
Fターム[4F202AB24]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 形状 (277)
Fターム[4F202AB24]の下位に属するFターム
短繊維、ウイスカー (224)
発泡状、多孔状、中空状粒子 (12)
鱗片状物 (18)
Fターム[4F202AB24]に分類される特許
1 - 20 / 23
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
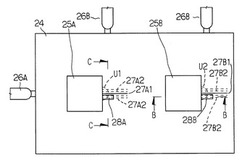
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
射出成形装置

【課題】合成樹脂成形品にフィラーを含有し、開口を有するものであっても、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくすること。
【解決手段】ゲート26Aからのキャビティ24内への溶融した合成樹脂30の注入量が増大して来ると、ゲート26Aに面する開口形成体25A、25Bの裏方に配向ライン27A2、27B2が形成される。配向ライン27A2、27B2が発生した後で、保圧が開始される前に、昇降ピン28A、28Bがキャビティ24内に進入した後、可動金型23のキャビティ形成面と同じ面一となる位置に戻る。この上昇の際に、配向ライン27A2、27B2は斜めに変形し、下降により配向ライン27A2、27B2近傍の合成樹脂30内には空間S1が形成され、ゲート26Aからの更なる合成樹脂30の射出により、配向ライン27A2、27B2近傍の合成樹脂30を空間S1内に埋めるように押し流す。
(もっと読む)
射出成形用金型
【課題】キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにする。
【解決手段】射出成形用金型のキャビティ3は、平面視で円環状を呈するとともに、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する横断面矩形状を呈する。サイドゲート4から溶融樹脂を射出すると、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合するが、その位置で両側に配置された樹脂溜まり部5、5に一部の溶融樹脂が流れ込む。これにより、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も意匠面3aに対して略平行に配向し、光輝材7の配向の乱れを緩和することができる。
(もっと読む)
RTM成形装置および成形方法
【課題】強化繊維基材の面内から樹脂を多点注入することで含浸時間を短くすることを実現可能とするに際し、樹脂注入口の数を少数に抑えたまま高い樹脂含浸速度を実現可能なRTM成形装置および成形方法を提供する。
【解決手段】強化繊維基材7が配置されるキャビティを形成する成形型に、強化繊維基材7の一面に対面して開口する樹脂注入口9を設け、該樹脂注入口9から樹脂を注入して強化繊維基材に含浸させ硬化させるRTM成形装置において、樹脂注入口9の先端部21における樹脂流路の横断面を、樹脂流れ方向にみて該先端部直前における樹脂流路の横断面に対し拡大したことを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
平面表示装置用外装枠
【課題】立体的で光沢感のある意匠を表現することができる製品の外装枠を提供すること。
【解決手段】製品の外装枠(1)であって、光透過性を有する樹脂と、前記樹脂の内部に含まれたフィラー(6)と、前記樹脂が流入された際の樹脂の入り口である少なくとも2つのゲート(2)と、前記2つのゲートから流入された前記樹脂が合流する合流部の位置を含む範囲において前記範囲の周辺部の厚みよりも薄く形成されている薄肉部(4)と、を備える。
(もっと読む)
繊維強化樹脂構造部材及びその製造方法
【課題】軽量化、製造コストの低減、強度の向上を図ることができると共に、大量生産が可能で、材料が安価であり、又、複雑な形状の成形が可能な繊維強化樹脂構造部材及びその製造方法を提供することを課題とする。
【解決手段】樹脂と繊維の複合材からなる繊維強化樹脂構造部材1であって、内層部2を、繊維構造体に熱可塑性樹脂を含浸した芯材で構成し、この内層部2の周囲を覆う外層部3を、長繊維を含有する熱可塑性樹脂から構成した繊維強化樹脂構造部材1。
(もっと読む)
メタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法
【課題】 複雑な形状の自動車用部品を対象とし、成形樹脂の組成(メタリック粒子の配向性、ベース樹脂の流動性)、金型改良及び成形条件を総合的に考慮し、最適化することで、光輝感とメタリック粒子の配向のバラツキなどによる外観不良が出ない高品位の無塗装メタリック樹脂射出成形品の製造方法とその品質評価方法を提供することを目的とする。
【解決手段】 本発明は、所定のメタリック樹脂(アルミニウム粒子、パール粒子及び着色剤を所定の割合で混練したペレット)を用いて射出成形を行うことにおいて、金型の構成と成形条件の選択により樹脂中のメタリック粒子の配向角度は好ましくは2°〜45、最も好ましくは4°〜23°となるようにしたことを特徴とするメタリック樹脂射出成形品の射出成形方法及びその成形品の品質評価方法。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】繊維強化樹脂を三次元形状に成形する場合に、繊維強化樹脂の成形時間を短縮することができるプレス成形装置を提供する。
【解決手段】上型100と下型200とを備え、上型100と下型200とで繊維強化樹脂20をプレス成形するプレス成形装置10であって、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の上方に配置される第1弾性シート300と、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の下方に配置され、プレス成形中に、第1弾性シート300とで繊維強化樹脂20を挟み込む第2弾性シート400とを備える。
(もっと読む)
樹脂注型用成形型とその製造方法
【課題】成形型の成形面の加工精度を十分に確保し、大型構造体の成形用であっても安価に製造することが可能な樹脂注型用金型とその製造方法を提供する。
【解決手段】樹脂注型用成形型は、アルミニウムの板金によって形成され,上側が成形面1aとなり、下側が接合面1bとなる成形部1と、井桁状に組み合わされた複数のアルミニウムの板材からなり,板材の上端縁に成形部1の接合面1bが溶接により接合される支持部2とを備え、鉄鋼製のアングル材によって構成される架台3の上面に設置される支持部2は締結具4aを用いて架台3に固定され、架台3は締結具4bを用いて床面5に固定されている。
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
型内塗装品の製造方法
【課題】 成形品裏面の形状に関係なく、所望の場所に磁性材料の配向による意匠を形成することができるようにする。
【解決手段】 裏面形成金型と表面形成金型と磁石が配置された塗膜形成金型とを備える型内塗装金型を用い、裏面形成金型と表面形成金型とを型閉じして、成形品を形成するための成形キャビティを裏面形成金型と表面形成金型との間に形成し、成形キャビティ内に成形樹脂を充填し冷却固化させて成形品を形成し、裏面形成金型が成形品を保持する状態で裏面形成金型と表面形成金型とを型開きし、裏面形成金型と対向する金型を表面形成金型から塗膜形成金型に切り替え、成形品を保持する裏面形成金型と塗膜形成金型とを型閉じして、磁性材料を含有する磁性塗料で成形品を塗装するための塗装キャビティを成形品と塗膜形成金型との間に形成し、塗装キャビティ内に磁性塗料を注入後、磁石により磁性材料の配向パターンを形成した後、磁性塗料を固化させることにより、磁性塗料を成形品に一体被覆させる。
(もっと読む)
型、および該型を用いる光学素子の製造方法
【課題】 例えばUV硬化型の樹脂に対して局所的にもほぼ均一なUV光照射を実現し、所望の性能を有する光学素子を成形する。
【解決手段】 光エネルギ硬化型の樹脂(12)に光を照射して光学素子(10)を成形するのに用いられる型(1)は、使用光(Lu)に対して透過性を有する母材によって形成され、その内部に分布配置されて入射光を散乱させる複数の光散乱体(1a)を含んでいる。光散乱体は、母材とは異なる屈折率および粒状の形態を有し、微細構造を有する表面1bの近傍の領域に分布している。
(もっと読む)
加圧成形装置及び加圧成形方法ならびに成形品
【課題】加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写可能な加圧成形装置及び加圧成形方法ならびにその成形品を提供する。
【解決手段】樹脂材料の加圧成形装置であって、対向配置されて相互に接近動作する一対のプレス駒11,13と、プレス駒11,13との間で成形用キャビティ17を形成する外駒15と、成形用キャビティ17内に進退自在に設置されたキャビティ体積調整部材19と、キャビティ体積調整部材19を成形用キャビティ17に突出する方向に所定の一定圧力を印加する加圧手段27と、を備えた。
(もっと読む)
洗浄用樹脂組成物
【課題】 ポリエーテルエーテルケトン樹脂等のスーパーエンジリアニング・プラスチックを成形加工した後の成形加工機に対して高い洗浄効果を発揮できる洗浄用樹脂組成物の提供。
【解決手段】 融点が270℃以上又はガラス転移点が180℃以上のスーパーエンジリアニング・プラスチックを成形加工した後の成形加工機を洗浄するために用いる洗浄用樹脂組成物であって、前記洗浄用樹脂組成物が、前記スーパーエンジリアニング・プラスチックと相溶性を有するか又は反応性を有する熱可塑性樹脂を含有している、洗浄用樹脂組成物。
(もっと読む)
金属調色された合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドル
【課題】製造コストの低減を図ることができると共に、意匠性を損なわず、美麗な外観で金属調色され、ひけの問題も解決することができる合成樹脂製インサイドハンドルの射出成形工法及び合成樹脂製インサイドハンドルを提供する。
【解決手段】旋回機能を果たす為の軸穴を有するリンク部2と、ドアの開閉の為の指係り部1とを備えたインサイドハンドル10であって、金属調色の美麗な外観を得る為に、アルミニウム粉末等を含有した合成樹脂を原材料として射出成形機に投入し、該射出成形機における射出成形に際して、前記リンク部2又は前記指係り部1の意匠面とは反対側の面に樹脂ゲート部を配設した。
(もっと読む)
反応成形品の製造方法
【課題】傾斜した特性の分布をもつ反応成形品を製造する。
【解決手段】複数種の液状原料をキャビティ内で反応させて固化する成形方法において、少なくとも一種の液状原料は磁力又は電力によって誘導可能な機能性流体であり、反応成形時にキャビティ外から磁力又は電力を印加して機能性流体を誘導し、機能性流体によって付与される反応特性を反応成形品内で傾斜分布させる。
(もっと読む)
1 - 20 / 23
[ Back to top ]