
Fターム[4F202AB14]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 光学特性改善剤 (29)
Fターム[4F202AB14]に分類される特許
1 - 20 / 29
インプリント用テンプレート、インプリント用テンプレートの製造方法、およびインプリント方法
【課題】 本発明は、高屈折率材料の形成技術や加工技術を要することなく、凹凸構造のアライメントマークを光学的に識別することを可能とし、高いアライメント精度で位置合わせすることができるインプリント用テンプレート、インプリント用テンプレートの製造方法、およびインプリント方法を提供することを目的とするものである。
【解決手段】 テンプレート基板に銀イオンを含有するイオン交換表面層を備えた高エネルギービーム感受性ガラス基板を用い、アライメントマークの凸部における可視光域の光に対する光学濃度を、前記アライメントマークの凹部における可視光域の光に対する光学濃度よりも高くすることにより、上記課題を解決する。
(もっと読む)
ロゴ、文字等の入ったメタリック樹脂成形品及びその成形方法
【課題】 現在、自動車の乗降のためのステップ部分に使用されているサイドアウト、サイドステップと呼ばれる薄板は、その商品価値を高める為、金属製でロゴやデザイン等が描かれている。
その金属製板は、高価であり重量もある為、樹脂化を試みて金属粒子、パール粒子及び着色剤等を混練したメタリック樹脂を用いて、安価で軽量で金属質感の成形品を射出成形しているが、表面に樹脂の流れ模様であるウェルド等黒い線が発生するため、商品性の良好な成形品を得ていない。
【解決手段】本発明は、このような課題に鑑みてなされたものであり、粒子の配向性、ベース樹脂の流動性を考慮したメタリック樹脂の組成、金型の改良及び成形の条件を総合的に検討し、最適化、数値化することにより、金属製と同等の光輝感、ウェルドラインの配向による黒い線がない外観を持つロゴ、文字等の入った薄板の商品性の良い成形品とその成形方法。
(もっと読む)
合成樹脂の射出成形方法

【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形体の製造方法、及び射出成形体
【課題】光輝材を有する熱可塑性樹脂を成形する場合において、リブやボスを有するような、比較的複雑な形状であっても光輝材の配向乱れが抑制された射出成形体を得ること。
【解決手段】リブ12やボス13を有する部位14の厚みを、有しない部位15の厚みよりも0.1mmから3.0mm厚く設計した金型を用い、平均粒径が120μm未満の光輝材を有する熱可塑性樹脂を成形する射出成形体の製造方法において、前記金型の温度をキャビティ内の前記熱可塑性樹脂温度が荷重たわみ温度以上を保てるような温度に上げる工程と、前記金型のキャビティ内に溶融した前記熱可塑性樹脂を射出して流し込む工程と、前記金型の温度を下げて前記熱可塑性樹脂を硬化させる工程とを含む。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法
【課題】
従来の合成樹脂成形技術では実現することができなかった新規な加飾性を合成樹脂成形品に付与することを課題とするものであり、特に遊色効果を有する加飾面を備えた合成樹脂成形品の製造方法を提供する
【解決手段】
合成樹脂シートにインクジェット印刷により印刷層を形成する工程と、印刷層の上にミラー層を形成する工程とによって準備された複層合成樹脂シートを使用し、複層合成樹脂シートの印刷層およびミラー層とは反対の面を金型の空洞内面に接触させるようにして金型内に装填する工程と、複層合成樹脂シートが装填された金型内に溶融樹脂を射出する工程とからなる合成樹脂成形品の製造方法。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形方法及びその射出成形方法による成形品
【課題】光輝材を有する熱可塑性樹脂の射出成形方法であって、比較的形状の制限が少なく、多点ゲートでも対応可能な射出成形方法、及びウェルドラインが抑制された成形品を得ること。
【解決手段】光輝材を有する熱可塑性樹脂11の射出成形方法において、金型9の温度を充填される熱可塑性樹脂11を熱変形温度以上に保つ温度とし、かつ、隣り合うゲート10から射出される熱可塑性樹脂11の会合部を、流動してずれる構成としたことにより成形品を得るもので、熱可塑性樹脂11の温度を熱変形温度以上に保つことで熱可塑性樹脂11を流動しやすい状態とした上で、均等な力で会合しないような構成とすることで熱可塑性樹脂11の会合部を流動させてずらし、射出時に発生した光輝材の配向が揃うように変化させてウェルドラインを抑制する。
(もっと読む)
熱可塑性樹脂の射出成型方法及びその射出成型方法による成型品
【課題】光輝材を有する熱可塑性樹脂の射出成型方法であって、比較的形状の制限が少なく、多点ゲートでも対応可能な射出成型方法、及びウェルドラインやフローラインが抑制された成型品を得ること。
【解決手段】光輝材を有する熱可塑性樹脂5の射出成型方法において、金型4の温度をキャビティ内の熱可塑性樹脂5を熱変形温度以上に保ち、型開き状態で熱可塑性樹脂5を射出後、型締め動作によって厚み方向に圧縮をかけることにより成型品を得るもので、熱可塑性樹脂5の温度を熱変形温度以上に保つことで熱可塑性樹脂5を流動しやすい状態とし、この状態の熱可塑性樹脂5に圧縮による力を加えることにより熱可塑性樹脂5の流動方向を変化させ、射出時に発生した光輝材の配向が揃うように変化させてウェルドラインやフローラインを抑制する。
(もっと読む)
異方性粒子を使用したアクリル系材料における装飾的外観の調製方法
アクリル系材料における装飾的外観は、アスペクト比3を有する異方性粒子を含有する流動性の架橋可能なアクリル系材料を収縮性支持材に塗布し、続いて架橋して固体物品を形成することによって得られる。 (もっと読む)
ナノインプリント用金型の製造方法
【課題】安価にナノインプリント用金型を製造することが可能なナノインプリント用金型の製造方法を提供する。
【解決手段】表面に微細な凹凸が形成されたマスタ基板に対して、添加剤が添加された第一樹脂材料を接合させて押圧し、熱転写法により第一樹脂材料を固化させることにより凹凸を転写させる(第一接合工程、第一熱転写工程)。マスタ基板を剥離した後(第一除去工程)、凹凸が形成された第一樹脂材料に対して、添加剤が添加された第二樹脂材料を接合させて押圧し、熱転写法により第二樹脂材料を固化させることにより凹凸を転写させる(第二接合工程、第二熱転写工程)。第一樹脂材料を剥離させた後の第二樹脂材料を電気鋳造の母型とし、電気鋳造法により第二樹脂材料表面に金属を電着させる。そして第二樹脂材料を溶解させることにより、ナノインプリント用金型を製造する。
(もっと読む)
メタリック調樹脂成型品、その製造方法及び金型
【課題】成型品の意匠面に矩形の溝部があるものであっても、当該溝部による意匠性と、塗装と同様の高いメタリック感による意匠性とを両立させる。
【解決手段】熱可塑性樹脂100重量部に対して、光輝材を0.1から4重量部添加し、アスペクト比をYとし、意匠面での矩形を含む溝部の深さをXd [mm] としたとき、Y ≧ 30とXd ≧ 0.3と Y ≦ -100 Xd + 80との条件を満たす範囲内とした。
(もっと読む)
金属調色された合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供する。
【解決手段】旋回機能を果たす為の軸穴を有するリンク部2と、ドアの開閉の為の指係り部1とを備えたインサイドハンドル10であって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部2又は前記指係り部1の意匠面とは反対側の面に樹脂ゲート部を配設した。
(もっと読む)
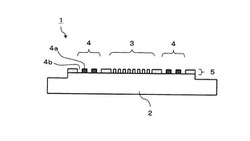
光半導体装置の製造方法、および光半導体装置の製造装置
【課題】光の輝度および色度を安定化させ、信頼性に優れる光半導体装置を製造する。
【解決手段】半導体チップ1が固着された回路基板10を、上型21aと下型21bとからなる金型21を用いて、半導体チップ1からの発光の少なくとも一部を吸収するとともに波長変換して異なる波長の光を発光する蛍光体粒子を含む液状樹脂31を硬化して封止する光半導体装置の製造方法であって、金型21のキャビティ26を形成する上型21aが、回路基板10の樹脂封止面に密着するように、金型21を締めるステップと、回路基板10を固定した金型21を傾けた状態に設置するステップと、傾斜状態に設置した金型21のキャビティ26に、0.03(cc/sec)以上かつ1.0(cc/sec)以下の範囲で、蛍光体粒子を含む液状樹脂31を流し込むステップとを含む。
(もっと読む)
光吸収性を有するモールド、該モールドを利用する感光性樹脂のパターン形成方法、及び印刷版の製造方法
【課題】光インプリント法に適応できるモールド、該モールドを使用する光インプリント法によるネガ型感光性樹脂のパターン形成方法、及び高精細な印刷版を提供すること。
【解決手段】本発明に係るモールドは、紫外線を透過する基板(1)上に少なくとも感光性樹脂(A)を構成成分とする凸部を有するモールドであって、該凸部が紫外線を吸収することを特徴とする。前記感光性樹脂(A)中に180nm〜410nmの波長領域に1つ以上の吸収ピークを有する紫外線吸収剤を0.1〜30.0質量%含有されるモールドも提供される。
(もっと読む)
ポリカーボネート樹脂組成物、ポリカーボネート樹脂成形品及びその製造方法
【課題】ガラスフィラーおよび光沢粒子をそれぞれ特定量含有し、成形物におけるウェルドライン左右における明度差が視認されない、光学特性及び難燃性に優れるポリカーボネート樹脂組成物、同樹脂成形品、及びその製造方法を提供する。
【解決手段】(A)ポリカーボネート−ポリオルガノシロキサン共重合樹脂10〜40質量部を含む芳香族ポリカーボネート樹脂90質量部を超え99質量部以下と(B)前記芳香族ポリカーボネート樹脂との屈折率の差が0.002以下のガラスフィラー1質量部以上10質量部未満とからなる組成物100質量部に対して、(C)光沢粒子0.01〜3.0質量部および(D)反応性官能基を有するシリコーン化合物0.05〜2.0質量部を含むポリカーボネート樹脂組成物、同樹脂組成物を成形してなるポリカーボネート樹脂成形品、および同樹脂組成物を金型温度120℃以上で射出成形することを特徴とするポリカーボネート樹脂成形品の製造方法である。また、必要に応じて該組成物に(E)着色剤0.0001〜1重量部を配合しても良い。
(もっと読む)
LEDアッセンブリの光透過樹脂レンズの成型方法
【課題】LEDアッセンブリの光透過樹脂レンズの成型方法を提供する。
【解決手段】透光性の塑性材料または非塑性材料からなる成型金型2を用い、透過レンズの成型用樹脂材料として、光反応開始材を添加して電子ビーム照射又は紫外線により迅速に固化する光透過性樹脂材料3.3aを選択し、
1以上のLED素子11を搭載したLEDアッセンブリ基台10を該金型にセットし、
該樹脂を注入し、電子ビーム41又は紫外線51を該光透過性金型外から照射して、金型内の注入樹脂を固化することにより、成型工程を短縮化する。
(もっと読む)
LED装置におけるレンズの製造方法およびその装置
【課題】従来の封止工程により製造されたLED製品は封止樹脂材料の熱溶接特性を用いてLEDとレンズとを接合していることから、封止樹脂材料とレンズとの屈折係数における差異によりLEDの集光効率の低下を招いている。また、製造工程においてレンズを覆うための樹脂注入の工程が余分に多くなってしまい、コストが増加するばかりか、LED封止工程の時間が長くなってしまっていた。
【解決手段】LED装置におけるレンズの製造方法であって、フレームを準備し、剥離シートをフレーム上に配置して、レンズパターン装置とフレームとを結合し、液状樹脂材料を注入して、加熱して硬化成型する、工程を含んでいる。
(もっと読む)
射出成形用金型及び該射出成形用金型を用いた射出成形方法
【課題】キャビティ内に溶融樹脂を射出充填した際、該キャビティ内で樹脂流が会合する会合部が発生する射出成形金型であって、該会合部においてウェルドラインが発生することを防止するとともに、該会合部の強度も向上することができる射出成形金型、及びこれを用いた射出成形方法を提供する。
【解決手段】成型体としてのフォグリングを成形するためのキャビティ5内に溶融樹脂を射出充填した際、キャビティ5内で樹脂流同士が会合する会合部7が発生する射出成形金型であって、キャビティ5には、前記会合を生ずる樹脂流路となる部分に溶融樹脂の一部をキャビティ5から流出させる流出部9,10が接続され、流出部9,10は、溶融樹脂の会合位置がフォグリングの肉厚方向に対応する樹脂流路の深さによって樹脂流Rの流れ方向にずれるように、前記樹脂流路の側面部における深さ方向の一部位に設けられている。
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置
【課題】 蒸着面が汚染されることがなく、在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】可動金型(17)とスライド金型(10)とを使用する。また蒸着用チャンバー(25)の内部にターゲット電極等の蒸着要素が設けられている蒸着装置も使用する。可動金型(17)とスライド金型(10)とにより本体部(H)と蓋体(F)を1次成形する。本体部は可動金型(17)に、蓋体はスライド金型(10)に残った状態で型を開く。可動金型(17)に残っている本体部の内表面を蒸着用チャンバー(25)で覆って金型内で蒸着する。次いで、蒸着された本体部に蓋体が整合するようにスライド金型(10)を駆動する。そして、2次成形用の樹脂を射出して本体部と蓋体とを一体化する。
(もっと読む)
1 - 20 / 29
[ Back to top ]