】バルブピン39は、長さ方向の略中央で、かつその軸線の延びる方向とは直交して延びるようにして形成された貫通孔39Aと、貫通孔39Aの両側においてその軸線方向に延びるようにして形成された平板状の溝部39Bと、両端部に形成された連結溝39Cと、を備えている。ノズルのバルブピン用貫通孔の内周面とバルブピン39の外周面との隙間に侵入した溶融樹脂は、シャットオフノズル駆動装置によりバルブピン39が回動される度にその外周面に形成された溝部39Bによって外周方向に流動させられて滞留することがなく、また、その一部がバルブピン用貫通孔の内周面とバルブピン39の外周面との隙間から外部に流出し、その部分での溶融樹脂の滞留・固化が防止できる。
(もっと読む)
発泡成形用射出成形機の射出装置
【課題】計量樹脂溜め部内に蓄えられた溶融樹脂への物理発泡剤の拡散を迅速化する。計量樹脂溜め部に供給された物理発泡剤のスクリュー本体側への逆流を防止する。
【解決手段】加熱筒ヘッド内に、少なくとも一部が多孔質材料をもって形成され、該多孔質材料をもって形成された部分に前記樹脂通路の一部を構成するセンタ孔が開設されたスリーブを内蔵し、該スリーブの外周部分に物理発泡剤の導入空間を形成すると共に、前記加熱筒ヘッドに前記物理発泡剤供給ノズルを取り付け、該ノズルから供給される物理発泡剤を前記物理発泡剤の導入空間内に噴射し、該導入空間内に噴射された前記物理発泡剤を、前記多孔質材料が有する微細な空孔を通して前記加熱筒ヘッドに開設された樹脂通路内に供給する。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、ノズル30の流路31から成形材料Sを成形型10内に射出する。流路31には絞り部32が形成されている。流路調節部材50は、流路31内に配置され、絞り部32との間の距離の変化に伴い絞り部32との間の流路31の断面積を変更する。ネジ機構8は、ノズル30の回転により、流路調節部材50に対してノズル30を変位させる。回転手段60は、ノズル30を回転させて、絞り部32と流路調節部材50との間の距離を変化させる。
(もっと読む)
射出成形機のロータリ式シャットオフ弁
【課題】ロータとロータケーシングとの間の摩耗が少なく、また密着度が調節できる射出成形機のロータリ式シャットオフ弁を提供する。
【解決手段】ロータ(22)の軸受装置を、ロータケーシング(10)に装着されるオイルレス金属製の円筒状の軸受リング(30)と、断面が楔形の隙間調整リング(31)と、調整ナット(27)とから構成する。調整ナット(27)により、隙間調整リング(31)を軸受リング(30)とテーパ部(24)との間に押し込む。押し込む位置により、軸受リング(30)と隙間調整リング(31)との間の密着度あるいは隙間、および隙間調整リング(31)とロータのテーパ部(24)との間の密着度あるいは隙間を調整する。
(もっと読む)
ノズル封止板を備えた射出成形機及び射出成形機の成形運転開始方法
【課題】、成形サイクルの最初の回から良品成形が可能となる射出成形機およびその射出成形機の成形運転開始方法を提供すること。
【解決手段】射出ユニットのシリンダの先端部に設けられたノズルから金型のキャビティに樹脂を射出する射出成形機のノズルを封止する封止位置とノズルを封止しない退避位置に移動可能なノズル封止板を備えた射出成形機の成形運転開始方法において、背圧を掛けて、計量位置まで手動計量を行ったかを判断し、手動計量を行った場合には、連続成形運転を開始し、連続成形運転を開始し、手動計量を行っていない場合には、ノズル封止板をノズル封止位置まで移動し(SA01,SA02)、ノズル封止板にノズルタッチするまでシリンダを移動させ、手動計量を開始し、ノズル封止板からノズルのノズルタッチ解除するため、シリンダを所定距離後退させ(SA03〜SA06)、ノズル封止板を退避位置へ移動させ、連続成形運転を開始する(SA07,SA08)。
(もっと読む)
トーピード
【課題】射出圧力を生じさせる射出装置を小型化しても、キャビティに連通するゲートをスムーズに開放させることができるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように形成された本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ニードルピン20は、溶融樹脂Mから射出圧力を受けるとゲート42を開放し易いように多段状20a、20bに形成されている。
(もっと読む)
トーピード
【課題】ペレットの可塑化の効率をより向上させることができつつ、ブレードを簡便に加工できるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように外面にブレード14が形成された略円柱状の本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ブレード14は、本体10の軸方向に沿うように、本体10の周方向に均等を成すように、且つ、その軸方向の途中位置を境に本体10の周方向において互い違いを成すように複数形成されている。
(もっと読む)
射出成形機及び成形品の製造方法
【課題】ノズルの流路の断面積を容易に変更して、ノズルの流路から成形型内に射出する成形材料の温度を精度よく制御する。
【解決手段】射出成形機1は、流路31に絞り部32が形成されたノズル30を備え、流路31から成形材料Sを成形型10内に射出して成形品を製造する。成形材料Sの射出時に、射出成形機1は、ノズル30を成形型10に当接させ、流路31内に配置された流路調節部材50と絞り部32との間の距離を変化させて、絞り部32と流路調節部材50との間の流路31の断面積を調節する。射出成形機1は、絞り部32と流路調節部材50との間の流路31を通して成形材料Sを成形型10内に射出する。
(もっと読む)
1 - 10 / 41
[ Back to top ]