
山和鋼管株式会社により出願された特許
1 - 4 / 4
鋼管引抜装置、及び鋼管引抜方法
【課題】素材鋼管を引き抜くときにプラグに連結された芯吊りボルトに過大な引っ張り応力がかからないようにし、当該芯吊りボルトが切断されないようにする。
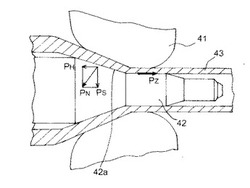
【解決手段】鋼管引抜工程において、ワーク43は、フローティングダイス41に当接して外形が制限され、同時にプラグ42のフローティング部42aに当接して肉厚が制限される。このとき、プラグ42のフローティング部42aがワーク43から受ける反力PNは、垂直ベクトル成分反力PSと水平ベクトル成分反力PHとに分解され、水平ベクトル成分反力PHのみがプラグ42の引抜方向に寄与する力の成分となる。ここで、水平ベクトル成分反力PHとプラグ42の右方向先端部の芯吊りボルト(図示せず)が引抜方向に引き込まれる力PZとが釣り合う点でプラグ42は停止する。よって、芯吊りボルトに加わる引っ張り力はPH−PZであってほぼゼロになり、切断されるおそれはない。
(もっと読む)
鋼管引抜装置、及び引抜鋼管の製造方法

【課題】引抜鋼管の各肉厚部分及び切断位置の寸法精度を向上させると共に、長尺物の引抜鋼管を高精度且つ高速で生産することができる鋼管引抜装置を実現する。
【解決手段】 ダイスとプラグとを鋼管引抜方向に対して正逆方向に相対移動させて段付きの引抜鋼管を製造するとき、第1油圧シリンダで鋼管引抜方向に対応してダイスを相対移動させ、第2油圧シリンダで前記ダイスの移動方向に対して逆方向へプラグを相対移動させる。このとき、位置検出センサが第2油圧シリンダのストローク位置を検出し、コンピュータが位置検出センサの検出した位置情報を受信して第2油圧シリンダの移動速度を制御する。これにより、コンピュータは、d領域の位置検出信号に基づいて、第2油圧シリンダの移動速度v2をb領域の移動速度v1より速くする。従って、引抜鋼管は速い移動速度v2で引き抜かれることでd領域においては肉厚勾配にダレが生じなくなる。
(もっと読む)
ボーリング用ロッド
【課題】掘削時に掘削坑の内面との摩擦によって生じる負荷トルクを低減して薄肉化を可能にし、軽量化及びコスト低減に寄与するとともに、可撓性を期待できるボーリング用ロッドを提供する。
【解決手段】掘削ドリル12の上端側に順次連結されて掘削ドリル12と一体に回転しながら土中に貫入されるパイプ状のボーリング用ロッドにおいて、隣接するロッド11と着脱自在に連結される両端部分11a,11bの外周径及び肉厚を、該両端部11a,11b間に位置する中間部分11cの外周径及び肉厚よりも大きく形成したボーリング用ロッド。
(もっと読む)
ボーリング用ロッド
【課題】掘削時に掘削坑の内面との摩擦によって生じる負荷トルクを低減するとともに、掘削坑との間に侵入して来る水を滞留しないようにすることができ、かつ、可撓性も期待できるボーリング用ロッドを提供する。
【解決手段】掘削ドリル12の上端側に順次連結されて該掘削ドリル12と一体に回転しながら土中に貫入されるボーリング用ロッドにおいて、隣接するボーリング用ロッド11と着脱自在に連結される両端部分11a,11bの外周径及び肉厚を、該両端部11a,11b間に位置する中間部分11cの外周径及び肉厚よりも大きく形成し、かつ、外周面に回転方向に向かって上昇する螺旋状の揚水溝24を設けたボーリング用ロッド。
(もっと読む)
1 - 4 / 4
[ Back to top ]