
Fターム[3C030BC09]の内容
自動組立 (6,729) | 組立機構 (1,727) | 複数個の保持工具を有する (130) | ターレットの割出し等による選択使用 (9)
Fターム[3C030BC09]に分類される特許
1 - 9 / 9
ロボットシステム及び物品加工方法並びに工業製品の製造方法
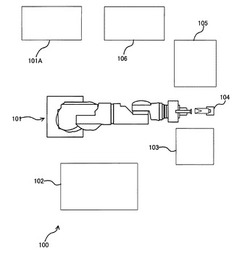
【課題】より少ないコストでロボットを用いた加工作業を行なうことができるようにした、ロボットシステム及び工業製品の製造方法を提供する。
【解決手段】付着材が付着した対象物を保持する保持機構18を装着したマニピュレータ101と、マニピュレータ101の動作を制御するコントローラ101Aと、マニピュレータの近傍に配設され対象物の付着材を保持する付着材剥離ユニット104と、を有し、コントローラ101Aは、保持機構18により保持された対象物の付着材を付着材剥離ユニット104に所定の進入角度で進入させて対象物と付着材とを剥離させる。
(もっと読む)
ロボット制御システムおよびロボット制御方法

【課題】ロボットの自動組立を継続して行う際に様々な要因によって生じ得る作業対象部品などの位置ずれによる「チョコ停」の未然防止を可能とするロボット制御システムおよびロボット制御方法を提供する。
【解決手段】ロボット制御方法の一実施形態では、X軸方向、Y軸方向および回転角θについて水平移動可能なX−Y−θステージ9上に載置された部品供給トレイ5に搭載された作業対象部品をロボットハンド31に取り付けられた小型カメラで撮像する。撮像された画像の画像処理によって、次の作業対象部品を検出して正確な位置を算出するとともに、正常位置データとの比較によって位置誤差を算出して、その位置誤差を補正するような指令をX−Y−θステージ9に与える。そのようにして位置誤差が補正された後に、次の作業対象部品に対する作業を実行する。
(もっと読む)
ロボット制御方法およびロボット制御システム
【課題】主として部品供給トレイなどに搭載された作業対象部品などの位置ずれに起因する「チョコ停」の未然防止を可能とするロボット制御方法およびロボット制御システムを提供する。
【解決手段】ロボット制御方法の一実施形態では、ロボットハンド31の1つ以上の作業対象部品が搭載された部品供給トレイ5が、所定位置に載置された状態で、作業対象部品のすべてが含まれるように撮像し、撮像された画像データから作業対象部品それぞれを検出するとともに、検出された作業対象部品それぞれの正常位置に対する位置誤差が許容範囲内か否かを判定する。位置誤差が許容範囲内と判定された作業対象部品に対しては通常作業を実行するが、位置誤差が許容範囲内ではないと判定された作業対象部品に対しては通常作業を実行しない。
(もっと読む)
インストルメントパネルの取付装置及び取付方法
【課題】車室内にインストルメントパネルを高精度に取り付けることを可能にするインストルメントパネルの取付装置及び取付方法を提供する。
【解決手段】ボディ14の取付ブラケット110は側面に開口するインパネ取付孔111a、111bを備える。インストルメントパネル24は、ボルト150がインパネ取付孔111a、111bを介して挿通される側方固定孔25a、25b及び把持穴26を備える。インストルメントパネルの取付装置10は、インパネ支持アーム72と、インパネ支持アーム72の側面に設けられた基準ターゲット77と、側方から撮像する撮影部100とを有し、画像データ144からインパネ取付孔111a、111b及び基準ターゲット77の位置を、位置データ142における基準位置データと比較し、その比較結果に基づいて、基準ターゲット77が許容ずれ範囲となるようにインパネ支持アーム72を駆動する。
(もっと読む)
自動組立システム及び機械製品の製造方法
【課題】既存の作業スペースや作業設備をできるだけ用いながら、組立不良を精度良く検知して製造効率を向上することができるようにした自動組立システム及び機械製品の製造方法を提供する。
【解決手段】組立ロボット101、制御装置、組立前のワーク部品が予め配置されたトレイ、組立前のワーク部品を載置したトレイを組立ロボット側に搬入する搬入路105、組立作業を行なう組立ステージ102、組立ステージ102の下部に設けられる落下物センサ104と、を有し、制御装置は、予め教示された組立手順に従って、組立ステージ上で、搬入されたトレイ上のワーク部品に対して、組立動作を行い、落下物センサにより落下物が検知されると、組立動作を中断する。
(もっと読む)
並列工程システムにおいて複合製品を組み立てるための方法および装置
【課題】複合製品を組み立てるために構成要素の群が提供される、並列工程システムにおいて複合製品を組み立てるための方法および装置を提供する。
【解決手段】移送システム18を使用して、構成要素の群を、複数の同様のコンピュータ化された組立セル20のうちの1つへと移送する。構成要素の群は、コンピュータ化された組立セルを使用して、複合製品内に自動的に組み込まれる。複合製品は次いで、組立セルのうちの1つから、コンピュータ化された試験セル22へと移送され、そこで複合製品は、複合製品の正しい寸法および機能を保証するために試験される。複合製品は次いで、複合製品が欠陥を有する場合、移送システムによって、試験セルから部品棄却領域またはコンベヤ24へと移送され、あるいは、複合製品が欠陥を有さない場合、自動ダンネージ装填システムまたは部品復帰システム26へと移送される。
(もっと読む)
ねじ部材供給装置
【課題】省スペース化およびコスト低減が図られるねじ部材供給装置を提供する。
【解決手段】パーツフィーダ402A,410Aから送られてくるボルト404を受けて保持するボルト保持手段408,414を、可動台座407に自転可能に設けたプリセットユニット406,413に配列する。必要に応じて可動台座407を回転させてプリセットユニット406,413の左右の配置を切り替え、種類の異なるボルトを各ボルト保持手段408,414に保持できるように構成する。可動台座407はロボット423,424方向に搬送され、プリセットユニット406,413を取り出しユニット421の上方に位置合わせし、ボルト保持手段408,414のチャック機構520を開くことにより、下方のボルト位置決め手段425,427にボルト404を落下させてボルトを取り出しユニット421に供給する。
(もっと読む)
圧入部品取付装置
【目的】ワークを変形させず、カジリを生じないようにベアリングを圧入する。
【構成】直交2方向へ自在に位置決めできる第1ワーク支持プレート5及び第2レール10上にワーク16を位置決めする。ワーク16のベアリング取付穴を挟んで下方からベアリング20を取付けた圧入側アダプタ21を第4サーボモータ25により押し上げ、上方からアダプタセット部材40に支持されたバックアップ側アダプタ38を第5サーボモータ30のバックアップロッド33により押し付ける。このとき、第4サーボモータ25及び第5サーボモータ30を制御して、圧入荷重及び押圧荷重を一致するよう各荷重を変化させる。
(もっと読む)
自動溶接システム
【課題】 自動溶接のための設備スペースの縮小化や、ワークの搬送時間の短縮化を図り、また、取扱うワークの種類が変更された場合でも簡単に対応できるようにする。
【解決手段】 仮付けステーション4と増打ステーション6の間に搬送ロボット5を設け、搬送ロボット5に複数のワーク把持部8a、8bを設けるとともに、増打ステーション6のワークセット・姿勢制御治具7に仮付けワークWを投入する際、仮付けワークWを一方側の把持部8aで把持すると同時に、他方側の把持部8bで、既にワークセット・姿勢制御治具7に存在する本付け済みのワークWを他方側の把持部8bで把持して、投入、払出し操作を行う。
(もっと読む)
1 - 9 / 9
[ Back to top ]