
Fターム[4F202AA29]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリアミド(←蛋白質) (143)
Fターム[4F202AA29]の下位に属するFターム
全芳香族ポリアミド (1)
Fターム[4F202AA29]に分類される特許
1 - 20 / 142
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
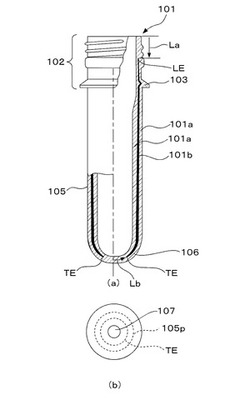
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
インサート成形品の製造方法

【課題】インサート成形品の樹脂材料からなる部分にヒケが発生することを防止もしくは抑制しつつ、離型性の向上を図ることができるインサート成形品の製造方法を提供すること。
【解決手段】多孔質材料からなりインサート成形品の樹脂成形部を成形する空間部分が成形された入れ子部材531,532を着脱可能に装着された成形型5を用い、あらかじめ入れ子部材531,532に離型剤を浸透させておき、インサート成形品の樹脂成形部13に埋め込まれる所定の部材(=端子金具11と電線12)を成形型5の内部に配設し、ヒケや気泡が発生しない圧力条件で樹脂材料を射出および保圧して所定の部材(=端子金具11と電線12)を樹脂成形部13の内部に埋め込む。
(もっと読む)
加熱コイルを備えた樹脂成形型
【課題】板状の底部から深絞り状に一方側へ大きく突出部が設けられた樹脂成形体を成形する樹脂成形型であって、型面全体を短時間で加熱できると共に型面全体における温度のバラツキを小さくでき、しかも簡素な構成の樹脂成形型を提供する。
【解決手段】板状の底部11と、底部11の一部から一方側に突出した筒状の突出部12と、突出部12の先端を閉塞する頂部13と、を有する樹脂成形体10を成形可能であり、成形体10を成形する型面21の近接位置に加熱コイル25を配設し、加熱コイル25により型面21を誘導加熱しつつ樹脂を成形する樹脂成形型20であり、型面21が、底部11を形成する底部型面22と、突出部12を形成する突出部型面23と、頂部13を形成する頂部型面24とを有し、加熱コイル25を、底部型面22と突出部型面23と頂部型面24とに連続して配設し、頂部型面24に加熱コイル25と共に、加熱コイル25に近接して頂部コア26を配設している。
(もっと読む)
化成処理溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体であって、めっき鋼板と熱可塑性樹脂組成物の成形体との接合性に優れる複合体を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は15〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板のめっき層表面に、有機樹脂を含む膜厚0.5μm以上の化成処理皮膜を形成する。得られた化成処理溶融Zn−Al−Mg合金めっき鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型
【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
ボタン機能を備えたファンクショナルユニット
【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
配線ユニットの製造方法
【課題】工程を簡素化し部品点数を低減する配線ユニットの製造方法を提供する。
【解決手段】配線ユニットの製造方法は、一次成形工程とターミナル挿着工程とを含む。一次成形工程では、一次成形体11を樹脂で成形する。一次成形体11には、互いに略直交する下層溝部21および上層溝部22が形成される。電気的導通のための配線部材であるターミナル41は下層溝部21に挿着され、ターミナル42は上層溝部22に挿着される。下層溝部21と上層溝部22とが交差する部位では、ターミナル41とターミナル42とが溝部21、22の深さ方向に互いに間隙を有するように積層する。これにより、従来技術のように各ターミナルを一次成形体にインサート成形することなく、一つの一次成形体に複数層のターミナルを挿着することができるため、工程を簡素化することができ、一次成形体の部品点数を減らすことができる。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
発光ユニット
【課題】より簡便な構成で、信頼性のより高い発光ユニットを提供する。
【解決手段】一端10a側に設けられた光学レンズ部1aと他端10b側に設けられた窪み部1bとを備え透光性材料により一体に形成されたユニットボディ1と、該ユニットボディ1の窪み部1b内に収納され光学レンズ部1aを介して光を放出させる固体発光素子たるLED2を備えた実装基板3と、LED2と電気的に接続され窪み部1b内から導出された電線4と、ユニットボディ1の窪み部1b内に収納された実装基板3と電線4の一部とを窪み部1b内に封止する封止樹脂部5とを有する発光ユニット10であって、封止樹脂部5は、他端10b側から実装基板3側に向かって落ち窪んだ複数個の凹部5a,5bを有する。
(もっと読む)
熱可塑性樹脂成形加工機用洗浄剤
【課題】熱可塑性樹脂成形加工機内の着色樹脂等の樹脂を短時間で効率的に洗浄することを目的とした熱可塑性樹脂成形加工機用洗浄剤を提供すること。
【解決手段】熱可塑性樹脂を97〜55重量%、界面活性剤を1〜15重量%及びガラス繊維を2〜30重量%含む熱可塑性樹脂成形加工機用洗浄剤であり、熱可塑性樹脂成形加工機の洗浄に使用したときに、該熱可塑性樹脂成形加工機から排出されたパージ塊中に存在するガラス繊維の平均残存繊維長が0.5mm以上である、熱可塑性樹脂成形加工機用洗浄剤による。
(もっと読む)
1 - 20 / 142
[ Back to top ]