
Fターム[4F208LG04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 両端開口のもの (43)
Fターム[4F208LG04]に分類される特許
1 - 20 / 43
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
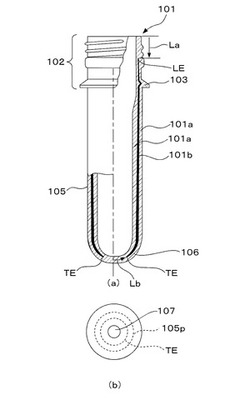
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
ブロー成形品の製造方法

【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】内蔵部品を有するブロー成形品の製造において、歩留まりの良いブロー成形をすることができるブロー成形装置及び方法を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20とパリソン挟持装置30と内蔵部品保持装置40を有する。パリソン挟持装置30は、パリソンエキスパンダ31とパリソン外側挟持板32を有する。内蔵部品保持装置40は、内蔵部品気密ガイド筒42と内蔵部品保持棒41を有する。パリソン8の下端を複数のパリソンエキスパンダ31で拡張し、パリソンの下端に内蔵部品気密ガイド筒42の上端を挿入した後に、内蔵部品気密ガイド筒42の上端と、パリソン外側挟持板32でパリソン8の下端を挟持し、プリブロー成形する。内蔵部品10をパリソン内に位置させて、パリソン8と内蔵部品10がスライドコア26で挟持された後に、内蔵部品保持棒42がブロー成形金型20から抜け出る。
(もっと読む)
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
コールドパリソン方式による軟質樹脂用ブロー成形方法
【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、パリソンの流れ方向に対して並行に直線移動させることにより、このリニアセンサからのパリソンに関する変化量を用いて、パリソンを測定することを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(22)の側面(23)に対応した位置に配設した複数のリニアセンサ(60a)を用い、各リニアセンサ(60a)をパリソン(22)の流れ方向(A)に対して並行に直線移動させ、各リニアセンサ(60a)から得られたパリソン(22)の変化量(70)からパリソン長、ドローダウン量及びパリソンスウェルの何れか又は全てを測定する方法と構成である。
(もっと読む)
プリフォームの加熱方法
【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
パリソン移送方法及び装置
【課題】本発明は、一対の移送アームのピンチ板でパリソンをピンチし、一対のパリソン変形体でパリソンの各曲折部を押すことにより、パリソンの下部に開口を形成して移送することを目的とする。
【解決手段】本発明によるパリソン移送方法及び装置は、パリソン(P)の上部を移送アーム(50,51)のピンチ板(50a,51a)でピンチし、各移送アーム(50,51)の動作方向(A)とは異なる方向に移動する一対のパリソン変形体(52,53)のロッド(60,61)によって前記ピンチ時に偏平状となったパリソン(P)の各曲折部(P1,P2)を押すことにより、開口(70)を形成した状態で金型に移送する方法と構成である。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
パリソンの肉厚調整装置
【課題】任意のパリソンの長手方向位置かつ周方向位置のみの肉厚を変化させるパリソンの肉厚調整装置において低コスト化を図る。
【解決手段】下端周りに第1傾斜面6を有するコア2と、コア2の外側に配置され、下端周りに第1傾斜面6と対向する第2傾斜面7を有するダイ3と、を備え、第1傾斜面6と第2傾斜面7との間でパリソンの環状傾斜流路8およびパリソン射出口9が形成され、コア2とダイ3とを上下方向に相対移動させることによりパリソンの上下方向の肉厚を変化させるパリソンの肉厚調整装置1において、パリソン射出口9に至る環状傾斜流路8の周方向の一部に、コア2およびダイ3の相対移動方向と平行に延在する直進流路10を設けた。
(もっと読む)
パリソン移送方法及び装置
【課題】本発明は、1対の挟持部に少なくとも1個の固定ブロックと回動自在な1対のブロックを設け、各挟持部の接近により、各ブロックによってパリソンの上部の外周を挟持して移送することを目的とする。
【解決手段】本発明によるパリソン移送方法及び装置は、1対の挟持部(50,51)に少なくとも1個の固定ブロック(54,55)及び回動可能な1対の第1ブロック(61,61)を設け、各挟持部(50,51)を前進させ、固定ブロック(54,55)と各第1ブロック(61,61)間にパリソン(P)の外周(P2)が挟持された状態でパリソン(P)を移送する方法と構成である。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
1 - 20 / 43
[ Back to top ]