
Fターム[4F206AR11]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 時間、時期 (291)
Fターム[4F206AR11]に分類される特許
1 - 20 / 291
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
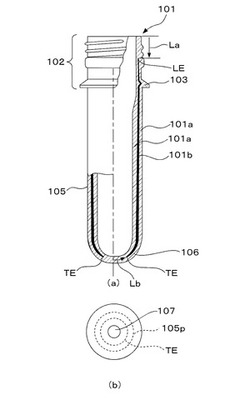
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
成形方法
【課題】ハンドリング性に困難な熱硬化性樹脂組成物からなるタブレットを用いる場合に、搬送時や成形機への供給時にトラブルを出すことなく安定した生産を継続できる成形方法を提供することである。
【解決手段】 熱硬化性樹脂組成物を打錠して得られる円柱状タブレットを、温調していないタブレット供給装置あるいは搬送装置を介してトランスファー成形用金型のポット内に投入して成形する成形方法であって、供給装置あるいは搬送装置に冷却して表面温度を−40℃から10℃とした円柱状タブレットを充填時点からトランスファー成形用金型のポット内に投入するまでの時間が2分以内でることを特徴とする成形方法。
(もっと読む)
射出成形装置

【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
樹脂封止装置
【課題】比較的大容量で樹脂特性が同一若しくは異なる多様なワークに応じた最適な条件でトランスファ成形を行うことが可能な汎用性の高い樹脂封止装置を提供する。
【解決手段】マルチプランジャユニット16は、ワークに応じて少なくとも下型用ポット14内の樹脂を第1のタイミングで送り出す下型プランジャ14aとそれより遅い第2のタイミングで上型用ポット15内の樹脂を送り出す上型のプランジャ15aを駆動するプランジャ駆動部17を備えている。
(もっと読む)
射出成形機の計量制御装置
【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
樹脂封止装置と樹脂封止装置の制御方法
【課題】待機時の消費電力、特に、金型ヒータの消費電力を削減できる樹脂封止装置と樹脂封止装置の制御方法を提供する。
【解決手段】金型ヒータ23を有する金型22と、金型22に基板3を供給する材料供給ユニット10と、材料供給ユニット10の基板3を金型22に搬入すると共に、金型22から成形された基板3を搬出する搬送ユニット36と、生産を中断中の金型22の待機時間中に、金型ヒータ23をオフにした後、待機時間の経過前に金型22が所定温度に達すように金型ヒータ23をオンする制御手段51,54とを備えた樹脂封止装置1において、制御手段51,54は、生産を中断中の金型22の待機時間から金型22の昇温時間を差し引いた金型ヒータ23の加熱待機時間の経過後に、金型ヒータ23をオンする。
(もっと読む)
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
光半導体素子搭載用基板及びその製造方法、並びに光半導体装置
【課題】成形の工程の簡略化を可能にする熱硬化性樹脂組成物を用いた光半導体素子搭載用基板及びその製造方法、並びに、光半導体装置を提供すること。
【解決手段】底面及び内周側面から構成される凹部を有するとともに該内周側面を形成する樹脂成形品を有し、該底面が光半導体素子搭載領域である光半導体素子搭載用基板であって、前記樹脂成形品は、エポキシ樹脂及び硬化剤を含有する熱硬化性樹脂組成物から形成することができ、当該熱硬化性樹脂組成物を金型温度180℃、硬化時間90秒の条件でトランスファー成形して得られる硬化物の硬化度が、150℃、3時間の加熱によって更にアフターキュアされた後の当該硬化物と実質的に同等である、光半導体素子搭載用基板。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
自動給脂方法及び給脂装置
【課題】電動射出成形機の被給脂箇所に、定量バルブを使用して給脂するとき、グリス圧送ポンプの無駄な稼働を防止できる、自動給脂方法を提供する。
【解決手段】設定時間グリス圧送ポンプ(41)が稼働している間に、吐出されるグリスの圧力により前回蓄積されている所定量のグリスが被給脂箇所(U、U、…)に給脂され、前記グリス圧送ポンプが停止しグリスの圧力がなくなると、次回吐出される所定量のグリスが蓄積されるようになっている定量バルブ(50。50、…)を使用して電動射出成形機の被給脂箇所に給脂するとき、前記設定時間を周囲温度に合わせて夏期は短く、冬期は長くする。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置
【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】低温での成型体の成形加工性に優れ、生産性に優れるポリ乳酸樹脂組成物、該ポリ乳酸樹脂組成物を射出成型する射出成型体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成型体を提供すること。
【解決手段】ポリ乳酸樹脂、該ポリ乳酸樹脂100重量部に対して式(I):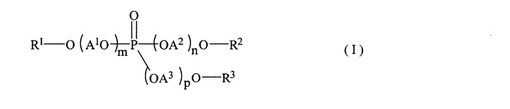
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pは、オキシアルキレン基の平均付加モル数を示し、それぞれ独立して0又は正の数であって、m+n+pが0を超え12以下を満足する数である)で表されるリン酸エステル化合物を0.1〜30重量部、及び有機結晶核剤を含有してなるポリ乳酸樹脂組成物であって、前記有機結晶核剤と前記式(I)で表されるリン酸エステル化合物の重量比が1/99〜50/50であるポリ乳酸樹脂組成物。
(もっと読む)
電動射出成形機の停電時の運転方法、および電動射出成形機
【課題】停電時に、電動射出成形機のサーボアンプに電力を供給して適切な状態で停止して金型を保護できる電動射出成形機の運転方法を提供する。
【解決手段】電動射出成形機1において、交流電圧を直流電圧に変換する交流直流変換器2の直流回路(P、N)側に、直流電圧を電力として貯蔵すると共に貯蔵した電力を直流回路に供給できる、電力貯蔵装置3を備える。正常時は、電力貯蔵装置3に所定の電力を貯蔵する。型閉工程中、型開工程中、または突出工程中において、交流電圧の異常を検出すると、電力貯蔵装置3から直流電圧を供給してこれらの工程を完了させ、その後電動射出成形機1を停止する。
(もっと読む)
射出装置
【課題】射出シリンダの高加速化を実現すること。
【解決手段】作動用シリンダ23のピストン23pを作動させることにより、ヘッド側室23hから作動油を押出す。その一方で、作動用シリンダ23のピストン23pの作動に合わせて収容シリンダ24のピストン24pを作動させ、収容シリンダ24のヘッド側室24hに作動油を流入させる。そして、作動用シリンダ23のピストン23pの動作速度が所望速度に到達したタイミングで、収容シリンダ24のピストン24pの作動を停止させる。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
射出成形方法
【課題】ベース樹脂となるペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合した成形材料をダイレクトミキシング方式で成形した場合でも、ベース樹脂と添加剤との混練・分散性を高めつつ高品質の成形品を得る。
【解決手段】ペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合してホッ5に収容する。サークルフィーダ7と定量切り出し装置8からなる材料供給装置をホッパ5の底部に設ける。インラインスクリュ型の射出成形機を用い、計量工程中のスクリュ3の回転に同期して材料供給装置を作動させる。予め混合されたホッパ5内の成形材料は、標準的な計量時間T100の1.3倍〜2.0倍の計量時間Tsをかけてマスフローとなってシリンダ3の供給口2aから連続供給される。
(もっと読む)
樹脂の射出成形の設計パラメータ決定方法、射出成形品の製造方法及び樹脂の射出成形の設計パラメータ決定プログラム
【課題】 射出成形品の形状が複雑で入り組んだものである場合等であってもウエルドを適切な位置に発生させる。
【解決手段】 設計パラメータ決定方法は、射出成形品の形状モデルを生成する形状モデル生成ステップ(S01)と、射出成形品においてウエルドの発生が制御される特定領域の情報を入力する特定領域情報入力ステップ(S02)と、形状モデルにおいて特定領域から樹脂を流入したときの各位置の当該樹脂の充填時間を算出する充填時間算出ステップ(S03)と、形状モデルへの樹脂の流入状態を求める数値解析手法、及び当該形状モデルにおける各位置のウエルドの発生に対して上記の充填時間に基づき重みづけされる評価関数を用いた最適化手法によって設計パラメータを決定する設計パラメータ決定ステップ(S04〜S09)と、設計パラメータを出力する設計パラメータ出力ステップ(S10)とを含む。
(もっと読む)
射出成形機の制御方法
【課題】保圧工程における保持圧力の立ち下がりや立ち上がりの応答特性を最適化できる射出成形機の制御方法、および、特に、保圧工程の開始直後における圧力の立ち下がりの応答特性を最適化できる射出成形機の制御方法を提供する。
【解決手段】保圧工程開始時点または保持圧力の大きさが切り換えられる時点から次の保持圧力に切り換えられる時点までの間を時系列で高応答区間と低応答区間に区分し、高応答区間の少なくとも一部区間では、オペレータが設定した応答特性に対して、応答時間をゼロに設定する応答時間ゼロ設定と、応答時間をゼロ以外の値に下げる応答時間減少設定と、サーボ機構のスプール開度の開度制限を広げる開度制限指令値拡大設定の3種類のうち少なくともいずれか一つの設定を行う。
(もっと読む)
1 - 20 / 291
[ Back to top ]