
Fターム[4F206AG07]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 中空体一般 (338)
Fターム[4F206AG07]に分類される特許
1 - 20 / 338
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
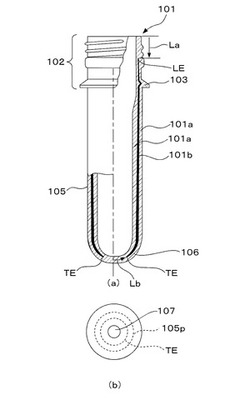
細胞培養容器の製造方法
【課題】本発明は、機能性有機化合物層を有する機能性基体と、容器本体部材との、超音波溶着や射出成形などの熱及び圧力を伴う接合方法において、機能性有機化合物層の機能を維持しながら接合する技術を提供する。
【解決手段】本発明の方法の第一の実施形態は、樹脂製の容器本体部材(101、102、103、105、106)と、樹脂製の基材層(502)及び機能性有機化合物層(501)を備える機能性基体(140)とを、前記部材の表面と、機能性基体の基材層又は機能性有機化合物層の周縁部(640又は610)の表面とが接する部位において、超音波溶融、インモールド成形等の手段により、樹脂を溶融一体化して接合する工程を含む。
(もっと読む)
ポリエステル樹脂組成物及びこれを成形してなる樹脂製基体
【課題】
優れた耐衝撃性、耐薬品性、ハイサイクル性、寸法安定性、流動性、金属調の高級感のある光沢・深み・色調の意匠性を兼備した樹脂製基体の提供。
【解決手段】
ポリエステル樹脂組成物をガスアシスト成形法で成形してなる中空樹脂成形体の表面に金属蒸着層とハードコート層をこの順に設けてなる樹脂製基体であって、前記ポリエステル樹脂組成物が、ポリエステル樹脂(A)、ポリカーボネート樹脂(B)、熱可塑性エラストマー(C)を所定量含有し、熱可塑性エラストマーが特定のコア/シェル型グラフト共重合体である樹脂製基体。
(もっと読む)
射出成形体の製造方法
【課題】 冷却期間の長期化を抑えつつもより設計値に近い形状の射出成形体を製造し得る射出成形体の製造方法を提供することを目的とする。
【解決手段】 型締状態にある第1金型及び第2金型によって形成されるキャビティに、溶融状態にある熱可塑性樹脂を射出する樹脂射出工程P2と、前記キャビティに加圧気体を注入し、前記加圧気体によって、前記熱可塑性樹脂の内部に中空部を形成させた後に前記熱可塑性樹脂を突き破らせ、前記キャビティに連絡される経路と前記中空部とを連通させる加圧気体注入工程P3と、前記熱可塑性樹脂が突き破られた時点から所定の期間が経過する以前に前記加圧気体の注入を停止し、前記期間が経過するまで前記経路を閉塞した状態で、前記冷却用媒体の注入を待機する保圧工程P4と、前記期間が経過した以後に、前記経路を開放し、前記中空部に前記冷却用媒体を経由させる冷却工程P6とを備える。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
改良型プラスチック・プリフォーム
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
車両用ドアハンドル及び車両用ドアハンドルの製造方法
【課題】本発明の課題は、中空部を設けた車両用ドアハンドルを形成する場合に、ガス注入口部分の貫通孔を塞ぐために別部品を別工程で取付ける必要がなく、同一金型内にて貫通孔を塞ぐことができ、安価で丈夫な車両用ドアハンドル及び車両用ドアハンドルの製造方法を提供することにある。
【解決手段】封止工程では、ガス注入工程と同一の金型内でガス30注入と同一の位置から貫通孔14を封止するための封止樹脂21が注入される。この封止樹脂21を注入することで、ガス30注入のための貫通孔14を塞ぐことができる。このとき、貫通孔14を封止するための封止樹脂21の注入量は、中空部17側の開口縁の周辺17aまで回り込むだけの量が注入される。
(もっと読む)
樹脂成形体、曲管射出成形用型及び曲管射出成形方法
【課題】屈曲パイプ部に流体を通すための供給パイプ及び排出パイプを接続しても容器部の経時的な形状変化を抑えることができる樹脂成形体、この樹脂成形体を形成するための曲管射出成形用型及び曲管射出成形方法を提供することを目的とする。
【解決手段】樹脂成形体1は、容器部2と、中空の屈曲パイプ部3と、中空のノズル部4とが一体形成されて、屈曲パイプ部3とノズル部4とが連通されている。屈曲パイプ部3の胴部3aは、容器部2の底部4に接続されており、屈曲パイプ部3の一対の端部3bは、容器部2の側部6の内壁面6aに接続されている。ノズル部4は、側部6の外壁面6bに接続されているとともに、側部6に形成されたフランジ部7に接続されている。そして、フランジ部7には、フランジ部7の肉厚を薄くする肉盗み部10bが形成されている。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
樹脂製中空体の製造方法、および空気流量測定装置
【課題】空気流量測定装置の筐体2として利用する樹脂製中空体1をDSI法により製造するにあたり、中空6を仕切る仕切り壁12の空気漏れ防止に対する信頼性を高める。
【解決手段】DSI法の1次成形工程では、仕切り壁12を構成する接合縁20ai、20biにそれぞれ線状の溝21を設け、型移動工程では、接合縁20ai、20biを当接させることにより、2つの溝21を併せた線状の空洞23iを形成する。そして、2次成形工程では、空洞23iに溶融樹脂を充填して線状の2次モールド部24iを成形することで接合縁20ai、20biを溶着接合して仕切り壁12とする。これにより、2次モールド部24iを、空気の通路7に沿わせることができるので、仕切り壁12の空気漏れ防止に対する信頼性を高めることができる。
(もっと読む)
射出成形用金型
【課題】金型キャビティ内に先に射出充填された溶融樹脂の表面に形成されるスキン層(冷却固化層)が強固な場合においても、該溶融樹脂内に、他の流体を確実に充填・注入可能な射出成形用金型を提供する。
【解決手段】金型キャビティ内に、第1流体を流入させる第1流体流路と、第2流体を流入させる第2流体流路と、第2流体流路の金型キャビティ内に連通する開口部分に進退自在に配置され、前進状態においては、第2流体流路の開口部分をシールさせると共に、先端部を金型キャビティ内に所定量突出させ、後退状態においては、第2流体流路の開口部分を開放させると共に、先端部を前記金型キャビティ外に退避させ、先端部の形状が、その進退方向と直交する断面積を、その前進方向に漸次、減少させる形状であるシールピン機構と、を備える射出成形用金型によって達成される。
(もっと読む)
広口減圧吸収容器
【課題】 本発明は、容器の底部に設けた減圧吸収機能部により十分に大きくかつ確実な減圧吸収作用を得ることにより、減圧に対して安全にかつ適正に対応する容器を提供することを目的とする。
【解決手段】 口筒部3と胴部3と底部8を有する容器本体1の本体部分を構成し、底部8の底板部10に形成された開放部11を塞いでインモールド材である柔らかい底フィルム12を設け、周端部を底板部10に密に接合した底フィルム12の撓み変形により、大きな減圧吸収能力を確実に得る。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法
【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
インモールドラベル容器およびその製造方法
【課題】ガスバリヤー性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部1とを備えている。胴部11は内面ラベル5と、外面ラベル6と、内面ラベル5と外面ラベル6との間の射出樹脂8とを有し、底部12は底部ラベル7と、底部ラベル7上の射出樹脂8とを有している。内面ラベル5の内面間隙5Bと、外面ラベル6の外面間隙6Bは、周方向に関し、互いにずれている。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
加飾成形品、加飾成形品の製造方法、および加飾フィルム
【課題】マイクロクラックの発生を抑制し、高品質な金属光沢調を有する加飾成形品等を提供することが求められていた。
【解決手段】基材フィルムの一方の面に、順に一層以上からなる金属膜または無機酸化物膜からなる光学反射層、少なくとも一層以上のインキ層からなる加飾フィルムの前記インキ層上に熱収縮層を形成してプレフォームし、さらに熱収縮層を剥離した加飾フィルムをインサートして成形樹脂を射出成形する加飾成形品の製造方法、成形樹脂の表面に、順に熱収縮層、インキ層、金属膜または無機酸化物膜からなる光学反射層、基材フィルムからなることを特徴とする加飾成形品、加飾フィルム等を提供する。
(もっと読む)
1 - 20 / 338
[ Back to top ]