
南条装備工業株式会社により出願された特許
1 - 10 / 18
カバー部材の真空成形方法及び真空成形装置
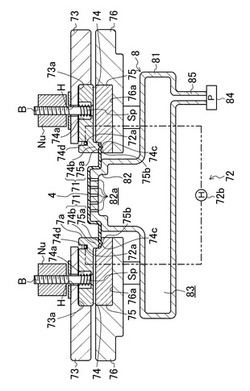
【課題】カバー部材の変形を防止し、且つ、材料歩留まりを良くする。
【解決手段】加飾シート材5の外周縁を把持する環状のクランプ部71を有するクランプ装置7と、基材3の表面形状に対応するとともに複数の真空引き孔82aが貫通形成された成形面82を有する成形型8を用意する。クランプ装置7のクランプ部71及び加飾シート材5を加温して軟化させる。成形面82に軟化した加飾シート材5を圧接させ、その状態で加飾シート材5を真空引き孔82aから吸引して成形面82に沿わせることにより基材3の表面形状に沿うカバー部材4を真空成形する。
(もっと読む)
基材の表面に表皮材を貼り合わせた複合成形品の製造装置

【課題】一台の製造装置により複数種類の複合成形品の木目込みと耳部の処理を行う。
【解決手段】下段回転ドラム5を多角形に形成してこの各面に成形品受け治具7を取り付けると共に上段回転ドラム35を多角形に形成して前記各成形品受け治具7と対となる成形品押え治具43を取り付ける。更に各成形品受け治具7側には、木目込み装置11と耳部折り返し装置12を設け、ドアトリム100の形態ごとに形状の違うものを用意し、この形態に合わせて下段回転ドラム5と上段回転ドラム35を回転させることで成形品受け治具7と成形品押え治具43を選択して一台の装置で形態の違う4枚のドアトリム100の表皮材102の木目込みと耳部折り返し加工を行うことができるようにする。
(もっと読む)
成形装置及び成形方法
【課題】樹脂製品が縦壁を有し、かつ、クッション層が薄い場合であっても、クッション層を狙い通りに成形できるようにして樹脂製品の触感を良好にするとともに、成形不良の発生を抑制する。
【解決手段】成形装置は、固定型10と、可動型11と、可動型11を移動させる型駆動装置12と、クッション層の原料33を供給するためのクッション層原料供給装置とを備えている。型駆動装置12によって固定型10と可動型11とを開いた状態で、固定型10に保持されている表皮層となる部材Aと、可動型11に保持されている基材101との間にクッション層原料供給装置により原料33を供給させた後に、型駆動装置12によって固定型10と可動型11とを接近させる。
(もっと読む)
クリップ、衝撃吸収材、衝撃吸収材成形用金型及び衝撃吸収材取付構造
【課題】衝撃吸収材などの副部材をトリム等の主部材に取り付けるために該副部材に設けられるクリップにおいて、副部材の主部材への取り付け作業を容易に行うことができるようにすることを目的とする。
【解決手段】クリップ10の貫通孔11の一端側はテーパ面11aであり、他端側が筒状面11bである。筒状面11bの内周面に凸条16が周設されている。衝突エネルギー吸収パッド20の張出部22にクリップ10が一体に設けられており、一端側が取付面22aに臨み、他端側が反対面22bに臨んでいる。トリム30から突設された突起31を貫通孔11に差し込み、突起31の先端側を拡径変形させて衝突エネルギー吸収パッド20をトリム30に取り付ける。
(もっと読む)
積層金型及び積層金型の製造方法
【課題】特殊な装置又は特殊な治具を使用することなく製造可能であり、金型として必要な強度を有する積層金型及びその製造方法を提供する。
【解決手段】金属体の一部又は全部にフェライトマルテンサイト複相鋼からなる鋼材を使用し、該金属体に熱媒体流路を加工した後、加工した金属体を含め積層する金属体の接合面を研磨し、これらを積層し、圧力2MPa以下、温度1250℃以下の条件で、積層された金属体に対し、加圧装置により積層された金属体の積層方向にのみ加圧すると共に、加圧方向と直交する方向への金属体の変形量を拘束しながら拡散接合しその後に形状加工し積層金型を得る。
(もっと読む)
成形装置及び成形方法
【課題】基材を構成する材料が成形品の表側に現れにくくすることにより、成形不良の発生を抑制する。
【解決手段】成形装置1の可動型3には、本体型11、12とスライド型25、26とを設ける。スライド型25、26を移動させることでキャビティを区画し、本体板部成形用の材料充填空間を形成する。この本体板部成形用の材料充填空間に基材を構成する材料を供給して基材を成形する。その後、本体型11、12を後退させる。さらに、スライド型25、26を後退させて突出板部成形用の材料充填空間を形成する。この突出板部成形用の材料充填空間に表皮を構成する材料を供給して基材の表側に表皮を成形するとともに、突出板部を成形する。
(もっと読む)
自動車内装パネルの製造方法
【課題】自動車内装パネルの製造において、樹脂製の表皮材のコストを低減するとともに、成形性が良く安価なポリプロピレン樹脂を主成分とする樹脂材料を使用して基材の成形と同時に表皮材を基材に強固に融着させて一体化させる。
【解決手段】自動車内装パネルの製造方法は、樹脂製の表皮材を成形する表皮材成形工程(b)(c)と、表皮材成形工程で得られた表皮材の裏面側に変性ポリオレフィン樹脂を含有するプライマー14によりプライマー被膜を形成するプライマー処理工程(d)と、プライマー処理工程でプライマー処理された表皮材のプライマー被膜側において、ポリプロピレン樹脂を主成分とする溶融した樹脂材料Rにより基材を成形すると共に、該表皮材と該基材とをプライマー被膜を介して一体化させる一体成形工程(e)〜(g)と、を備える。
(もっと読む)
成形装置及び成形方法
【課題】成形型の数を少なくして型費の低減及び成形サイクルの短縮を図りながら、基材が有する縦板部にも表皮層を形成できるようにして、低コストでかつ外観見栄えの良好な成形品を得ることができるようにする。
【解決手段】成形装置1は、可動型3及び固定型2を備えている。可動型3には、本体型11、12と、スライド型25、26とを配設する。本体型11、12及びスライド型25、26を可動型3の移動方向に移動可能とする。固定型2及び可動型3を型閉じし、かつ本体型11、12及びスライド型25、26を基材成形位置としてから、基材を構成する樹脂をキャビティC1、C2に供給する。その後、本体型11、12及びスライド型25、26をキャビティC1、C2の外方へ移動させてから、キャビティC1、C2の固定型2側に発泡材料を供給する。
(もっと読む)
成形装置
【課題】基材と表皮材が一体化した樹脂成形品を成形する場合に、溶融樹脂材による表皮材への影響を抑制できるようにすることで、外観見栄えの良好な樹脂成形品を低コストで得られるようにする。
【解決手段】成形装置1は、可動側成形面3aを有する可動型3と、可動側成形面3aと共にキャビティを形成する固定側成形面2aを有する固定型2とを備えている。表皮材51を可動型3と固定型2との間に保持する。固定側成形面2aには、窪み部2bを設ける。この窪み部2bの底部側に、ゲートG1を開口させる。ゲートG1から射出された溶融樹脂材は、窪み部2b内から固定側成形面2a上に広がる。
(もっと読む)
成形装置
【課題】スライド型を備えた成形装置において、型費の高騰を招くことなくスライド型の温度調節を可能にして、高品質の成形品を低コストで得られるようにする。
【解決手段】成形装置1は、第1成形面3aを有する第1成形型3と、この第1成形面3aと共にキャビティを形成する第2成形面2aを有する第2成形型2を有している。第2成形型2には、樹脂成形品TRのアンダーカット部52を成形するためのスライド型10を設ける。スライド型10には、熱媒体通路10bを形成する。スライド型10には、傾斜ピン34を取り付ける。この傾斜ピン34の内部には熱媒体通路を設け、この熱媒体通路をスライド型10の熱媒体通路10bに接続する。
(もっと読む)
1 - 10 / 18
[ Back to top ]