
ピレリ・タイヤ・ソチエタ・ペル・アツィオーニにより出願された特許
1 - 10 / 123
タイヤを組み立てる装置
【課題】改善された品質のタイヤを得る。
【解決手段】タイヤを組み立てる装置であって、適用直径を画定する少なくとも1つの外面を有する組み立てドラムと、前記適用直径に従い、軸方向に対向する端部フラップを有する前記少なくとも1つのカーカスプライを前記外面の周囲に適用するための装置と、カーカススリーブを作成するように、前記端部フラップのそれぞれの周囲で、前記適用直径より小さい嵌合径を画定する環状繋留構造と軸方向に係合するための装置と、前記組み立てドラムに適用された前記カーカススリーブの周囲で同軸上にセンタリングされた位置に、少なくとも1つのベルト構造を備える外部スリーブを位置決めするための装置と、前記カーカススリーブをトロイド構成に成形するために、前記組み立てドラム上で動作する成形装置と、を備える。
(もっと読む)
車両ホイール用タイヤを製造するための方法および車両ホイール用タイヤのカーカス構造を構築するための装置

【課題】カーカスプライの自由端部の巻き上げ時にビードコアと形成支持体との間の所望される同心度を保つ。
【解決手段】少なくとも1つの実質的に円周状の環状インサートを少なくとも1つのカーカスプライの少なくとも1つの端縁部に接触するように移動させることにより、少なくとも1つの環状係止構造をカーカスプライ上で位置決めするステップ;少なくとも1つの充填インサートを少なくとも1つのカーカスプライの少なくとも1つの端縁部上にプルダウンするステップ;少なくとも1つの端縁部を巻き上げることで、少なくとも1つの環状係止構造を含む、少なくとも1つのカーカスプライの巻き上げ端部を形成するステップ;を含み、プルダウンするステップは、少なくとも1つの実質的に円周状の環状インサートが少なくとも1つの位置決め部材により少なくとも1つのカーカスプライの少なくとも1つの端縁部に接触する位置に保持されている間に行われる。
(もっと読む)
車両の車輪用タイヤを製造するための方法及びプラント
【課題】高品質のタイヤを製造する。
【解決手段】仕上げステーションにおいて、トレッドバンドを備えるスリーブを製造するステップが、1)第1の作業位置Aにおいて、仕上げステーションの第1の補助ドラムに第1のベルト構造体を組み立てるステップと、2)第2の作業位置Bにおいて、仕上げステーションの第2の補助ドラムに予め組み立てられた第2のベルト構造体に対して半径方向外側位置に、トレッドバンドを貼り付けるステップと、3)第1のベルト構造体を支持する第1の補助ドラムを第2の作業位置Bに位置決めするステップと、4)円筒状のスリーブを支持する第2の補助ドラムを仕上げステーションの持ち上げ位置に位置決めするステップと、を含む。ステップ1)〜4)が周期的に繰り返され、ステップ1)と2)が互いに少なくとも部分的に同時に行われ、ステップ3)と4)が互いに少なくとも部分的に同時に行われる。
(もっと読む)
自動車用タイヤの補強構造体を製造するための方法と装置
【課題】ベルト層または他の補強構造体に完全な構造的均質性を保証する。
【解決手段】タイヤの製造の分野で、ベルト構造体(2)は、エラストマー層内に組み込まれ、環状サポート(3)上に互いに周方向に接近した関係で連続して布設された平行なストリップをそれぞれが含むストリップ状セグメント(5)によって製造される。各セグメント(5)の布設時、前記環状サポート(3)の角回転は、前記環状サポート自体の回転軸(X−X)に対して半径方向の補正軸(Y−Y)を軸として行われる。前記補正軸は、布設対象の前記セグメント(5)に関して実質的に重心位置に配置される。これにより、前記環状サポート(3)が曲線断面プロファイルを有するクラウンエリアを呈示する場合でも、各ストリップ状セグメント(5)について隣接ストリップ状セグメントとの完全な一致が確保される。
(もっと読む)
車両の車輪用タイヤを製造するための方法及びプラント
【課題】高品質のタイヤを製造する。
【解決手段】仕上げステーションにおいて、トレッドバンドを備えるスリーブを製造するステップが、1)第1の作業位置Aにおいて、第1のベルト構造体を仕上げステーションの第1の補助ドラムに組み立てるステップ、2)第2の作業位置において、仕上げステーションの第2の補助ドラムに予め組み立てられた第2のベルト構造体に対して半径方向外側位置に、トレッドバンドを貼り付けるステップ、3)第1のベルト構造体を支持する第1の補助ドラムを第2の作業位置Bに位置決めするステップ、4)円筒状のスリーブを支持する第2の補助ドラムを仕上げステーションの持ち上げ位置に位置決めするステップを含む。ステップ1)〜4)は周期的に繰り返され、ステップ1)及び2)、ステップ3)及び4)の両方は互いに少なくとも部分的に同時に互いに行われる。
(もっと読む)
重荷重車両ホイール用のタイヤ
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
自動二輪車用タイヤおよび自動二輪車用タイヤの対
自動二輪車用タイヤ(100)は、中心部(A)と、中心部(A)の軸方向両側に配置された2つのショルダー部(B)とを含むトレッドバンド(8)を有する。中心部(A)は、実質的に長手方向に従って延在し、かつタイヤの赤道面(X−X)の両側に交互に配置された第1の複数の溝(20)を含む。前記第1の複数の溝の各溝は凹部を形成するように実質的に曲線のコースを有する。中心部は、前記タイヤの赤道面(X−X)をまたぐように配置される実質的に溝のないサブ部をさらに含む。ショルダー部のそれぞれはタイヤの赤道面に対して斜めに配置される第2の複数の溝(21、26)を含む。また、上記の特徴を有するタイヤの対(自動二輪車のフロントタイヤおよびリアタイヤ)も特許請求される。  (もっと読む)
(もっと読む)
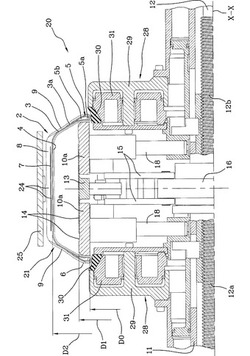
タイヤを構築するための方法およびプラント
中心体(4)に対して両側から軸方向に突出する支持軸(5)を有する少なくとも1つの形成ドラム(2)を用いることを含む、車両ホイール用タイヤを構築するためのプラントが開示されている。ハンドリング装置(7)は、形成ドラム(2)に係合するように適合されているとともに、少なくとも1つのロード/アンロード場(8a、8b、8c)と形成ドラム(2)に対して少なくとも1つの加工作業を行うために設けられた作業場(3a、3b)との間で形成ドラム(2)を搬送するように適合されている。ハンドリング装置(7)は、支持軸(5)の端部(5a、5b)の各々の近傍において支持軸(5)に各々係合する少なくとも2つのグリップ部材(14)を担持したグリップアセンブリ(11)と、前記少なくとも1つの加工作業が作業場(3a、3b)において行われている間に形成ドラム(2)を回転駆動させるための、前記グリップ部材(14)の少なくとも一方に関連付けられた少なくとも1つのモータ(25)とを含む。 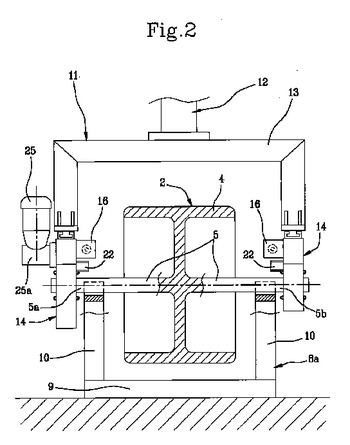 (もっと読む)
(もっと読む)
タイヤを構築するためのプロセスおよびプラント
タイヤを構築するためのプラントが複数の作業位置(4a、4b)を企図し、少なくとも1つの第1の作業位置(4a)が、近位位置および遠位位置である少なくとも2つの装荷/除荷位置に関連付けられ、前記作業位置(4a、4b)および装荷/除荷位置がそれぞれ形成ドラム(2a、2b、2c、2d)に関連付けられる。生産サイクルは、(i)第1の形成ドラム(2a)を前記少なくとも1つの第1の作業位置(4a)に装荷することと、(ii)第2の形成ドラム(2b)を前記遠位装荷/除荷位置に装荷することと、(iii)前記少なくとも1つの第1の作業位置(4a)で行われる作業の終了後、前記第1の形成ドラム(2a)を前記近位装荷/除荷位置に除荷することとを含む方法によって制御される。  (もっと読む)
(もっと読む)
車両車輪用グリーンタイヤを組み立てるための工程およびプラント
各タイヤサイズの異なる種類の車両車輪用グリーンタイヤを、基本半製品の使用によって組み立てるためのプラントおよび工程が開示される。工程は、a)グリーンタイヤのカーカス構造を組み立てるステップであって、前記カーカス構造が少なくとも1つのカーカスプライと一対の環状アンカー構造とを含むステップと、b)グリーンタイヤのクラウン構造を組み立てるステップとを含み、前記クラウン構造が少なくとも1つのベルト構造とトレッドバンドとを含み、カーカス構造を組み立てるステップとクラウン構造を組み立てるステップのうちの少なくとも1つが、c)第1の基本半製品の少なくとも1つの第1の供給ユニット(12)と、第2の基本半製品の1つの第2の供給ユニット(12)を設けるステップであって、前記少なくとも1つの第1の基本半製品と少なくとも1つの第2の基本半製品は互いに異なる、ステップと、d)前記第1の基本半製品および第2の基本半製品の前記第1の供給ユニットおよび第2の供給ユニットが設けられる1つのワークステーションにおいて、前記第1の基本半製品と第2の基本半製品との少なくとも1つから開始して被加工タイヤの構造部品の少なくとも1つの部分を組み立てるステップと、を含む。 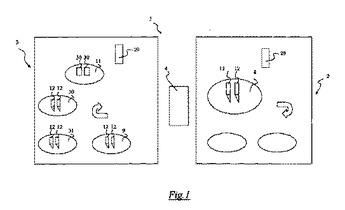 (もっと読む)
(もっと読む)
1 - 10 / 123
[ Back to top ]