
Fターム[4F202AA19]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリビニルアルコール系(ビニルアセタール、エチレン−ビニルアルコール、エチレン酢酸ビニル共重合体ケン化物) (27)
Fターム[4F202AA19]に分類される特許
1 - 20 / 27
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
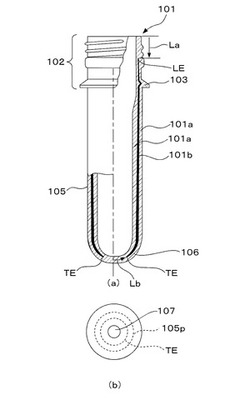
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
保温又は保冷容器

【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
成形体の製造方法
【課題】エジェクタピンやシール材を必ずしも使用せず、金型形状を複雑にしないことにより金型のコストを抑えつつ、かつ、離型不良を発生させずに、成形体を金型から手際よく離型させる方法を提供する。
【解決手段】まず、芯材2を挿入した金型10に原料1を充填し、原料1を加熱乾燥固化させる。その後、芯材2を金型10から引き出し、内部空間Nを形成する。次に、成形後の内部空間Nに気体を流入させることにより、成形体3の外面と金型10の内面との間に、成形体3を透過させた気体が介在して、成形体3を離型させる。
(もっと読む)
3次元成形回路部品の製造方法
【課題】枠型の基体の上側表面、下側表面、及び内壁の面に跨る導電性回路と、この基体の外壁の全表面に亘たるシールド層とを同時に形成する。
【解決手段】絶縁材からなる枠型の基体1の表面に導電性回路2となる部分及びシールド層3となる部分を残して被覆材6を射出成形し、触媒付与後に、この被覆材を溶出除去する。被覆材6で覆われていなかった部分に、無電解めっきを選択的に行なう。導電性回路2となる部分は、基体1の周囲壁12の上側表面12a、下側表面12b、及び内壁面12cに金型の内側面を当接させて、被覆材6で覆われないようにして形成する。シールド層3は、基体1の外壁面12dの全表面に金型の内側面を当接させて、被覆材6で覆われないようにして形成する。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品内のエア残りを低減し、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内にエアを注入し続ける。そして、発泡樹脂材料Mを製品キャビティC内に射出充填した後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作して、金型外周に配置したシール部70から外部にエアを排出することにより、製品内のエア残りを解消でき、外観不良をなくすとともに、隣接部品との合わせ精度を高める。
(もっと読む)
プラスチック製柱状物の製造方法並びにその製造方法で得られたプラスチック製柱状物並びにそのプラスチック製柱状物を用いたレンズ駆動制御型画像安定化法を用いた撮像装置
【課題】両端に曲面を備えるプラスチック製の柱状物を製造する際に、当該柱状物の両端の曲面の形状精度が良好な柱状物を簡便に成形する方法を提供する。
【解決手段】上記課題を解決するため、まず、両端に曲面を含む成形空間(キャビティ)を備える金型を用いてプラスチックを射出成形し、プラスチック製柱状物形状を複数備えるプラスチック成形体を製造する。その後、このプラスチック成形体に切り離し空間を設けて軸部12を形成し、両端に曲面を備えるプラスチック製柱状物10を得る。このプラスチック製柱状物を、レンズ駆動制御型画像安定化法を用いた撮像装置の可倒ピン10として使用することとで、レンズ駆動制御型画像安定化法での画像安定化品質を容易に向上させることが可能になる。
(もっと読む)
空気入りタイヤの加硫方法
【課題】インナーライナーを熱可塑性樹脂又は熱可塑性エラストマー組成物で形成した未加硫タイヤを加硫成形するときに、生産性を維持しながら、インナーライナーを損傷しないようにした空気入りタイヤの加硫方法を提供する。
【解決手段】上下のプラテン1,2間に上型11と下型12を配置した加硫金型10に、熱可塑性樹脂又は熱可塑性エラストマー組成物からなるインナーライナーを備えた未加硫タイヤTを挿入し、その内側に挿入したブラダー16を加熱流体の圧入により膨張させて加硫成形するときに、ブラダー16内部の温度を前記インナーライナーの構成材料の融点より5℃以上低くすると共に、プラテン1,2の温度を加硫成形サイクルの前半と後半とを変化させ、加硫前半のプラテン温度を前記融点より15℃以上高くし、加硫後半のプラテン温度を前記融点より5℃以上低くしたことを特徴とする。
(もっと読む)
医薬活性剤の経口デリバリーデバイスの調製のための射出成形法
【課題】デバイスの外側とコアを連絡する1つまたはそれ以上の開口部を含む被膜により被覆された、医薬活性剤を含むコアを含むデリバリーデバイスの製造方法であって、該コアの周囲に該コーティングを射出成形することにより被膜を施すことを特徴とする方法を提供する。
【解決手段】医薬活性剤を含むデバイス7のコア1を調製すること;金型キャビティー内に該コアを置き、コア1を取り囲むこと(ここに、該金型キャビティーは被膜の要求寸法を規定し、また、好ましくは、1つまたはそれ以上の開口部8の要求位置、形状および寸法を規定する);該金型キャビティーに成型可能な流動材料を注入すること;材料を硬化させて、それにより被膜6を形成すること;形成したデバイス7を金型キャビティーから分離すること。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】自動車用燃料タンクの内部の所定位置に確実に内蔵部品を保持することができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内臓部品保持装置は、内蔵部品20を保持する複数の保持棒51、52を設けた。保持棒はブロー成形金型40が開いたときに、キャビティー41に対向する位置に内蔵部品を保持し、ブロー成形金型が閉じたときにパリソン8の内部に内蔵部品が位置し、ブロー成形金型から抜け出るように進退自在に構成される。保持棒51、52は先端に行くにつれてその径が細くなるように形成され、内蔵部品20に形成された挿入孔27に挿入され、内蔵部品20を保持した自動車用燃料タンクの製造装置である。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
塗装成形品および塗装成形品の製造方法
【課題】樹脂塗料などの被覆材料の密着性に優れる、ポリ乳酸系樹脂組成物からなる塗装成形品およびその塗装成形品の製造方法を提供すること。
【解決手段】ポリ乳酸系樹脂(a)と、酢酸ビニル単位30重量%以上を含むエチレン−酢酸ビニル共重合体(b)と、を含有するポリ乳酸系樹脂組成物を成形して成形品を作製し、この成形品の表面を樹脂(c)で被覆することによって、樹脂(c)の密着性に優れる塗装成形品を得る。そして、この塗装成形品は、業務用食器や家庭用食器などの食器類、お盆、コップ、キャップなどの日用品、電気・電子部品、建築土木部材、自動車部品、または包装資材などの各種実用品に有効に利用することができる。
(もっと読む)
中空構造体形成用基板及びこの中空構造体形成用基板の製造方法及びこの中空構造体形成用基板を用いた中空構造体の製造方法
【課題】ガス貯留空間に貯留されているガスをガス貯留空間の外部に向かって導出する開口を構成する開口周壁の強度の向上を図ることができかつ中空構造体の各中空部の容積及び各中空部を画成する膜厚の均一化を図ることができる中空構造体形成用基板を提供する。
【解決手段】本発明の中空構造体形成用基板は、塑性変形可能な材料を用いて塑性変形膜24が形成される表面23”と、規則的に配列された複数個のガス貯留空間21と、各ガス貯留空間22に臨む開口22bと表面23”に臨む開口22aとを有して各ガス貯留空間22に存在するガスを減圧環境条件のもとで表面23”に向かって導出するガス導出部22とからなり、両開口の間が塑性変形可能な材料の浸入を阻止する浸入阻止空間22cとなっている。
(もっと読む)
成形金型
【課題】極めて高品質のパルプ成形品を得ることができる実用性に秀れた成形金型を提供する。
【解決手段】成形品5を成形する成形金型であって、該成形金型は対向する一対のキャビ型1とコア型2とから成り、このキャビ型1及びコア型2の対向面3・4には、前記成形品5となる材料が充填されるキャビティ6を形成するキャビ入れ子7とコア入れ子8とが夫々着脱自在に設けられており、前記キャビ型1と前記コア型2には、前記キャビ入れ子7及び前記コア入れ子8と外部とを断熱する断熱部材11・12が夫々設けられているもの。
(もっと読む)
界面活性剤を用いて、シリコーンヒドロゲルの眼科用レンズを浸出させ、かつ、離型させるための方法およびシステム
【課題】本発明は、浸出補助剤および離型補助剤として、水溶液を用い、ヒドロゲルレンズを処理するための方法およびシステムを提供する。
【解決手段】本発明は、界面活性剤を用いて、シリコーンヒドロゲルの眼科用レンズを浸出させ、かつ、離型させるための方法およびシステムを含む。
(もっと読む)
タイヤの製造方法
【課題】タイヤのガスバリア層同士のジョイント部をなくすことにより、タイヤのユニフォミティに優れ、ジョイント部からのエア洩れ及びジョイント割れに起因するエア洩れを防止でき、軽量化とガスバリア性の向上とを同時に達成し得るタイヤの製造方法を提供する。
【解決手段】未変性又は変性エチレン−ビニルアルコール共重合体を溶媒に溶解し、溶液とする工程と、未加硫タイヤに該溶液を塗布し、塗膜を形成する工程と、該塗膜を乾燥処理し、未加硫タイヤにガスバリア層を形成する工程と、未加硫タイヤを加硫する工程とを含むタイヤの製造方法である。
(もっと読む)
プライバシーフィルムの製造方法
プライバシーフィルムの製造方法は、一般に、高分子材料を提供する工程と、高分子材料を、特定の幾何学形状をもつほぼ平行な細長い複数のチャネルを含む微細構造の金型上に堆積させる工程と、高分子材料を微細構造の金型のチャネルに流れ込むように誘導する工程と、チャネルの内側で高分子材料を固化させて、高分子ベースシートによって互いに連結された複数の光誘導要素を得る工程と、微細構造の金型からプライバシーフィルムを引き離す工程とを含む。 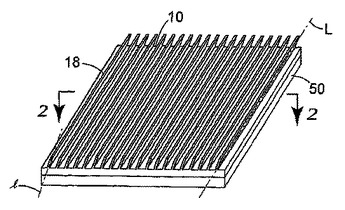 (もっと読む)
(もっと読む)
合成樹脂射出成形品の成形方法及び射出成形金型装置
【課題】 ガス抜きが確実にできてガス焼けやショートショットを防止する。
【解決手段】 複数の一次射出成形用キャビティ部8に第一の樹脂10を射出して複数の一次射出成形部1を成形する。次に、スライドコア7を後退させて隣合う一次射出成形部1の端部間に跨る二次射出成形用キャビティ部13を形成する。次に、二次射出成形用キャビティ部13に第二の樹脂14を射出して二次射出成形部2を形成すると共に二次射出成形部2の両側の重複部3bを隣合う一次射出成形部1の各重複面12に重複一体化させる。二次射出成形用のゲート16を、距離を隔てて隣合う一次射出成形部1間に位置する金型部6の部位の幅方向の略中央で且つ幅方向と直交する方向に複数設ける。隣合う二次射出成形用のゲート16を結ぶ線の略中間位置に対応する金型部6の部位又はスライドコア7の部位にガス抜き部9を設けてガス抜きをする。
(もっと読む)
1 - 20 / 27
[ Back to top ]