
Fターム[4F202AG29]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | 分岐を有するもの(←「とって」) (39)
Fターム[4F202AG29]に分類される特許
1 - 20 / 39
把手用の孔部を備えた合成樹脂製容器
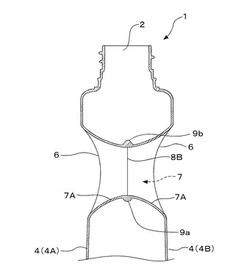
【課題】容器本体の中央近傍に把手用の孔部を備えた合成樹脂製容器において、孔部の周囲に形成される環状のピンチオフ部を補強し、ウォーターハンマー現象による衝撃によっても環状のピンチオフ部の破断を防止できる把手用の孔部を備えた合成樹脂製容器を創出する。
【解決手段】口筒部2、筒状の胴部4及び底部を有する容器本体1が、ブロー成形法により形成される有底筒状の合成樹脂製容器であって、胴部4の中央近傍の位置に胴部4を形成する一対の正面壁4Aと背面壁4Bとの間を貫通する孔部7が設けられ、孔部7を形成する孔部壁面7Aに、ピンチオフ部8Bが環状に形成されており、少なくとも容器本体1の内部側で且つ環状のピンチオフ部8Bの底部側の位置に厚肉部9aが形成された構成とする。
(もっと読む)
有孔中空管の製造方法および有孔中空管製造用型枠

【課題】生産性が向上するとともに、有孔中空管への各種加工が容易な有孔中空管の製造方法を提供する。
【解決手段】本発明は、外周面から内周面につながる複数の貫通孔を有する有孔中空管の製造方法において、前記有孔中空管の内部空間を形成する中子型と、前記有孔中空管の外周面を形成する基準面および前記複数の貫通孔を形成する凸部を有する、複数の主パーツによって分割可能に構成された主型と、を含む型枠内に樹脂を注入し、この樹脂を硬化した後、主型、中子型をこの順で取り外すことを特徴とする。
(もっと読む)
プラスチック容器
本体を通って第1の方向(A−A)に延びる中心軸を画定する把持部穴(24)を備える本体(12)と、前記第1の方向に対して垂直な方向に延びる長軸(B−B)を有するフットプリントとを有する容器(10)を製造するよう構成された金型ツールの中でパリソンをブロー成形するステップを含むプラスチック製乳容器の製造方法を提供する。フットプリントは4つの主辺(1,2)および4つの主角領域(3,4)を画定しており、角領域の各々は前記主辺のうちの二辺のそれぞれの間に配置されており、長軸はフットプリントの中心点を通って延びており、ならびに、中心点からのフットプリントの最大径方向延在範囲は、金型ツールのパーティングラインから離れる方向へのパリソンの延伸の程度がパーティングラインに沿ったパリソンの延伸の程度より小さくなるよう、前記角領域の2つの位置に対応するフットプリントが長軸と交差する箇所で最大である。
 (もっと読む)
(もっと読む)
曲がった案内部材を有する作動スレッドのための金型
【課題】高品質作動スレッドを製造する装置、システムおよび方法を提供すること。
【解決手段】射出成形用の装置であって、少なくとも1つの実質的に中央の、傾斜した、非直線の表面を有する少なくとも1つの金型部品であって、少なくとも1つの形成部分を含む、少なくとも1つの金型部品と、該少なくとも1つの実質的に中央の、傾斜した、非直線の表面内に配置された少なくとも1つの実質的に閉じたキャビティ領域と、該少なくとも1つのキャビティ領域との流体的な連絡を提供する該金型部品の基礎部分に配置される少なくとも1つのゲートであって、該金型部品の長さに沿って長手方向に延びる複数の凹部を有する少なくとも1つのゲートと、最初に射出流体の流れを少なくとも1つの形成部分に向けるために、該金型部品上に設置された少なくとも1つの流動絞りとを含む、装置である。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
中空部を有する成形品の射出成形方法及び金型組立体
【課題】冷却、固化させるために長時間を必要とせず、しかも、安定した成形を可能とする、中空部を有する成形品の射出成形方法を提供する。
【解決手段】この射出成形方法は、成形品の最肉厚部を成形するキャビティの部分を挟むように配設された2つの第1の加圧流体導入部及び第2の加圧流体導入部21,22を備えてた金型組立体を用い、キャビティ内に溶融熱可塑性樹脂を射出し、キャビティ内の溶融熱可塑性樹脂に第1の加圧流体導入部を介して加圧流体を導入して中空部を形成し、加圧流体による保圧を行い、次いで、中空部内に第2の加圧流体導入部を介して加圧流体を導入し、中空部内に加圧流体を流しながら、キャビティ内の熱可塑性樹脂を冷却、固化させる。
(もっと読む)
管状中空体の製造方法および管状中空体
【課題】少なくとも3個のパイプ開口を有し、部分的または全体的にプラスチック材料で構成した高精度かつ高強度の管状中空体を製造する。
【解決手段】留め置きロスト用のコアパイプを製造するステップと、該コアパイプを成形型のキャビティ内に導入するコアパイプ導入ステップであって、2個の留め置きでない非ロストのコアピース17,18を、該コアパイプの端部における接続開口に対してそれぞれ密封状態となるよう配置し、また留め置きでない非ロストのコア部分19の一方の端部をドッキング開口に対して密封状態となるよう配置した状態で導入する、該コアパイプ導入ステップと、続いて、プラスチック材料を成形型のキャビティ内に注入してコアパイプ、該コアピースおよび該コア部分をカプセル化するステップと、注入したプラスチック材料が硬化した後、該コアピースおよび該コア部分を形成した中空体1から引き抜くステップと、を有する。
(もっと読む)
分岐ホースの製造方法及び分岐ホース前駆体
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法、及び分岐ホース前駆体を提供する。
【解決手段】中芯2と外型とを用いて分岐ホース前駆体6を射出成形する。分岐ホース前駆体6は、分岐ホース1と、分岐ホース1の連通穴15を閉塞する閉塞部17と、閉塞部17の分岐通路12に面する頂面17aに連結され分岐通路12側に延びるつまみ部18とを有する。外型離型後、ホース本体11と中芯2との間に、気体7を注入して中芯2を分岐ホース前駆体6から取り去る。つまみ部18を把持して分岐通路12側に引き出すことにより閉塞部17を、分岐部13から破断させ、つまみ部18を閉塞部17とともに分岐通路12から取り出して、連通穴15を開口させる。
(もっと読む)
成形された展開用帯を有する尿シース
【課題】より簡単かつ均等にペニス上にシースを展開することができる。
【解決手段】尿シース40は、当該シースのいずれかの側面に平行して伸びるよう、それを少なくとも2の長さにすることを可能にする、薄い素材でできた素材(帯)41,42を含んでいる。このことは、1つ、2つ、あるいはそれ以上のコンポーネントを射出成形する尿シースのシリコン射出成形工程において、液体シリコンのよって帯を射出成形で形成することにより可能となる。前記射出成形は、本体部のための空洞ならびに帯状部のための空洞を有し、前記本体部のための空洞は、前記帯と前記シースとの間に取り付け領域を形成する帯状部のための空洞に接続される、尿シースのための射出成形型において行われる。
(もっと読む)
プロペラファン、流体送り装置および成型金型
【課題】省エネルギー性や省資源設計の面で大きく貢献するとともに、保管や運搬時の積み重ねを可能とするプロペラファン、を提供する。
【解決手段】プロペラファンは、周方向に離間して設けられ、回転に伴って送風を行なう複数の翼21(21A,21B)と、回転に伴って送風を行なうための翼面36を有し、互いに隣り合う複数の翼21の間で翼21Aおよび翼21Bの根元部同士を連接する連接部31と、翼21の回転中心に配置され、連接部31の吸込側から突出し、翼21の回転軸方向の直交平面に平行な端面42を有するボスハブ部41とを備える。プロペラファンは、さらに、連接部31の吹出側に設けられ、ボスハブ部41を翼21の回転軸方向に投影した場合に、その投影したボスハブ部41の外形よりも大きい外形を有し、端面42に平行な平面44を有する平面部43を備える。
(もっと読む)
操作ノブおよびその製造方法
【課題】安価で意匠性に優れた操作ノブを提供する。
【解決手段】第1および第2の凸部4a,4bを有する雄型4と、内面全体にシボが形成された雌型5とで構成された成形金型6を準備し、インサートフィルム3を雌型5にセットした後、両凸部4a,4bの型締め力によってインサートフィルム3の表面の一部に雌型5のシボを転写すると共に、キャビティ内に射出充填する不透明樹脂7の射出圧によってインサートフィルム3の表面の残部に雌型5のシボを転写するようにした。
(もっと読む)
分岐ホースの製造方法
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
金属調色された合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供する。
【解決手段】旋回機能を果たす為の軸穴を有するリンク部2と、ドアの開閉の為の指係り部1とを備えたインサイドハンドル10であって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部2又は前記指係り部1の意匠面とは反対側の面に樹脂ゲート部を配設した。
(もっと読む)
樹脂製容器,樹脂製容器の製造方法及びその方法により製造された樹脂製容器
【課題】 複数の素材を組み合わせる必要が無く、また、無機フィラーの含有率に制限があったとしても断熱性に優れた樹脂製容器を提供すること。
【解決手段】 容器の内面側における単位体積当たりの無機フィラーの個数である分散密度よりも容器の厚さ方向の外面側における無機フィラーの分散密度が高くなる密度分布を有することとした。
(もっと読む)
ブロー成形におけるインサート方法
【課題】成形後におけるインサート部材の開口加工にあたってインサート部材を閉じている壁部分を確実かつ精度良く切除することができるブロー成形におけるインサート方法を提供する。
【解決手段】筒状のインサート部品3を嵌挿するための凹溝4がキャビティ5に形成された分割型式の金型1,2を用いる。型開きした金型1のキャビティ5の凹溝4に筒状のインサート部品3を嵌挿して不動状態に保持する。金型1,2間にパリソン6を配置する。次いで型締めしたのちパリソン6内に加圧流体を導入してパリソン6をキャビティ5に沿って膨張させるとともに、パリソン6とインサート部品3のキャビティ5側端部9を溶着一体化させる。金型1,2を開放して成形品を取り出した後にインサート部品3のパリソンによって閉じられている部分13を後加工により切除して開口させる。
(もっと読む)
樹脂成形体
【課題】十分な溶着強度を確保することができる樹脂形成体を得る。
【解決手段】中空部3aを含む樹脂製インマニ1は、開口端11aの外側に第一溶着部12が形成された第一樹脂部品10と、開口端21aの外側に設けられて第一溶着部12に接合する第二溶着部22が形成された第二樹脂部品20とを、振動溶着により一体に形成したものである。第一溶着部12の両側には、バリ溜まり15、16が形成されている。バリ溜まり15、16のうち突起部外側に位置するものよりもさらに外側であって、第一溶着部12及び第二溶着部22の双方には、外側に向かって補強リブ17、25が形成されている。
(もっと読む)
成形フィルタ端部キャップと製造方法
フィルタ媒体、第1端部キャップ、および第2端部キャップを含むフィルターエレメントを提供する。フィルタ媒体は、第1および第2フィルタ端部を有する。第1端部キャップは第1フィルタ端部に取り付けられ、第2端部キャップは第2フィルタ端部に取り付けられる。第2端部キャップはモールド成形材料により形成され、一体モールド成形される取っ手構造を備える。取っ手構造は、少なくとも部分的に横方向に貫通するよう形成される中空部を有するフランジを含む。中空部は、第2端部キャップ上に分割線が生じないよう割型なしでモールド成形される。一実施の形態では、中空部は、内部にモールド封止されるグロメットを用いて取っ手構造のフランジ内に形成される。 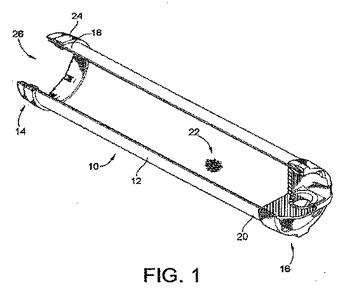 (もっと読む)
(もっと読む)
液晶性樹脂組成物からなるL字型成形品の製造方法
【課題】液晶性樹脂の特性を損なうことなく、屈曲部に力が加わったときに強度に優れたL字型成形品を提供することを課題とする。
【解決手段】液晶性樹脂100重量部に対して、繊維状充填材を20〜90重量部含有してなる液晶性樹脂組成物からなるL字型成形品を製造するに際し、該L字型の屈曲部から10mm以上離れた部分にゲート位置を設置して射出成型することを特徴とする液晶性樹脂組成物からなるL字型成形品の製造方法。
(もっと読む)
成形装置
【課題】基材と表皮材が一体化した樹脂成形品を成形する場合に、溶融樹脂材による表皮材への影響を抑制できるようにすることで、外観見栄えの良好な樹脂成形品を低コストで得られるようにする。
【解決手段】成形装置1は、可動側成形面3aを有する可動型3と、可動側成形面3aと共にキャビティを形成する固定側成形面2aを有する固定型2とを備えている。表皮材51を可動型3と固定型2との間に保持する。固定側成形面2aには、窪み部2bを設ける。この窪み部2bの底部側に、ゲートG1を開口させる。ゲートG1から射出された溶融樹脂材は、窪み部2b内から固定側成形面2a上に広がる。
(もっと読む)
成形装置
【課題】スライド型を備えた成形装置において、型費の高騰を招くことなくスライド型の温度調節を可能にして、高品質の成形品を低コストで得られるようにする。
【解決手段】成形装置1は、第1成形面3aを有する第1成形型3と、この第1成形面3aと共にキャビティを形成する第2成形面2aを有する第2成形型2を有している。第2成形型2には、樹脂成形品TRのアンダーカット部52を成形するためのスライド型10を設ける。スライド型10には、熱媒体通路10bを形成する。スライド型10には、傾斜ピン34を取り付ける。この傾斜ピン34の内部には熱媒体通路を設け、この熱媒体通路をスライド型10の熱媒体通路10bに接続する。
(もっと読む)
1 - 20 / 39
[ Back to top ]