
株式会社富士精工により出願された特許
1 - 10 / 14
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
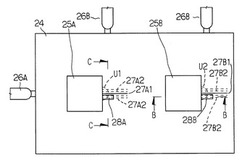
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
射出成形装置

【課題】合成樹脂成形品にフィラーを含有し、開口を有するものであっても、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくすること。
【解決手段】ゲート26Aからのキャビティ24内への溶融した合成樹脂30の注入量が増大して来ると、ゲート26Aに面する開口形成体25A、25Bの裏方に配向ライン27A2、27B2が形成される。配向ライン27A2、27B2が発生した後で、保圧が開始される前に、昇降ピン28A、28Bがキャビティ24内に進入した後、可動金型23のキャビティ形成面と同じ面一となる位置に戻る。この上昇の際に、配向ライン27A2、27B2は斜めに変形し、下降により配向ライン27A2、27B2近傍の合成樹脂30内には空間S1が形成され、ゲート26Aからの更なる合成樹脂30の射出により、配向ライン27A2、27B2近傍の合成樹脂30を空間S1内に埋めるように押し流す。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
射出成形装置及びインサート成形装置
【課題】成形品にバリが残らないようにし、合成樹脂の分離面も光沢があって肌荒れが無いように成形する。
【解決手段】可動金型26の熱媒体通路36内に熱い蒸気を供給することにより、更に溶融した合成樹脂Jがゲートカット部材17の先端部を加熱しながら、ゲート13A及びゲートカット部材17上方の案内通路27を介して可動金型26と固定金型6とで形成されるキャビティS内に射出する。従って、合成樹脂の分離面部位は固まらない状態が維持されているので、ゲートカット部材17が上昇することにより、キャビティS内及びゲート13A内へと押し込まれた合成樹脂とキャビティS内及びゲート13A内に押し込まれる前からあった合成樹脂とが綺麗に融合する。
(もっと読む)
射出成形方法及び射出成形金型
【課題】キャビティ内の合成樹脂を型内で圧縮できるようにし、バリが生じないようして、外観品質が良好な合成樹脂成形品を製造でき、金型の製作難易度が高くなくとも足り、コストも抑えられと共に金型の耐久性の向上も図ること。
【解決手段】固定金型部6及び可動金型部26の入れ子駒6A、26Aの熱媒体通路31、34内に加熱用媒体を供給して加熱して合成樹脂の軟化点以上に昇温したら、溶融した合成樹脂をキャビティS内に注入充填して保圧し、この保圧の終了に前後して、固定金型部6及び可動金型部26の入れ子取付体6B、26Bの熱媒体通路32、35内に加熱用媒体を供給して加熱して熱膨張させ、この熱膨張が開始したら、前記入れ子駒6A、26Aの熱媒体通路31、34内に冷却用媒体を供給して冷却して、合成樹脂の射出圧力以上の圧力でこの合成樹脂を圧縮させながら硬化させる。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
射出成形方法及び射出成形装置
【課題】成形品にバリが残らないようにし、合成樹脂の分離面も光沢があって肌荒れが無いように成形する。
【解決手段】固定金型部6のキャビティ形成面側及びゲートカット部材17を熱媒体通路35、36内に加熱用媒体を供給して加熱した後にキャビティS内に溶融した合成樹脂を注入し、この注入後に合成樹脂の圧縮密度を高めるべく注入圧力を維持して保圧し、注入された合成樹脂の流れが止まる直前又は直後にゲートカット部材17を作動させてゲート13内の合成樹脂とキャビティS内の合成樹脂とを分離させることにより合成樹脂がキャビティから出ようとする力をゲートカット部材17に加え、この分離後に固定金型部6のキャビティ形成面側及びゲート13内の合成樹脂を熱媒体通路35、36内に冷却用媒体を供給して冷却し、固定金型部6と可動金型部26とから取り出せる程度まで固化したら取り出す。
(もっと読む)
射出成形装置
【課題】1注入口当りの十分な合成樹脂の流動性、転写性及び射出圧力が確保できる領域を広げようとすること。
【解決手段】固定金型部4の熱媒体通路20内に熱い蒸気を供給して、固定金型部4のキャビティ形成面側を加熱して、固定金型部4のキャビティ形成面側を合成樹脂の軟化点温度以上となるように昇温を開始させ、固定側組立体1と可動側組立体10とを型閉めする。そして、射出ノズルをスプルーブッシュ6に通して、キャビティS内に射出する。この場合、固定金型部4のキャビティ形成面側が前記所定温度まで加熱されるので、この加熱によってキャビティS内に射出された合成樹脂の流動性が高められ、また可動金型部15のキャビティ形成面15A上に撥水層21が積層されているので、固定金型部4のキャビティ形成面4A側の合成樹脂の流動性と可動金型部15のキャビティ形成面15A側の合成樹脂の流動性とのバランスが良好となる。
(もっと読む)
射出成形装置
【課題】合成樹脂中にガラス等のフィラーが入っている場合に、このフィラーが成形品の表面側に浮き出てこないようにし、均一な転写を得ること。
【解決手段】キャビティS内への合成樹脂の注入前に、固定金型部6の熱媒体通路35内に熱い蒸気を供給して固定金型部6のキャビティ形成面側を合成樹脂の軟化点温度以上に昇温させるが、パーティング面に段差40を設けることにより、パーティング面に最も近い熱媒体通路35をキャビティSの下端部の近くに設けて極力パーティング面の高い面26A、6Aに近づけることができるので、キャビティSに近いパーティング面も固定金型部6のキャビティ形成面側の中央部等の温度と同等に昇温することができる。しかも、固定金型部6のキャビティ形成面側の加熱された熱が外気流通路38により温度が低い可動金型部26へと熱伝達されにくく熱を奪われにくいから、パーティング面においても昇温が十分となる。
(もっと読む)
射出成形装置
【課題】成形品の変形や転写ムラを極力無くして、成形時間の短縮。
【解決手段】キャビティSの外周部底面は、金型基体26と雄金型部27とで形成され、金型基体26と雄金型部27の合わせ部は成形品の垂直面を形成するキャビティSの外周部底面の中間位置に位置しており、加圧ガスGがガス注入路28A、28Bを介してキャビティS内に注入されて、溶融した合成樹脂JはキャビティSの末端部である金型基体26と雄金型部27の合わせ部に向けて進行する。この場合、溶融した合成樹脂Jの表面は移動に伴い少し固まっているが、先端の合成樹脂Jは金型基体26と雄金型部27の突出部30、31に当たって、加圧ガスGが入り込まない程度の幅を有する溝34内の一部に合成樹脂Jが入り込むと共に合成樹脂Jの硬い表面は破けて軟らかい部分が外に現れる。やがて、溶融した合成樹脂JがキャビティSの末端部である前記合わせ部にまで行き渡る。
(もっと読む)
1 - 10 / 14
[ Back to top ]