
Fターム[2B200EG02]の内容
単板の加工・合板製造 (2,826) | 成形 (38) | 成形装置 (5)
Fターム[2B200EG02]に分類される特許
1 - 5 / 5
建築用パネルの縁加工に関する方法及び構成
本発明は、予備加工段階67、67′を取り入れた工具構成68、68′と、予備加工段階を有する工具構成を取り入れて、床パネル1、1′の改良型固定システムを製作する方法とに関する。特殊な工具構成と表面層の特性を変化させる予備加工段階とを用いて、床パネルの接合縁部のある一定の表面が型出しすると、その結果として公差が減じられる。本発明は更に、上側案内装置により水平方向に案内されると共に床パネルを垂直方向に下側チェーンの方へと押圧するように構成される、製作された床パネルの公差を同様に減少させる上側ベルト又はチェーンを有する装置に関する。 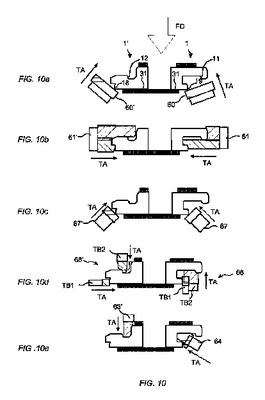 (もっと読む)
(もっと読む)
シミュレーション方法、シミュレーション装置およびシミュレーションプログラム
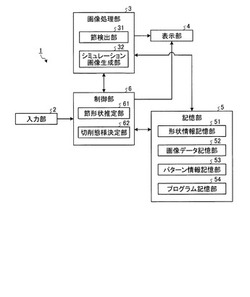
【課題】節を有する木材であっても適切な圧縮成形を行うことを可能にし、歩留まりの向上を実現することができるシミュレーション方法、シミュレーション装置およびシミュレーションプログラムを提供する。
【解決手段】記憶手段が記憶する画像データを読み出し、この読み出した画像データを用いた画像認識を行うことによってブランク材の表面に表出している節を検出し、節が検出された場合、記憶手段が記憶するブランク材の形状情報を参照することによって該節の形状を推定し、この推定結果に基づいて、該節の一部を含み、かつ該節の部分の厚さがブランク材を圧縮した後の厚さと略等しくなるようにブランク材の切削箇所および切削形状を決定する。
(もっと読む)
木材成形品の加工方法

【課題】木材成形品を加工する際にクラックや欠け等が発生しない新規な木材成形品の加工方法を提供する。
【解決手段】木材成形品の素材となる木材を軟化させる木材軟化工程と、この軟化された木材を所定の厚みに圧縮加工する木材圧縮工程Dと、この木材3を切削加工することにより所定形状のブランクを得るブランク製造工程Gと、得られたブランクを軟化させるブランク軟化工程と、軟化されたブランクを圧縮加工して目的形状の木材成形品に成形するブランク圧縮工程と、上記圧縮状態位置を所定温度で所定時間保持する形状保持工程とを含む木材成形品の加工方法。
(もっと読む)
凍結による木質チップ・スライス単板の加工方法および木質容器の製造方法
【課題】 木材、特にスギの小径木間伐材を利用し、接着剤を一切使用せず、成形工程が簡単で、成形時間が短縮され、ゆがみの無い均一な厚みで安価な木製容器を製造できる技術を確立する。
【解決手段】 木質チップ1を凍結によってシート状にした単板2や、凍結によって何層かの複合シート状にした単板6を、シート送り込みガイド8とゆがみ防止溝9を設け100℃〜300℃に加熱されたオス型7a及びメス型7bとからなるトレイ形状の金型7で熱圧成形した木質容器の製造方法。前記木質チップ・スライス単板が厚さ1mm〜10mmの薄板単板から裁断されたものである。前記木質チップ・スライス単板が、厚さ・長さ・幅が同一寸法の立方体、または厚さ1mm〜10mm、長さ1mm〜500mm、幅1mm〜500mmに裁断したものである。前記木質チップ・スライス単板が凍結によってシート状単板や何層かの複合シート状単板に接合されたものである。前記金型がシート送り込みガイド設けたものである。前記金型がゆがみ防止溝を設けたものである。
(もっと読む)
異形材料の被覆装置
長手方向に配置された異形材料(P)を搬送するローラコンベア(FR)及び押し付けローラ(W1−W6)を備え、この押し付けローラは、前記押し付けローラ(W1−W6)の一つ又は複数が搬送方向にグループを構成して連続して配置され、多軸位置決め装置(RA1,RA2)によって押し付けられることによって、接着される被覆材料(F)が、帯状に、異形材料(P)の異形品の回りに、搬送方向に、横にまたはわずかに寄り掛かって方向付けられて押し付けられるように、各押し付け位置に配置可能である、異形材料の被覆装置。その場合、前記位置決め装置(RA1,RA2)は、それぞれ自動的に操作可能な連結部(K,K1)を有し、前記連結部には押し付けローラ(W1−W6)が一定に方向付けられて保持されており、連結部(K1)の位置決め領域にマガジン仕切り棚(M1−M6)が配置され、前記マガジン仕切り棚内にいずれの場合にも必要とされない押し付けローラ(W)  (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]