
Fターム[2B200ED18]の内容
単板の加工・合板製造 (2,826) | 矧合わせ (125) | 接合材料 (34) | テープ(幅のあるもの) (3)
Fターム[2B200ED18]に分類される特許
1 - 3 / 3
化粧材の製造方法
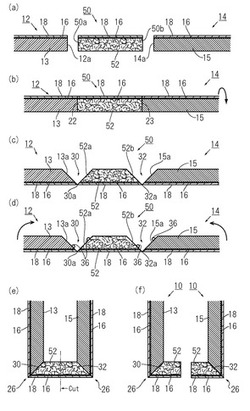
【課題】角部の両側で板厚や材質を自由に選択して異ならせることができ、より少ない手間で数多く製造することのできる化粧材の製造方法を提供する。
【解決手段】表面を面一とした状態で、第1および第2板材12、14の側面12a、14aを、第3板材50の両側面50a、50bにそれぞれ当接させ、裏面から、第1板材12と第3板材50との当接面22にその溝底部30aが一致した状態でV字状の第1溝30を形成するとともに、第3板材50と第2板材14との当接面23にその溝底部32aが一致した状態でV字状の第2溝32を第1溝30から離間した位置に形成し、両溝30、32を閉じて互いに固着させ、然る後、第3板材50を両溝30、32間で切断することにより、上記課題を解決することができる。
(もっと読む)
二次成形可能な合板製品及びその製造方法

本発明は、二次成形可能な合板製品及び二次成形可能な合板製品を製造する方法に関する。この二次成形可能な合板製品は、合板のベニヤが互いに接合されるようにして形成される。本発明において、ベニヤは、ポリオレフィンフィルムから形成された自己接着性材料によって互いに結合され、ポリオレフィンフィルムは、ベニヤとポリオレフィンフィルムとの間で共有結合を形成するために、木材の−OH基との反応性基を含有する。 (もっと読む)
ベニヤ単板接合用テープの供給機構
【課題】テープの繰出し方向が常に正常に維持される供給機構を提供する。
【解決手段】ベニヤ単板16a・16bの接合に用いるテープ4の一面側に駆動ロール1を、他面側のテープ繰出し方向の上手側と下手側との都合二箇所に押圧ロール5・10を夫々備えると共に、該二箇所の押圧ロール5・10の駆動ロール1に対する総合的な押圧力(P1+P2)の強さを、接着促進部材15との協働によるテープ4の分断を含めた繰戻しに不足のない範囲内で、最低所要限度強さ乃至は最低所要限度強さの近傍の強さに設定し、而もテープ繰出し方向の下手側に位置する押圧ロール10の押圧力P2の強さを、テープ4の繰出しに支障のない限度内で、テープ繰出し方向の上手側に位置する押圧ロール5の押圧力P1の強さに比べて著しく弱小に設定して成るベニヤ単板接合用テープの供給機構。
(もっと読む)
1 - 3 / 3
[ Back to top ]